Изобретение относится к стоматологии, в частности к технологии изготовления несъемных цельнолитых зубных протезов, в процессе изготовления которых предусматривается нарушение целостности опорных тканей зубов.
Цель изобретения - повышение точности установки протеза на опорные зубы и снижения травматичности операции.
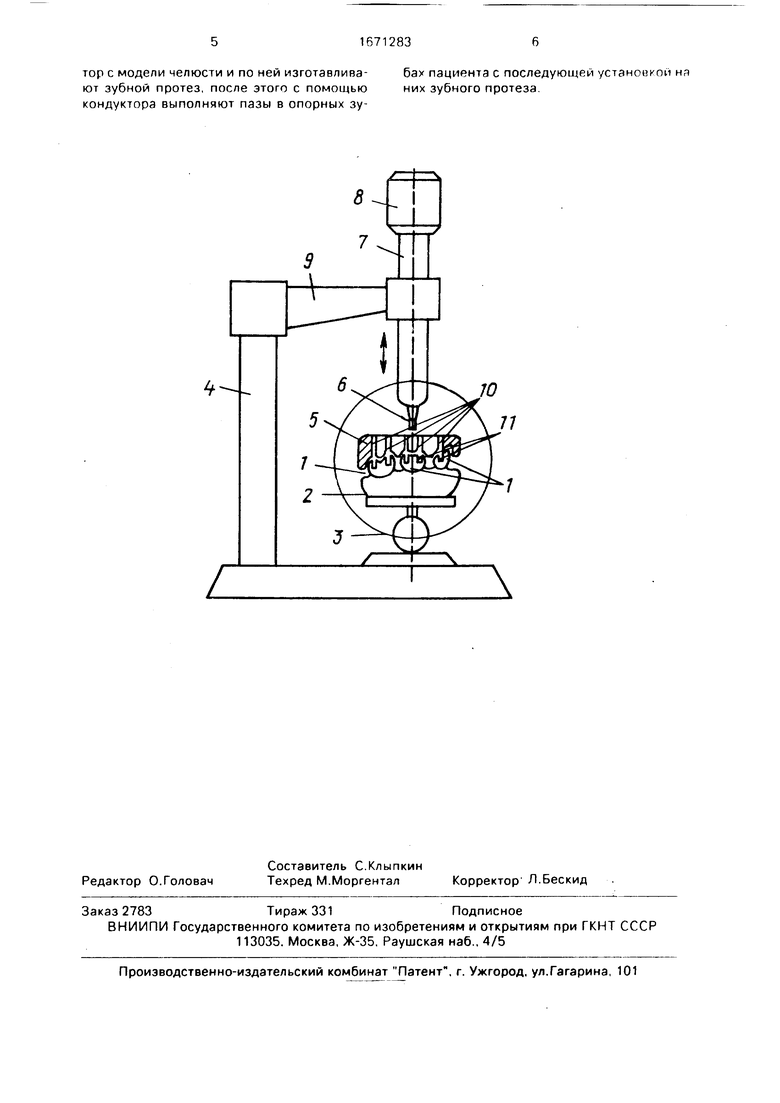
На чертеже изображена кинематическая схема осуществления способа изготовления несьемного цельнолитого зубного протеза с помощью кондуктора, поясняющая способ его изготовления и работу.
Способ осуществляют следующим образом.
На поверхностях опорных зубов 1 модели 2 челюсти, зафиксированной в выбранном положении на подвижном столике 3
внеротового параллелометра 4. формируют из быстротвердеющей пластмассы модгль контура 5 и фрезеруют с помощью рабочего инструмента 6, закрепленного в стоматологическом наконечнике 7 с приводом 8, установленном на горизонтальной штанге 9 сквозные направляющие поверхности в виде отверстий 10 в модели кондуктора 5, а через них и полости 11 в опорных зубах 1 модели 2 челюсти, планируемые для формирования их в зубах больного. В случае изготовления цельнолитого несьемного протеза с опорой на парапульпарные штифты возможно формирование модели кондуктора 5 из вочка. а направляющие поверхности в виде отверстий 10 в нем с помощью графитовых стержней
После этого готовая модель кондуктора 5 снимается с модели 2, а на ее место
го
00 СО
мируют модель протеза. Модели кондуктора 5 и протеза отливают одновременно и из того же материала.
По готовому кондуктору 5 в полости рта больного с помощью рабочего инструмента 6 формируют необходимые полости 11 и фиксируют готовый протез на подготовленных опорных зубах 1.
С челюсти больного снимают слепок безусадочным слепочным материалом и отливают модель челюсти 2 из супергипса известным методом. .После этого, закрепив рабочую модель 2 на шарнирном столике 3 серийного параллелометра А выбирают оптимальный наклон модели 5 одной из известных методик определения пути введения протеза. Дополнительно оценивают расположение пульпарной полости опорных зубов 1 по рентгенограммам, сделанным в трех проекциях. Затем фиксируют подвиж- ный шарнир столика 3 и маркируют место сверления отверстий 10 для введения пара- пульпарных штифтов.
Далее с помощью наконечника 7, закрепленного на штанге 9 параллелометра 4, с приводом 8 сверлят на модели 2 в намеченных зубах 1 отверстия 10 диаметром 0,82 мм и глубиной 2,5-3 мм в зависимости от формы внешней поверхности опорного зуба и формы пульпарной полости. В полученные отверстия 10 вводят отрезки ортодонтиче- ской проволоки диаметром 0,8 мм так, что их концы выстояли над поверхностью зуба 1. После этого моделируют опорные элементы и другие части несъемного зубного протеза для отливки единым блоком.
Полученную восковую модель протеза снимают с модели 2. Затем приступают к изготовлению восковой модели кондуктора 5 на этой же модели 2. Зубные поверхности модели 2 покрывают слоем изолирующего материала (например, масла или вазелина). В отверстия 10 для парапульпарных штифтов вводят графитовые стержни диаметром 0,8 мм, длиной 10 мм. Расплавленным воском заливают поверхности опорных зубов 1 на модели 2 вместе с графитовыми стержнями, которые должны выстоять из застывшего воска на 2-3 мм. После этого снимают восковую модель кондуктора 5 вместе с графитовыми стержнями.
Отмоделированные восковые модели несъемного зубного протеза и кондуктора 5 заменяют на металл путем их отливки.
После получения металлических отливок зубного протеза и кондуктора 5 первый обрабатывается обычным способом (покрывают облицовочным материалом - акриловой пластмассой или фарфором), а во втором - сверлом диаметром 0.8 мм высверливают
графитовые стержни и, надов кондуктор 5 на рабочую модель 2, по его направляющим ОТЕК рстиям 10 припасовывают наконечник 7 ее гверлом 6 диамефом 0,8 мм так,
что наконечник 7 упирается в кондуктор 5 при погружении сверла 6 на нужную глубину в тканях опорных зубов Если в каком-либо отверстии 10 эта глубина недостаточна, место вхождения сверла 6 на кондукторе 5
сошлифовывают.
После этого кондуктор 5 плотно устанавливают в полости рта на зубной ряд и сверлят отверстия 10 в опорных зубах 1 больного по направляющим поверхностям
10. Сформированное таким образом протезное ложе медикаментозно обрабатывают и после предварительной контрольной припасовки в полости рта фиксируют протез. С помощью кондуктора можно формировать не только параллельные поверхности в зубах, но и расположенные под строго определенными углами, диктуемыми топографией наружной зубной поверхности и пульпарной полости.
Предлагаемый способ позволяет изготавливать несъемные зубные протезы, фиксированные на различных опорных тканях (зубы и альвеолярный отросток) в случаях использования в качестве опоры внутрикостных имплантатов. Это дает возможность не только оптимизировать форму создаваемых в опорных тканях полостей, но и изготовить весь зубной протез до хирургического вмешательства, что значительно улучшает результаты протезирования и снижает травматичность проведения операции.
Исключается необходимость применения дорогостоящего импортного внутриротового параллелометра и больших затрат времени.
Формула изобретения
Способ изготовления несъемного цельнолитого зубного протеза, включающий выполнение фиксирующих пазов в опорных зуба пациента, снятие слепка, отливку гипсовой модели челюсти, моделирование на
гипсовой модели из воска несъемного зубного протеза, отливку протеза из металла, установку и фиксацию протеза на опорные зубы пациента, отличающийся тем. что, с целью повышения точности установки
5 протеза на опорные зубы и снижения трав- матичности операции, по модели челюсти изготавливают из быстротвердеющей пластмассы кондуктор со сквозными направляющими прорезями, а через них формируют пазы на опорных моделях, снимают кондуктор с модели челюсти и по ней изготавливают зубной протез, после этого с помощью кондуктора выполняют пазы в опорных зубах пациента с последующей установкои на них зубного протеза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несъемного зубного протеза и устройство для его осуществления | 1990 |
|
SU1801406A1 |
| Способ изготовления несъемного зубного протеза | 1981 |
|
SU1128945A1 |
| НЕСЪЕМНО-РАЗБОРНЫЙ МОСТОВИДНЫЙ ПРОТЕЗ | 2000 |
|
RU2211681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ДЛЯ ПРЕПАРИРОВАНИЯ ЗУБА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199971C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОДОЛЬНОЙ ОСИ ЗУБА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2169543C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И КОРРЕКТИРОВКИ УГЛА КОНВЕРГЕНЦИИ СТЕНОК ПРЕПАРИРУЕМЫХ ЗУБОВ | 1997 |
|
RU2123817C1 |
| Способ изготовления мостовидных зубных протезов | 1988 |
|
SU1560176A1 |
| СПОСОБ ПРЕПАРИРОВАНИЯ ЗУБОВ ПОД НЕСЪЕМНЫЙ МОСТОВИДНЫЙ ЗУБНОЙ ПРОТЕЗ | 2010 |
|
RU2445044C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ УГЛА НАКЛОНА СТЕНОК СТАНДАРТНЫХ АБАТМЕНТОВ ПРИ ИХ ДОПОЛНИТЕЛЬНОЙ ПРЕПАРОВКЕ | 2015 |
|
RU2582753C1 |
| ПОЛНЫЙ СЪЁМНЫЙ ПРОТЕЗ НИЖНЕЙ ЧЕЛЮСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2214196C2 |
Изобретение относится к зубопротезной технике. Цель изобретения - повышение точности установки протеза на опорные зубы и снижение травматичности операции. Способ изготовления несъемного цельнолитого зубного протеза заключается в изготовлении протеза одновременно с кондуктором, представляющим собой цельнолитой металлический каркас, выполненный в форме опорных зубов, со сквозными направляющими поверхностями или отверстиями. Обработка опорных зубов производится непосредственно перед фиксацией готового протеза с помощью направляющих поверхностей кондуктора путем формирования на опорных зубах пазов. Затем снимают кондуктор с модели и по ней изготавливают зубной протез, после чего с помощью кондуктора выполняют пазы в опорных зубах пациента с последующей установкой на них зубного протеза.
| ЗУБНОЙ ПАРАЛЛЕЛОПРЕПАРАТОР | 0 |
|
SU384518A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
