Изобретение относится к обработке металлов давлением, а именно к способам изготовления сферических шарниров, преимущественно .тяжело нагруженных шарнирных подшипников скольжения, невысокого класса точности, работающих в условиях абразивного износа, применяемьк, например, в гидронавесной системе трактора в точках присоединения сельскохозяйственных орудий.
Цель изобретения - снижение трудо- емкости изготовления сферического шарнира.
На фиг, 1 изображены гильза и сферическое тело до пластического дефор- мирования гильзы; на фиг, 2 - то же, после пластического деформирования гильзы; на фиг. 3 - то же, после термической обработки; на фиг, 4 - вид А на фиг. 3 .
Способ изготовления сферического шарнира состоит в следующем.
В разрезную втулку 1 устанавливают сферическое тело 2, а затем пластическим деформированием, например осад кой в замкнутом объеме, образуют гильзу 3. Деформирование ведут до исключения зазора между гильзой 3 и сферическим телом 2, а также до исключения зазора в зоне разреза втулки 1. Затем полученное соединение подвергают нагреву до температуры вьшзе температуры образования аустенита и охлаждают. В результате этой обработки в шарнире образуется зазор. Изготовленный сферический шарнир запрессовывают в отверстие корпусной детали.
Пример. Сферическое тело из стали 40Х с.твердостью 40 единиц HRC диаметром 65 мм устанавливают в разрезной втулке из стали 40Х с наружным диаметром 82 мм, толщиной стенки 9 мм высотой 35 мм. Разрезную втулку осаживают до наружного диаметра 83 мм и высоты 28 мм. Собранное соединение нагреваг-от до 860 С, вьщерживают в течение 1 ч- и охлаждают в масляной ванне. Затем сферический шарнир запрессовывают в отверстие корпусной детали
Предлагаемый способ обеспечивает изготовление сферических шарниров с твердой гильзой при снижении трудоемкости сборочных операций за счет образования зазора между гильзой и сферическим телом в результате нагрева и последующего охлаждения,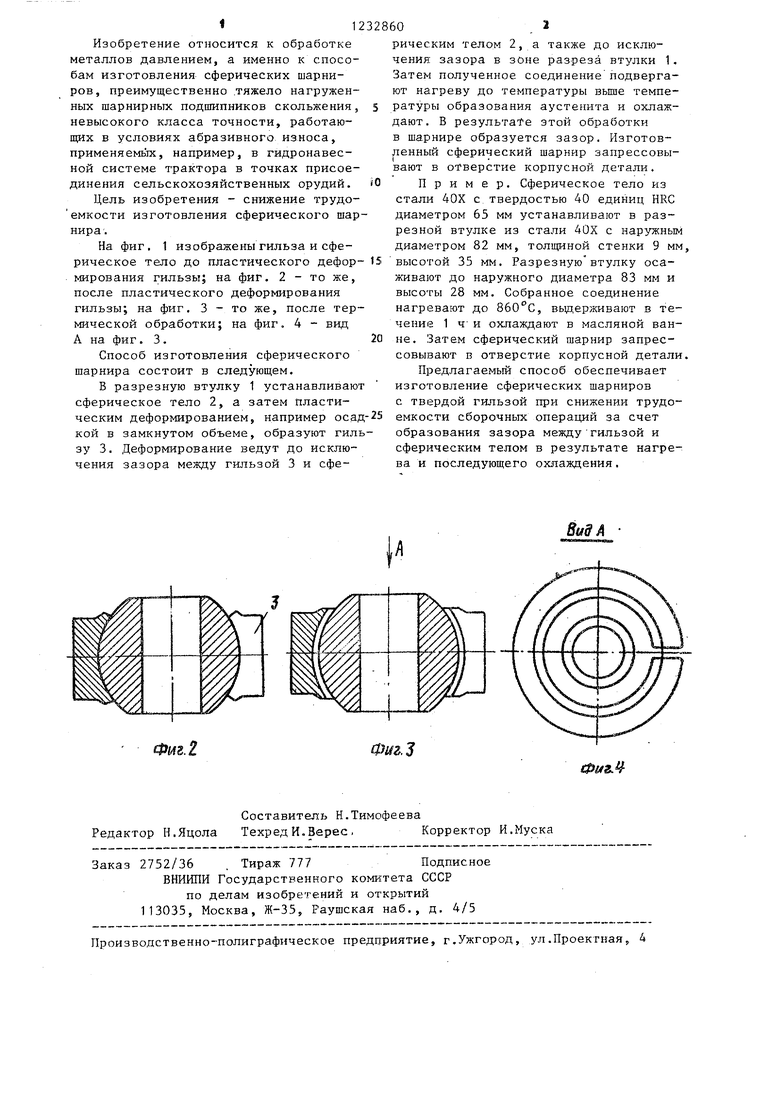
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| Способ изготовления сферического шарнира | 1984 |
|
SU1227839A1 |
| Способ Дагиса и Кошика восстановления деталей типа втулок | 1991 |
|
SU1782201A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛКИ ПЛУНЖЕРНОЙ ПАРЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ ДИЗЕЛЕЙ | 1998 |
|
RU2129941C1 |
| Способ изготовления полых шаровых пальцев (его варианты) | 1983 |
|
SU1238876A1 |
| Способ неподвижного соединения деталей типа вал-втулка | 1991 |
|
SU1792818A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПУСТОТЕЛЫХ И ДРУГИХ ДЕТАЛЕЙ | 1998 |
|
RU2139177C1 |
| Способ холодной запрессовки опорных цапф в посадочные гнезда бочек мукомольных вальцов | 2023 |
|
RU2816472C1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| Способ получения неразъемного соединения охватываемой и охватывающей металлических деталей | 1988 |
|
SU1648716A1 |

Фиг. 2
Вид А
Фм.З
Фи.
Составитель Н.Тимофеева Редактор Н.Яцола Техред И.Верес, Корректор
Заказ 2752/36 . Тираж 777Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная 4
| Способ сборки сферического шарнира | 1976 |
|
SU616437A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
