Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Цель изобретения - повышение точности путем обеспечения возможности измерения равнорасположенных по окружности измерительными наконечниками и повышение производительности за счет обеспечения измерения за один установ устройства в контролируемой детали.
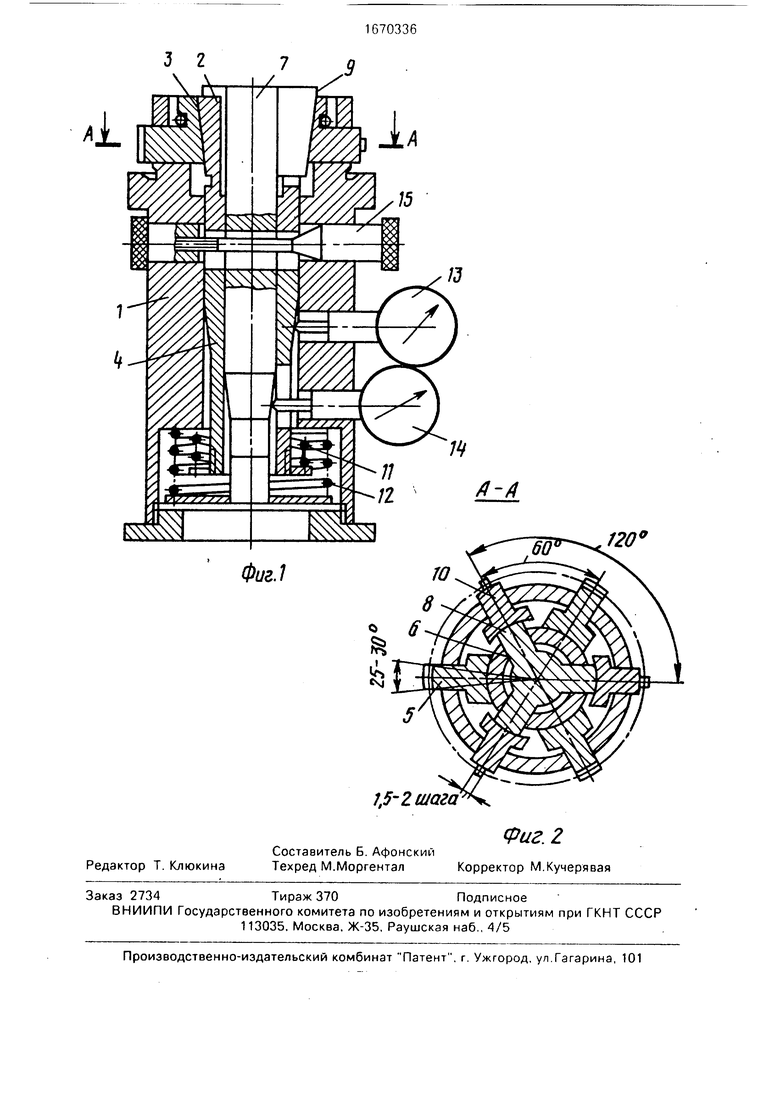
На фиг.1 изображено устройство, продольное сечение; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит корпус 1, в котором размещены основной шток 2, выполненный полым и с конусными поверхностями 3 и 4 на концах. С конусной поверхностью 3 взаимодействуют три измерительных наконечника 5, выполненных в виде сектора с углом 25-30° (угол меньше 25° не будет обеспечивать возможности чувствовать погрешность шага резьбы, а угол больше 30° нежелателен из конструктивных соображений, так как между этими наконечниками должны располагаться наконечники
для измерения собственно среднего диаметра) и установленные на приведенный средний диаметр, для чего их рабочая поверхность выполнена (в виде рейки резьбовой) с размером и профилем, соответствующим проходной резьбовой пробке. В конусной поверхности 3 выполнены три радиальных паза 6, расположенных под углами 120° друг к другу и под углами 60° к измерительным наконечникам 5. Внутри штока 2 размещен второй шток 7, имеющий три выступа 8 с наружной конической поверхностью 9.
Выступы 8 помещены в радиальные пазы б основного штока 2. С конической поверхностью 9 выступов 8 взаимодействуют три дополнительных измерительных наконечника 10, выполненных в виде зубчатой рейки шириной 1,5-2 шага контролируемой резьбы (ширину наконечника меньше 1,5 шага резьбы технологически изготовить невозможно, а ширина больше 2 шагов резьбы не обеспечивает точности контроля) и установленных на собственно средний диаметр.
ё
О х|
S
СО
0
для чего их рабочая поверхность выполнена с размером и профилем, соответствующими непроходной резьбовой пробке. Осевое движение штоков обеспечивается пружинами 11 и 12. С другой конической поверхностью штока 2 взаимодействует индикатор 13, а штока 7 - индикатор 14. Устройство снабжено арретиром 15.
Устройство работает следующим образом,
С помощью арретира 15 штоки 2 и 7 перемещают в осевом направлении, осуществляя сближение измерительных наконечников 5 иь 10. Устройство помещают в измеряемую деталь, например в резьбовое отверстие, после чего обратным движением арретира 15 освобождают штоки 2 и 7. Перемещаясь под действием пружин 11 и 12, штоки конусными поверхностями 3 и 9 разводят измерительные наконечники 5 и 10 в радиальном направлении, в результате чего они входят в контакт с резьбовой поверхностью измеряемой детали, Другими поверхностями штока 2 и 7 воздействуют на измерительные наконечники индикаторов 13 и 14. Показание индикатора 13 соответствует величине отклонения фактического значения приведенного среднего диаметра от настроечного, а показание индикатора 14 - величине отклонения собственно среднего диаметра от настроечного.
Настройка индикаторов 13 и 14 на ноль может осуществляться, например, по резьбовому эталонному кольцу, имеющему диаметральные размеры, соответствующие, например, номинальным для заданного номинального размера резьбы.
Формула изобретения Устройство для контроля внутренней резьбы, содержащее корпус, подвижный относительно корпуса полый основной шток,
выполненный с конусами на концах и двумя радиальными пазами со стороны большего конуса, второй шток, установленный с возможностью продольного перемещения внутри основного штока, имеющий два выступа с наружной конической поверхностью, размещенные в радиальных пазах основного штока, и конусную поверхность на другом конце, первый и второй измерительные наконечники, взаимодействующие
с большим конусом основного штока, третий и четвертый измерительные наконечники, взаимодействующие с коническими поверхностями выступов второго штока, и индикатор с наконечником, установленный
в корпусе с возможностью контактирования последним с конусом второго штока, отличающееся тем, что, с целью повышения точности и повышения производительности за счет обеспечения измерения за один установ устройства в контролируемой детали, в основном штоке выполнен третий паз, а два первых паза равнорасположены относительно третьего, во втором штоке выполнен третий выступ, а два первых равнорасположены относительно третьего, устройство снабжено пятым и шестым измерительными наконечниками, каждый из которых установлен напротив соответствующего дополнительного паза, вторым индикатором,
установленным в корпусе и кинематически связанным с конусом основного штока, а первый, второй и пятый измерительные наконечники выполнены в виде секторов, третий, четвертый и шестой измерительные
наконечники - в виде зубчатой рейки.
Фиг.1
//-//
15-2 шага
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля овальности, например, среднего диаметра внутренней резьбы | 1978 |
|
SU771456A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| Устройство для измерения диаметра отверстия | 1990 |
|
SU1838753A3 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Устройство для измерения линейноугловых параметров | 1988 |
|
SU1608418A1 |
| Устройство для измерения отклонений от перпендикулярности торцевой поверхности отверстия относительно его оси | 2024 |
|
RU2826964C1 |
| Устройство для контроля среднего значения среднего диаметра резьбы на тонкостенных нежестких деталях | 1987 |
|
SU1446444A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - повышение точности путем обеспечения возможности измерения равнорасположенными по окружности измерительными наконечниками и повышение производительности за счет обеспечения возможности проводить измерения за один установ устройства в контролируемой детали. Это достигается тем, что в устройство введены третьи измерительные наконечники и второй индикатор, что дает возможность производить замер за один установ устройства в контролируемой детали и получать усредненный результат измерения. 2 ил.
| Устройство для контроля овальности, например, среднего диаметра внутренней резьбы | 1978 |
|
SU771456A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
