w
fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| ТРАНСФОРМАТОР, СОДЕРЖАЩИЙ ТРЕХФАЗНУЮ И КРУГОВУЮ ОБМОТКИ | 2014 |
|
RU2600571C2 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |
| ТРАНСФОРМАТОР С ТРЕХФАЗНОЙ И КРУГОВОЙ ОБМОТКАМИ | 2014 |
|
RU2567870C1 |
| ТРАНСФОРМАТОР С ТРЕХФАЗНОЙ И КРУГОВОЙ ОБМОТКАМИ | 2012 |
|
RU2525298C2 |
| ТРАНСФОРМАТОР С ТРЕХФАЗНОЙ, КРУГОВОЙ СИЛОВОЙ И КРУГОВОЙ ИНФОРМАЦИОННОЙ ОБМОТКАМИ | 2013 |
|
RU2560123C2 |
| Отказоустойчивая электрическая машина со статором из двухфазного материала | 2020 |
|
RU2753739C1 |
| Индуктор линейной индукционной машины | 2024 |
|
RU2835146C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 2000 |
|
RU2167482C1 |
| Статор электрической машины | 1981 |
|
SU1073844A1 |
Изобретение относится к электромашиностроению. Цель изобретения - упрощение технологического оборудования и увеличение коэффициента заполнения паза. Секции обмотки вначале размещают в пазах шаблона. Шаблон может быть выполнен из немагнитного токонепроводящего материала, из немагнитного токопроводящего материала либо из немагнитного токонепроводящего материала со вставками из немагнитного материала с хорошей электрической проводимостью. Затем секции обмотки подключают непосредственно к сети переменного тока. Импульсы тока, возникающие при подключении, перемещают секции в пазы магнитопровода. 2 с.п. и 4 з.п. ф-лы, 15 ил.
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - расширение технологических возможностей путем укладки секций с различным числом m фаз обмотки, повышение производительности труда и упрощение конструкции технологического оборудования.
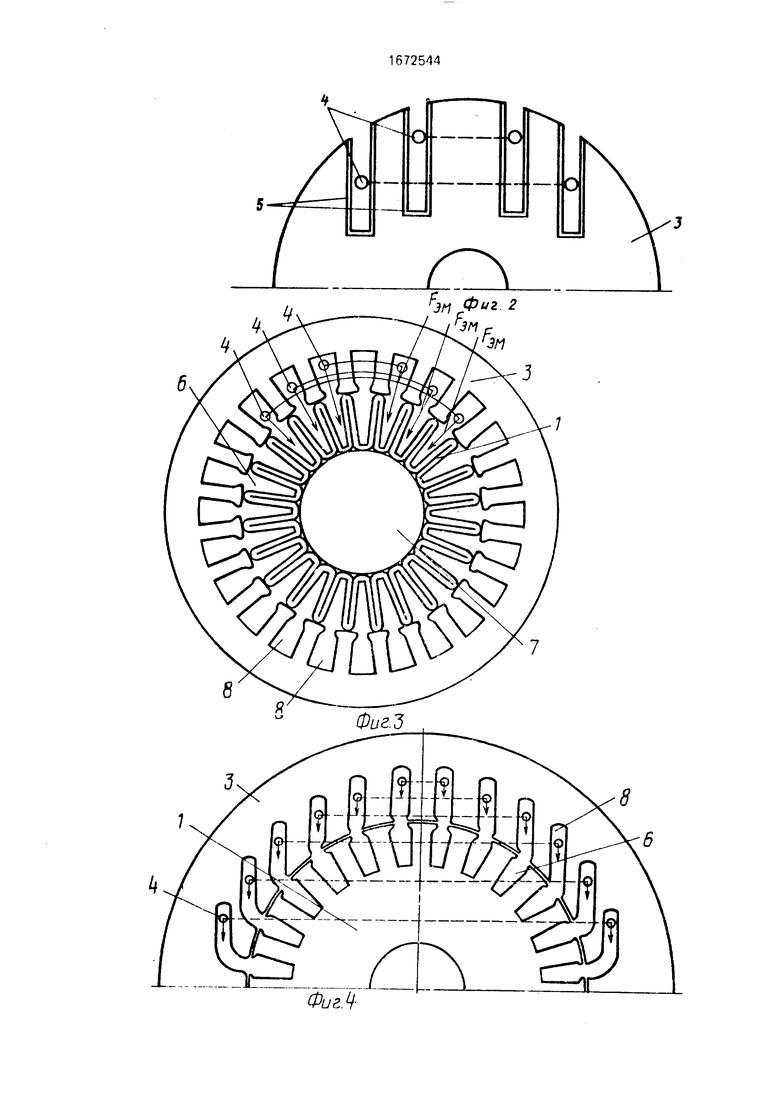
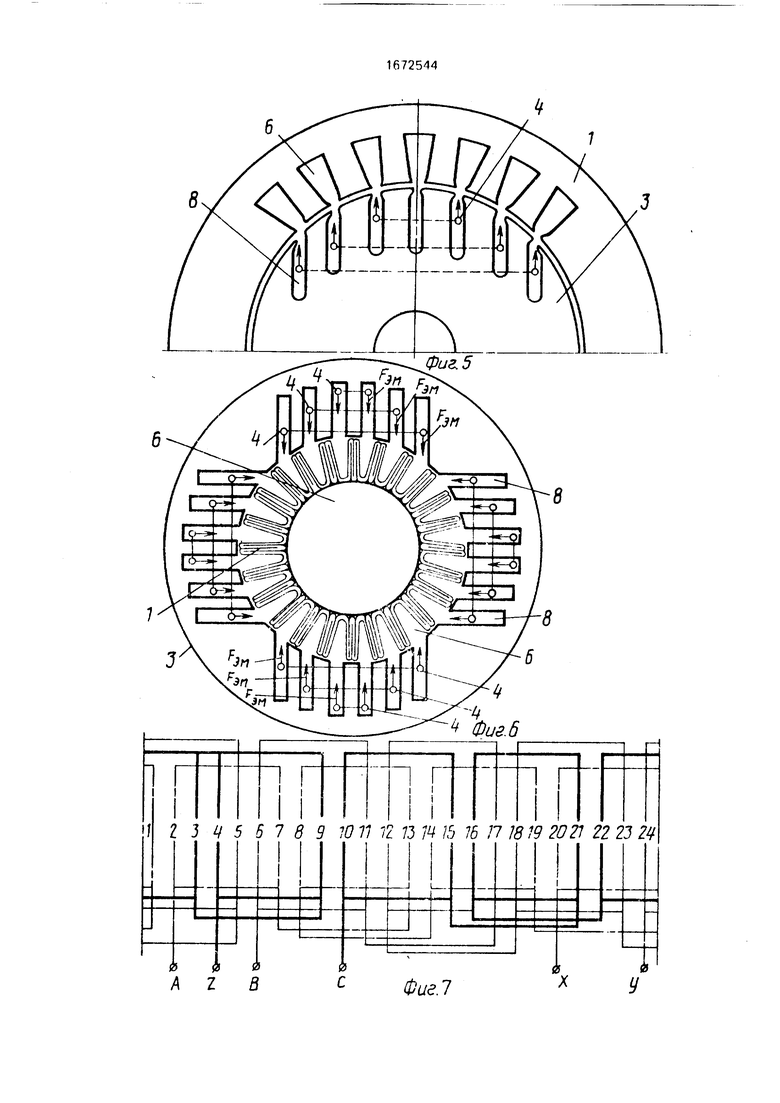
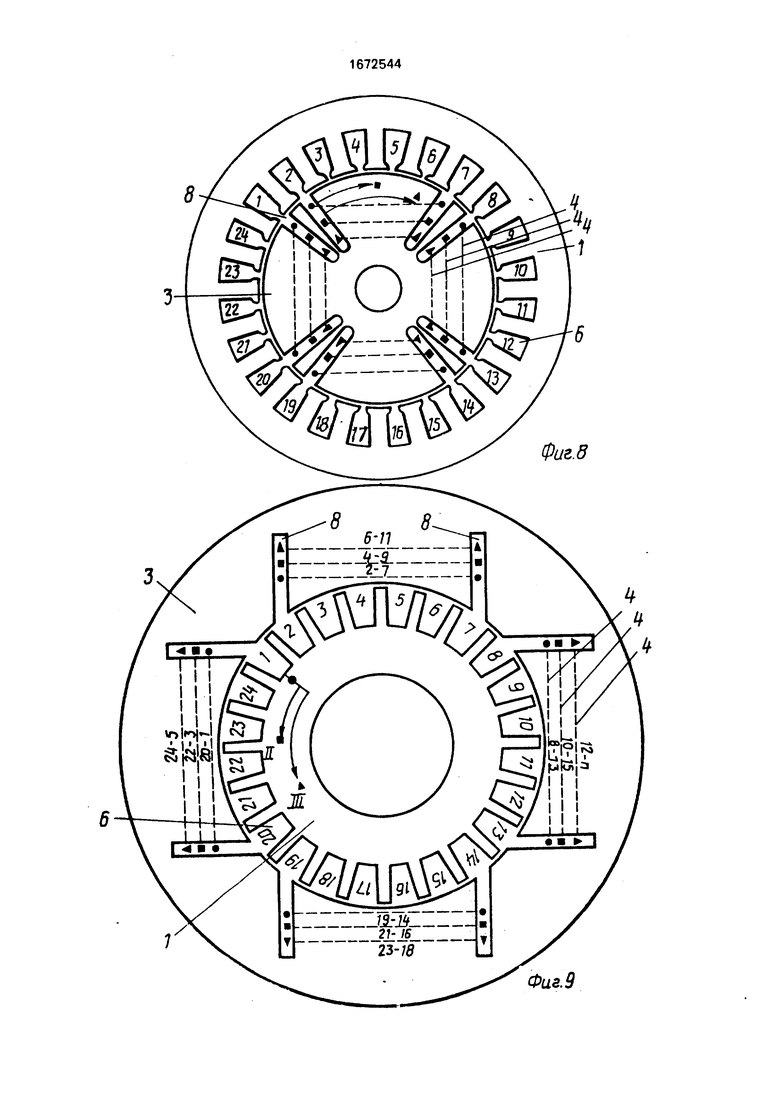
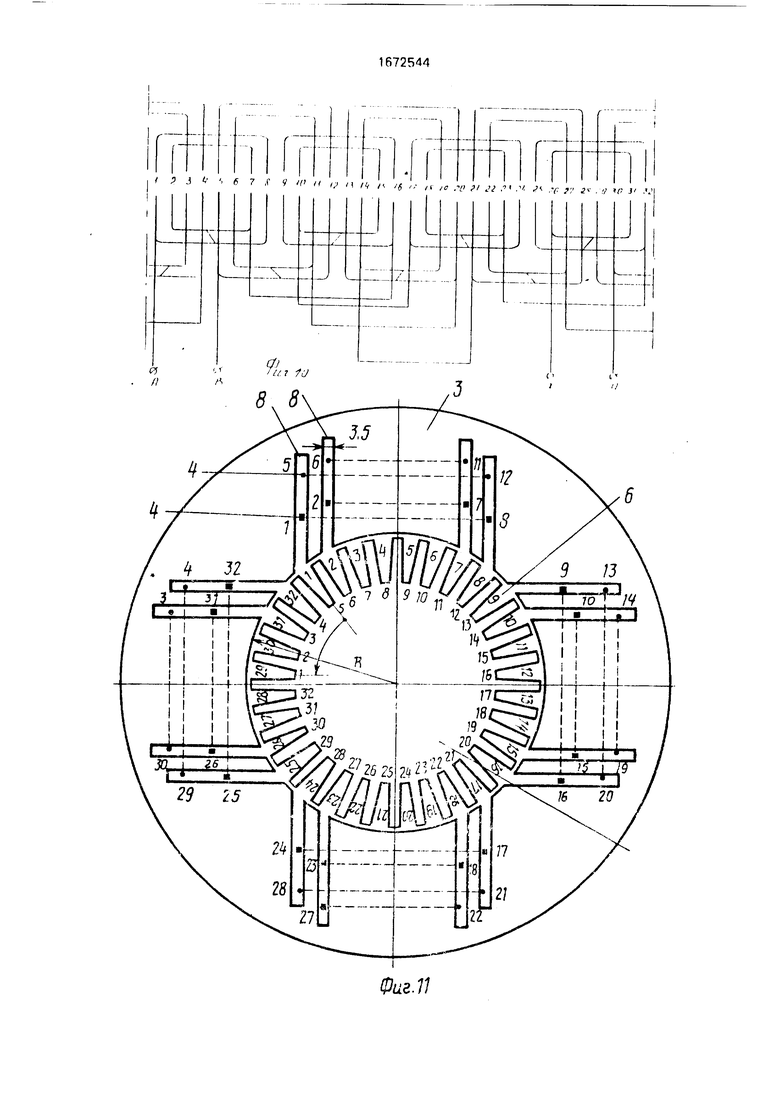
На фиг. 1 изображена осциллограмма тока при включении насыщенного трансформатора; на фиг. 2 - технологический шаблон из немагнитного токонепроводящего материала с параллельными пазами с закрепленными в них вставками из материала с хорошей электрической проводимостью; на фиг. 3 - гофрированный магнитопро- вод с наружными пазами и технологический шаблон с внутренними пазами с группой секций; на фиг. 4 - штампованный магнитопровод с наружными пазами и технологический шаблон с внутренними пазами и группой секций; на фиг. 5- штампованный магнито- провод с внутренними пазами и технологический шаблон с параллельными пазами с группой секций; на фиг. 6 - технологический шаблон с внутренними пазами с группой секций и гофрированный магнитопровод с наружными пазами; на фиг. 7 - схема двухфазной обмотки машины с Z 24, 2р 4; на фиг. 8 - штампованный магнитопровод с внутренними пазами (Z 24) и технологический шаблон с наружными пазами; на фиг. 9 - магнитопровод с наружными пазами (Z 24) и технологический шаблон с внутренними пазами, в которых расположены секции трех фаз; на фиг. 10 - схема двухфазной обмотки машины с Z 32, 2р 4; на фиг. 11 - магнитопровод с наружными (Z 32} пазами и технологический шаблон с внутренними пазами с улоо
VI
ю
СП
fc
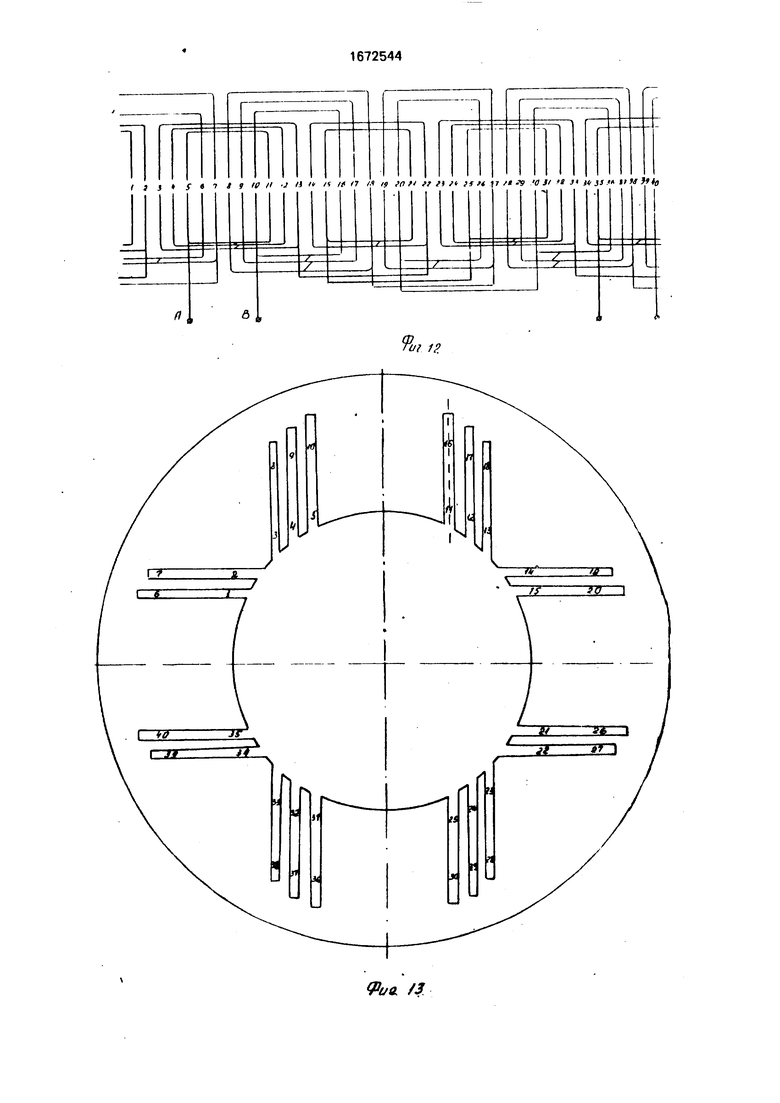
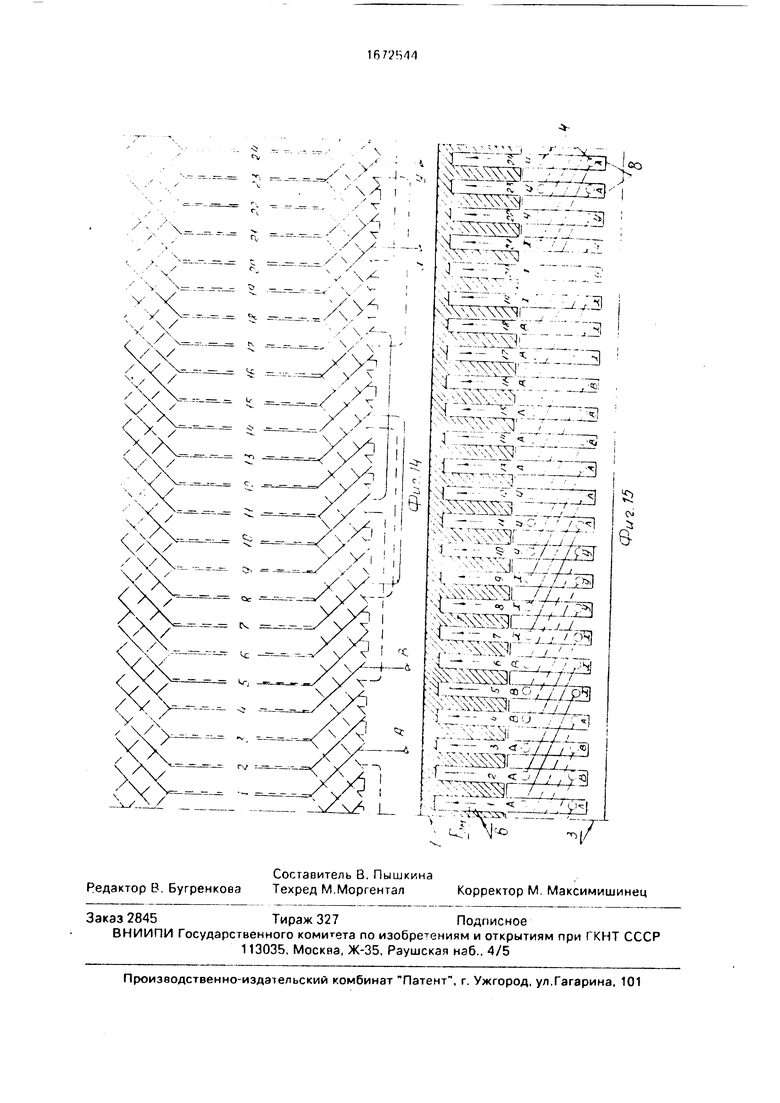
женными в них секциями обмотки; на фиг. 12 - схема двухфазной обмотки машины с Z 40, 2p 4, m 2с неодинаковым числом катушек в катушечных группах фаз; на фиг. 13 - технологический шаблон с внутренними пазами для укладки двухфазной обмотки (фиг,1) с неодинаковым числом катушек в катушечных группах фаз; на фиг. 14 - схема двухслойной обмотки двухфазной машины (Z 24, , ); на фиг. 15 - схематично в развернутом (линейном) виде магнитопровод с пазами и шаблон с пазами и расположенными в них секциями двухслойной обмотки.
Существо способа заключается в следующем.
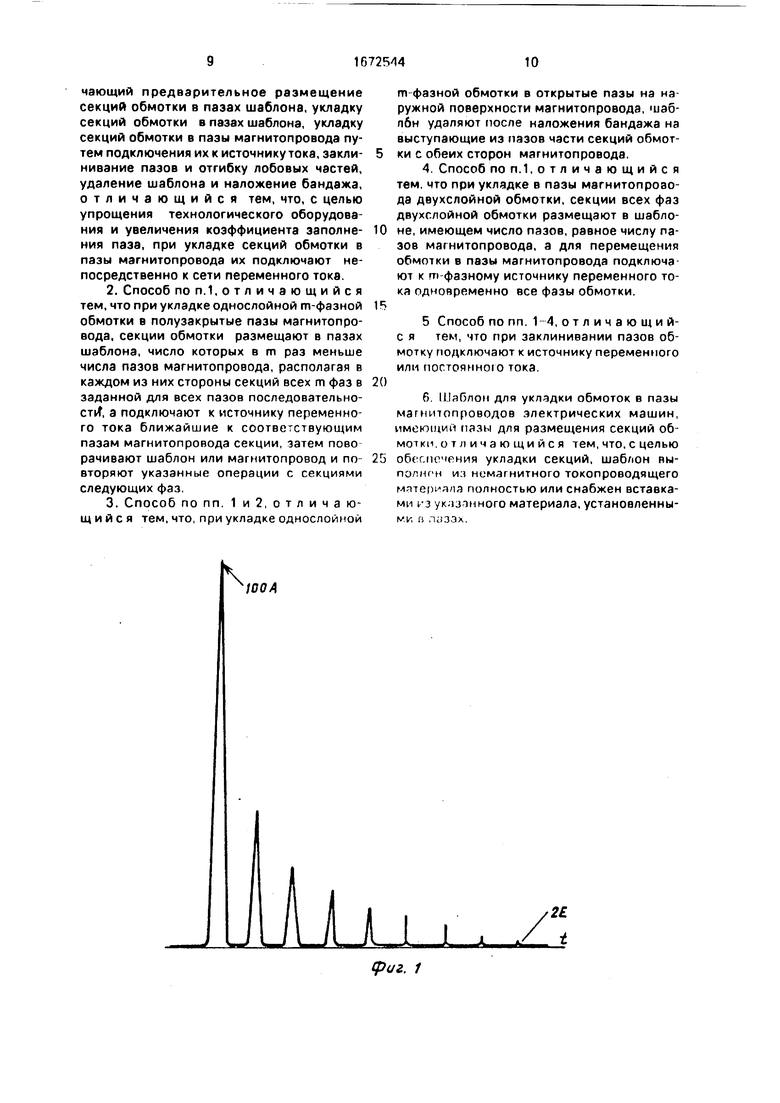
Изображенная на фиг, 1(5) осциллограмма тока при включении под напряжение насыщенного трансформатора аналогична кривой изменения тока при включении катушки или катушечной группы, расположенных вблизи магнитопровода электрической машины. Это позволяет использовать импульсы тока, возникающие при подключении катушки или катушечной группы к источнику (сети) переменного тока, для укладки их в пазы магнитопровода 1. Причем эти импульсы тока имеют преимущество перед импульсами тока, которые получаются при использовании конденсаторных импульсных генераторов тока (ГИТ), вследствие того что импульсы, получающиеся при использовании переменного тока, периодически в соответствие с частотой питания повторяются с уменьшающейся амплитудой. Повторение импульсов приводит к вибрации проводников укладываемой обмотки, что способствует более легкому их перемещению из пазов 2 шаблона 3 через узкие прорези в полузакрытые пазы магни топровода 1.
Шаблоны 3 для предварительною размещения укладываемых в пазы магни гопро- вода секций 4 обмотки могут выполняться либо из немагнитного токснепронодчщего материала, либо из нема нитного токопро- водящего материала (алюминий, медь и т.п.), либо из немагнитного токонепроводя,- щего материала со вставками 5 (фиг.2) из немагнитного материала с хорошей электрической проводимостью. В случае применения вставок 5 или выполнения всего шаблона 3 и немагнитного материала с хорошей электрической проводимостью на проводники обмотки будут действовать кроме сил магнитного тяжения, возникающих в результате взаимодействия тока проводников с магнитным полем, проходящим по магнитопроводу, еще силы магнитного отталкивания, возникающие в результате взаимодействия поля токов проводников обмотки с полем токов, наведенных магнитным полем обмотки в токопроводящих элементах шаблона 3.
Укладку секций 4 обмоток в гофрированный магнитопровод 1 с наружными пазами 6, технологическим ферромагнитным сердечником 7 из технологического шаблона 3 с радиальными пазами 8 можно приме0 нять лишь для машин с большим диаметром магнитопровода 1 и большим числом пар полюсов. При малом диаметре магнитопровода и большом шаге обмотки, как это представлено на фиг. 2, при перемещении
5 секций из наружного технологического шаблона 3 в пазы 8 внутреннего магнитопровода (или наоборот) происходит значительное уменьшение (или увеличение) ширины секций, что затрудняет укладку секций в пазы
0 магнитопровода, особенно если они имеют значительную глубину.
Укладку секций 4 данным способом в магнитопровод 1 (фиг. 4) с наружными радиальными пазами 6 осуществляют с по5 мощью технологического шаблона 3 с параллельными пазами 8. Выполнение параллельных пазов 8 в технологическом шаблоне 3 способствует значительному уменьшению изменения ширины секций
0 при их перемещении из пазов технологического шаблона в пазы магнитопровода, особенно в машинах с малым диаметром расточки и большим шагом обмотки. Как видно (фиг 4) с уменьшением шага обмотки
5 это изменение ширины секций при их укладке в пазы магнитопровода весьма незначи- .
Целесообразно при намотке ширину катушек (их шаг) выбирать равной, требуе0 N.OMy шагу, исходя из размеров магнитопровода, а не шаблона Пр 1 укладке в шаблоны такие секции буду нег олько растягиваться или сжиматься, что зполне допустимо, а при перемещении а пазы магнитопровода
5 принимать естественную для себя форму. Последнее имеет место ь обычных машинах при традиционной укладке осмоток в пазы магнитоприводои
При ум,эд1е секций 4 в мжнитопровод
0 1 с внутренними пазами б (фи 5) технологическим шаблоном 3 с наружными г.арэл- лель-мыми . 3 j которых размещены стороны фс., .ши 4 обмотки, видно, что парс/ллсльно пьн.олпсниз пазов на внут5 рением TUXHCIOIичиском шаблоне почти полностью и с -..о ч it ет расширение секций 4 при укладке ил и пазы б магнитопровода 1. Можно ьтять укладку секций 4 в магнитопровод 1 („фиг.б) с гофрированной зубцово-пазовой зоной с открытыми пазами б с ферромагнитным сердечником 7, размещенным в технологическом шаблоне 3 с группами попарно параллельных пазов 8, заполненных группами секций 4, имеющи ми различную величину шага.
При данной конструкции шаблона 3 в его пазах размещают одновременно четыре группы секций, которые при кратковременной подаче на них напряжения переменного тока одновременно перемещают в открытые пазы магнитопровода. После этого шаблон с пазами смещают относительно магнитопровода на половину зубцового деления, закрывая к им образом открытые пазы магнитопровода зубцами шаблона, что облегчает установку коробочек - клиньев, закрывающих пазы. После заклиновки пазов с наружной поверхности на лобовых частях в непосредственной близости от торцовых частей зубцов магнитопровода располагают цилиндрический бандаж, который может быть выполнен, например, из шнура путем то намотки вокруг наружных цилиндрических поверхностей лобовых частей обмотки. С помощью бандажей закрепляют обмотку в открытых пазах магнитопровода.
Укладку однослойной обмотки трехфазной машины (фиг.7) осуществляют в магнитопроводе 1 с внутренними полузакрытыми пазами 6 (фиг.8) технологическим шаблоном 3 с радиальными пазами 8, в которых располагаются стороны секций 4 фаз трехфазной обмотки. На дне пазов технологического шаблона 3 (фиг.8) располагают стороны секций фазы С, которые изображены в виде треугольников, Над сторонами секций фазы С в пазах шаблона располагают стороны секций фазы В (они изображены в виде прямоугольников). Над сторонами секций фазы В располагают стороны секций фазы А (они изображены в виде кружочков). Около соединяющих стороны секций лобовых частей, изображенных в виде пунктирных линий, имеются цифры, указывающие на номера пазов, в которых в соответствии со схемой обмотки (фиг.7) должны располагаться соответствующие стороны секций обмотки.
Укладка (фиг.7) трехфазной обмотки в пазы магнитопровода с помощью шаблона (фиг.8) осуществляется в три приема. Вначале к источнику питания переменного тока подключают секции фазы А, стороны которых изображены в виде кружочков. Эти секции втягиваются в пазы (соответственно Z2-7; Z8-13; Z14-19; Z20-1). Технологический шаблон поворачивают по часовой стрелке на фазную зону - два зубцовых депения ( г). В этом положении шаблона перед пазами, в которые втянулась обмотка фазы А, будет располагаться ровная цилиндрическая поверхность шаблона. Пазы фазы А оказываются закрытыми. В них вставляют клинья. Лобовые части фазы А отгибают так, чтобы они не мешали укладке обмотки других фаз. После этого кратковое0 менно подают переменное напряжение на секции фазы В. При этом стороны секций фазы В втягиваются в соответствующие пазы (74-9; Z10-15; 16-21; 22-3). Технологический шаблон снова поворачивают на два
зубцовых деления ( г) по часовой стрелке
(положение III). В этом положении шаблона перед пазами, в которые втягивались секции обмотки фазы В. будет располагаться
0 ровная цилиндрическая поверхность шаблона. Пазы фазы В оказываются закрытыми. В них вставляют клинья. Лобовые части фазы В отгибают так, чтобы они не мешали укладке обмотки фазы С. После этого крат5 ковременно включают под переменное напряжение секции фазы С. При этом секции фазы С втягиваются в пазы ( 6-11: 12-17; 1823; 24 5). Далее производят заклинов- ку пазов фазы С, формируют ее лобовые
0 части I а этом укладку в пазы трехфазной обмотки изображенной на фиг. 7, заканчивают. Технологический шаблон передают для закладки в ее пазы секций следующей машины.
5Укпадка трехфазной обмотки магнитопровода с открытыми наружными пазчми б (фиг.9) осуществляется в три приема, знало гично рассмотренной ранее укладке обмотки в пазы магнитопровода, изображенного
0 на фиг. 8 На дне пазов технологического шаблона 3 в соответствии со схемой обмотки (фиг.7) располагают стороны секций 4 фазы С (они изображены в виде треугольников). Над секциями фазы С располагают сто5 роны секций фазы В (они изображены в виде прямоугольников). Над секциями фазы В располагают секции фазы А (они изображены в виде кружочков). Около соединяющих стороны секций лобовых частей,
0 изображенных в виде пунктирных линий, представлены цифры, указывающие на номера пазов, в которых в соответствии со схемой обмотки (фиг.7) должны располагаться соответствующие стороны секций
5 обмотки. После укладки секций фазы А (положение I на фиг. 9) магнитопровод поворачивают по стрелке на два зубцовых деления
() в положение II. В этом положении укладываются секции фазы В. Затем магнитопровод поворачивают на по стрелке в
положение III, в котором производят укладку обмотки фазы С. Номера пазов на фиг. 9 соответствуют номерам пазов на фиг. 7.
После укладки обмоток в пазы отгибают лобовые части, устанавливают клинья. Затем в непосредственной близости от торцовых поверхностей пазов на выступающие из пазов части клиньев накладывают бандажи, например, из шнура. После этого магнито- провод вынимают из технологического шаблона,
Укладку однослойной двухфазной () обмотки четырехполюсной машины с числом пазов , с числом пазов на полюс и фазу q 2 (фиг. 10) в магнитопровод 1 с наружными открытыми пазами 2 с использованием технологического шаблона 3 с попарно-параллельными пазами 4, в которых располагают подготовленные к укладке стороны секций двухфазной обмотки, производят таким же образом, как и в рассмотренных выше случаях. Разница состоит лишь в том, что после укладки секций фазы А, магнитопровод в оправке поворачивают на четыре зубцовых деления
(-я- г) по стрелке, указанной на фиг. 11.
После укладки обмотки в пазы с обмоткой и магнитопроводом производят те же операции, что и в рассмотренных выше примерах.
Укладку однослойной двухфазной обмотки () машины, имеющей 2 40; с неодинаковым числом катушек в катушечных группах фаз (2 или 3) (фиг 12).
С помощью технологического шаблона с попарно-параллельными пазами для укладки такой обмотки во внешние пазы магнитопровода (фиг. 13) производят в два приема. В начале уклздшваил секции обмог- ки фазы А, затем секции обмотки фазы В способом, аналогичным описанным выше.
В пазах шаблона цифрами указано стороны секций, которые должны в ни размещаться в соответствии со схемой обмотки (фиг.12).
При укладке двухслойной обмотки асинхронного двухфазного двигателя с числом пазов , с числом полюсов 2р 4 с числом пазов на полюс и фазу m 3 (фиг. 14) в магнитопровод 1 используют шаблон 3, с уложенными в его пазах в двя слоя секциями 4 обмотки в соответствии со схемой обмотки (фиг,14). Для перемещения двухфазной обмотки из пазов uiafi/i j на в пазы маиниюпровода одновременно кратковременно подключают обг; обмотки к двухфазному иг тпчникупеременно о
со сдвигом напряжений фаз во времени на четверть периода.
Обмотки электрических машин весьма разнообразны как по числу витков в катушках (секциях), так и по сечению провода, из которого они выполняются, а следовательно, и по его жесткости, вследствие этого для укладки обмоток в пазы различных машин предлагаемым способом оптимальной мо0 жет оказаться частота источника переменного тока, отличающаяся от промышленной. При заклиновке пазов расположенные в них обмотки целесообразно подключать к источнику переменного или постоянного то5 ка. Возникающие при этом электромагнитные силы прижимают стороны катушек (секций) ко дну пазов и облегчают установку в них клиньев, процесс которой легко механизировать. Напряжение, подаваемое на
0 обмотку при этом, должно быть по величине меньше напряжения, необходимого для укладки обмоток в пазы. Подача напряжения на обмотку при заклиновке пазов позволит значительно повысить коэффициент запол5 нения паза.
При укпадке обмотки в магнитопроводы со скошенными пазами пызы - направляющие шаблонов так же выполняют скошенными. В тех случаях, когда обмотку
0 укладывают в полузакрытые пазы магнитопровода, для обеспечения целостности изоляции проводников обмотки при их прохождении через узкие шлицы в пазы магнитопровода, пазовые коробочки можно
5 выполнять из ленты изоляционного материала с несколько выступающими из паза концами которые могут быть прижаты к наружной поверхности зубцов. Возможно также выполнять пазовые коробочки
0 пазов мэгнитопроводз УЗ одной ленты изоляционного материала которой будут закрывать поверхност/i зубцов обращенные к воздушному зазэру. В последующем после укладки оомопки в пазы эти частилен5 ты можно либо устранить, либо разрезать и, подгибая их, использовать для изоляции сверху секции обмотки, расположенных в пазах
Для обеспечения более свободного
0 прохождения гоиводников обмотки из шаблона через шлицы полузакрытых пазов ма нитопроподз и пазы шаблона можно помещать ксрьСо-1- п выполненные из жесткого листового /зсляциим ого материала,
5 наружные концы которых при установке шаблона налрл-лй-ь в шлицы плзов магнитопровода.
Формула изобретения 1. Способ укладки обмоток в пазы маг- нитопроьодов электрических машин, включающий предварительное размещение секций обмотки в пазах шаблона, укладку секций обмотки в пазах шаблона, укладку секций обмотки в пазы магните про вода путем подключения их к источнику тока, закли- нивание пазов и отгибку лобовых частей, удаление шаблона и наложение бандажа, отличающийся тем, что, с целью упрощения технологического оборудования и увеличения коэффициента заполне- ния паза, при укладке секций обмотки в пазы магнитопровода их подключают непосредственно к сети переменного тока.
m фазной обмотки в открытые пазы на наружной поверхности магнитопровода, шаблон удаляют после наложения бандажа на выступающие из пазов части секций обмотки с обеих сторон магнитопровода.
5 Способ по пп. 1-4, отличаю щи й- с я тем, что при заклинивании пазов обмотку подключают к источнику переменного или постоянною тока.
1
2Ј
t
(риг. 1
ФигМ5
.4 Фиг.6
8
Фиг. 9
y J 4 6 7 г ч и ч ft / /6 и /с .v л v д г у г i т J v
-,-
Z
.ч
fe.7/
№24.91
Ј
.Ј
-
/- (--,
v -
ИЗ
-
- ;з
тлз
-ji :гл)
1
113
j SS li-jT-3
ч с- / -«л
; т - -t- -t.
lM -
Л,ь i
.-T.
juL. : щIJ f- -liiii ,
- - 77
;.
CM
a5
Г.
I Г
S3
| Патент США № 3412453, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| УСТРОЙСТВО для УКЛАДКИ ВСЫПНЫХ ОБМОТОК в ПАЗЫ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 0 |
|
SU361504A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
