Изобретение относится к электротехнике, конкретно - к технологии безотходного изготовления обмоток и магнитопровода статора электромашины переменного тока из ферромагнитной проволоки.
Известен способ изготовления статора электромашины, согласно которому ярмо и зубцовую зону магнитопровода статора выполняют из витой и ферромагнитной проволоки, причем он включает намотку ярма ортогонально по отношению к катушкам и непосредственно на них, а катушки изготавливают из ферромагнитного провода на специальных шаблонах.
Такой способ и устройство для изготовления статора позволяет автоматизировать процесс изготовления статора, однако техническое решение не обеспечивает необходимой прочности конструкции статора, в
котором не могут быть реализованы возможности улучшения магнитных свойств, так как такой магнитопровод имеет малый коэффициент заполнения активного зубцо- вого слоя из-за значительного распределенного воздушного зазора в этом слое, особенно в зоне соединения зубцовой зоны с ярмом, что требует увеличенного количества ампервитков и снижает КПД машины. Кроме этого, в таком техническом решении отсутствует возможность увеличения использования активного объема и материала, особенно за счет совмещения функций обмоток и магнитопровода. При этом осложнено изготовление катушек с высоким коэффициентом заполнения.
Известен способ изготовления катушек электрических машин 2, включающий намотку провода на шаблон, снятие намотанVIVI
ел со
о
GJ
ной заготовки с шаблона и наложение изоляционной гильзы с последующей опрес- совкой круглых и прямоугольных медных проводов, которые затем укладывают в пазы магнитопровода статора. Вместе с тем, при изготовлении совмещенных с пазами магнитопровода катушек электрических машин из ферромагнитных проводов применение этого способа и устройства ограничено тем, что трудно добиться высокой производительности изготовления катушек при одновременном сохранении параллельной укладки проводов. Наруше- ние же параллельности укладки приводит к заметному ухудшению коэффициента заполнения активного объема машины, снижению КПД и cos p. При этом из-за необходимости монтажа катушек в пазы увеличивается трудоемкость изготовления.
Цель изобретения - изготовление статоров из ферромагнитной проволоки с опти- мальнымиэлектромагнитными
характеристиками.
Поставленная цель достигается тем, что катушечные группы .наматывают с равномерным натяжением 3-5 кг, а спрессовывают и изолируют катушки с удельным давлением 40-50 кг/см .
Сопоставительный анализ показал, что предлагаемый способ поданному изобретению и прототип не имеют общих отличительных признаков. Благодаря упорядоченной намотке ферромагнитной проволоки на специальные шаблоны-спутники, уплотнение и склеивание в спутниках
-фальшпазов, обеспечивается изготовление пазово-зубцовой зоны с высоким коэффициентом заполнения и оптимальное использование материала при снижении трудоемкости и повышении прочности магнитопровода.
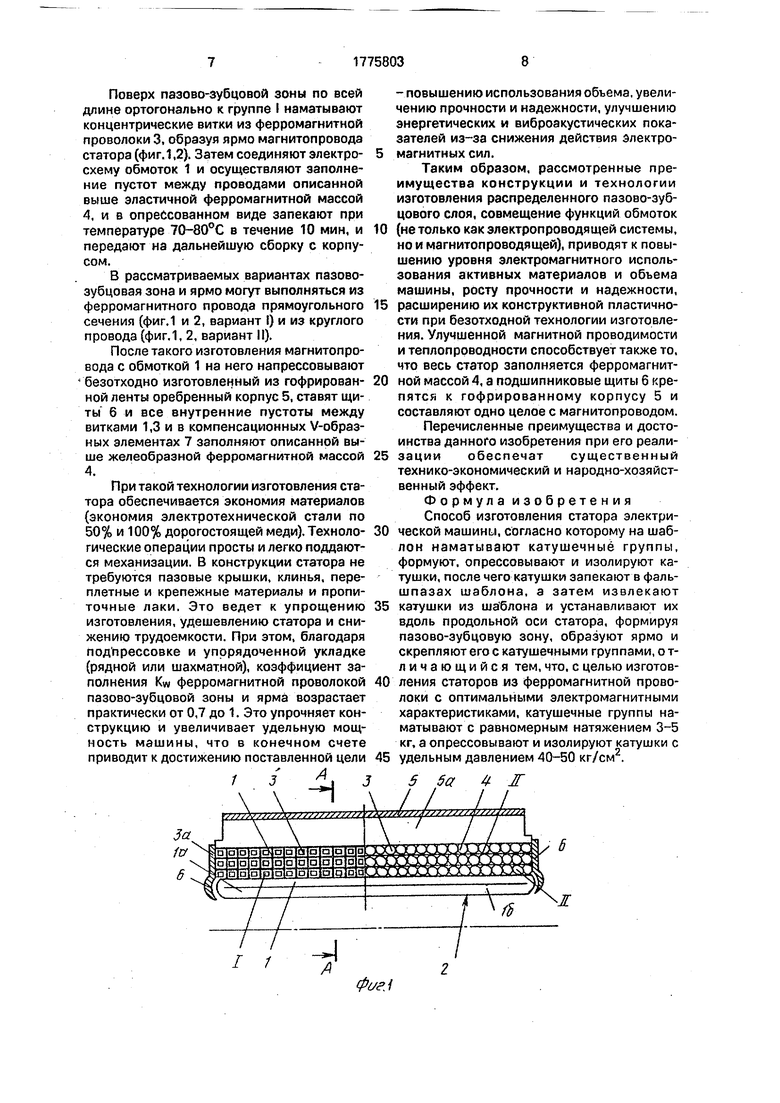
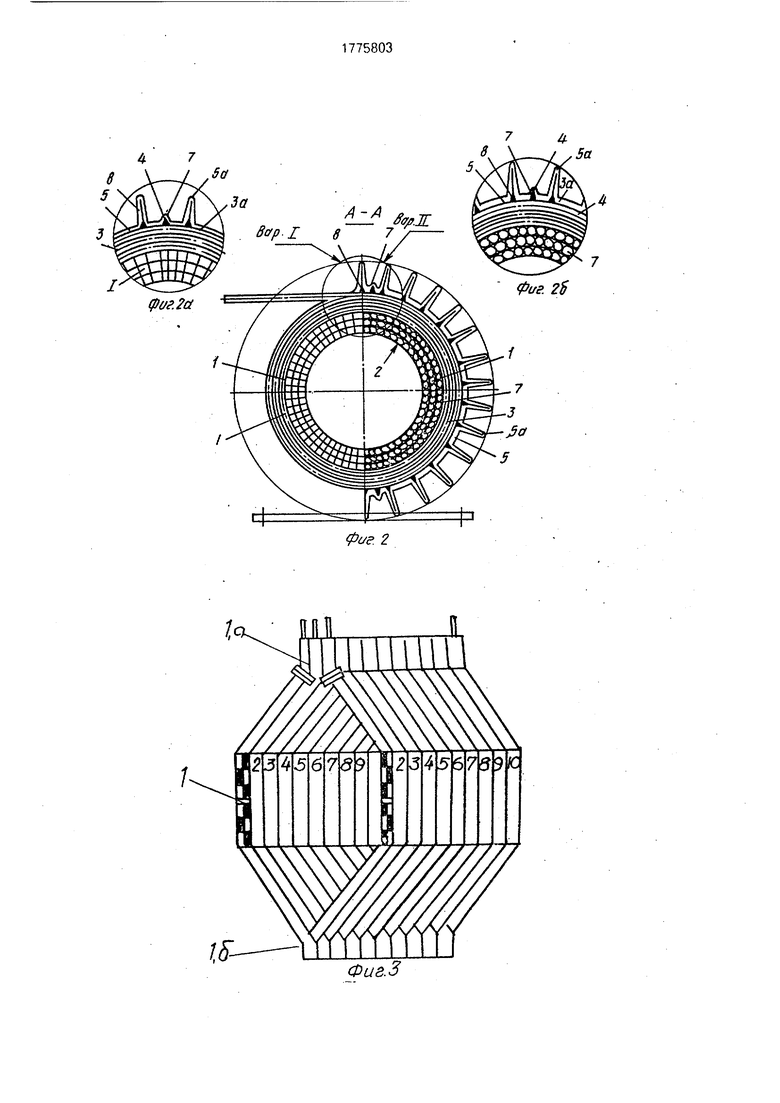
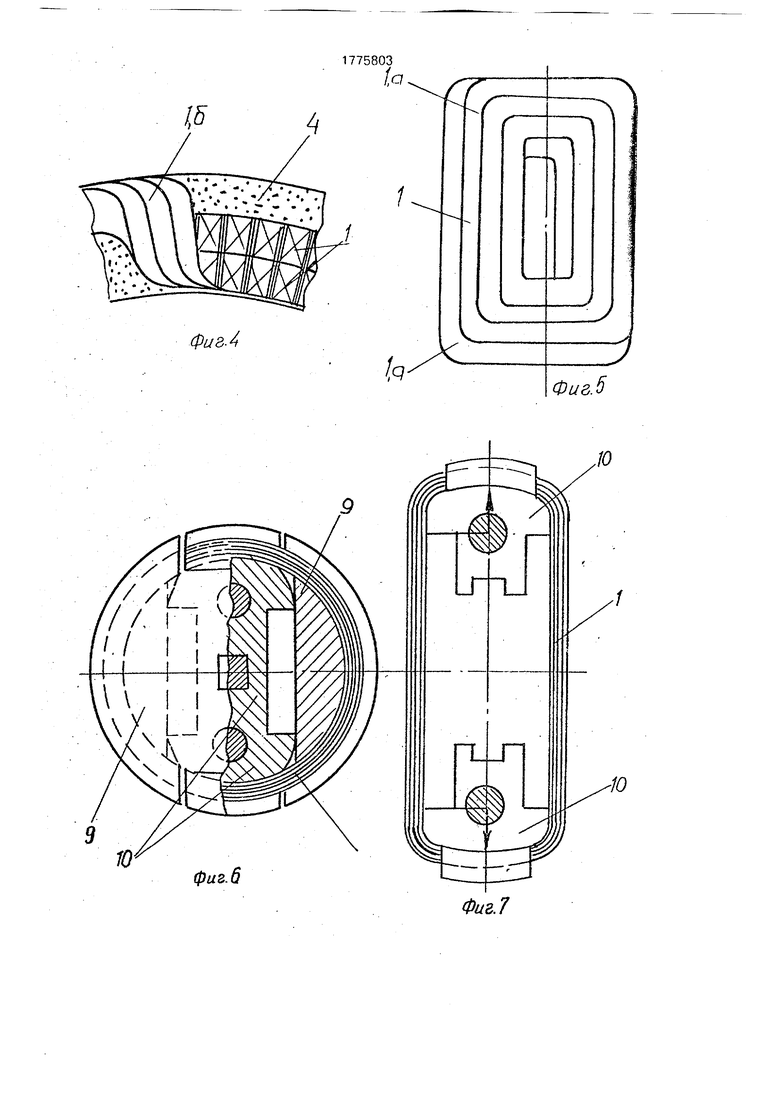
На фиг.1 изображен статор электродвигателя, продольный разрез; на фиг.2 -то же, поперечный разрез (по А-А на фиг.1), на фиг.2,а - пззово-зубцовая зона и ярмо из ферромагнитного провода прямоугольного сечения - вариант I; на фиг.2,б - то же, но из круглого провода - вариант II; на фиг.З - катушечные группы для петлевой пазово- зубцовой зоны статора, продольный разрез; на фиг.4 - то же, поперечный разрез; на фиг.5 - катушечная группа для коаксиальной пазово-зубцовой зоны статора; на фиг.6
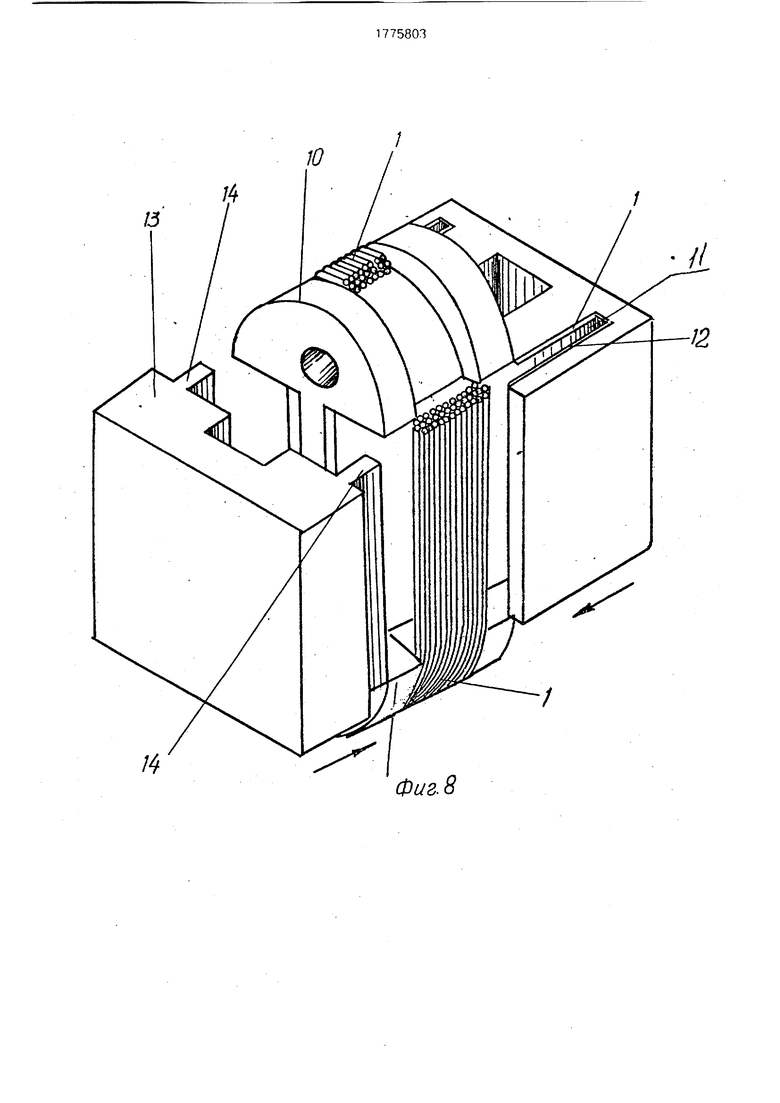
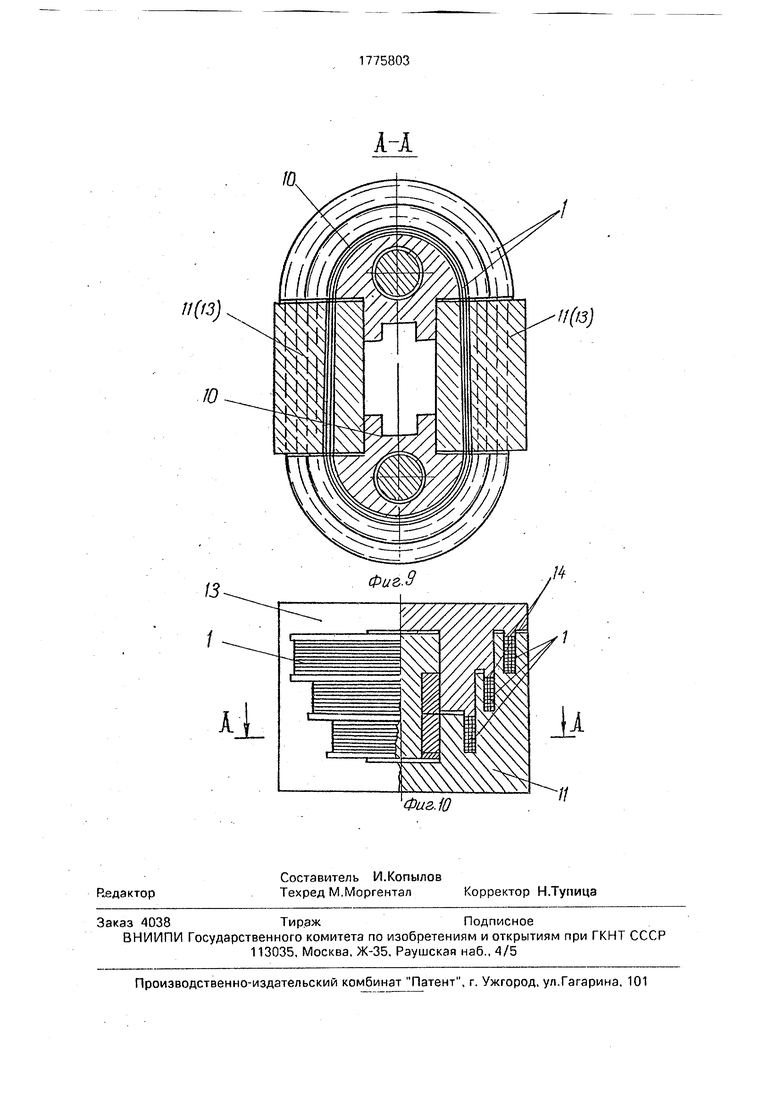
-круглый статорный шаблон - спутник и схема намотки ферромагнитного провода с коэффициентом заполнения пазово-зубцовой зоны Kw 1 1; на фиг.7 - способ растяжки катушечных групп путем удаления из шаблона - спутника полуцилиндров 9 и перемещения секторов 10; на фиг,8 - опрес- совка прямых участков катушечных групп, формообразование секции (концентрическая обмотка) наложение изоляции, калибровка и запечка в подогретом спутнике-фальшпазов пространственное изображение; на фиг.9 - то же, продольный разрез; на фиг.Ю - то же, поперечный разрез.
0 Витки секций (однослойной или двухслойной) обмоток (катушечных групп) I выполнены из ферромагнитной проволоки (круглой или прямоугольной) и плотно уложены друг относительно друга, образуя рас- пределенный активный кольцевой
5 пазово-зубцовый слой статора во всем объеме между расточкой 2 статора и ярмом 3 магнитопровода. Ярмо 3 намотано из изолированной стальной проволоки концентрич- но непосредственно поверх витков обмотки 1. При этом ярмо 3 удлинено (участок З.э) в
0 зону лобовых частей обмотки вплоть до ее торцов 1,а. Обмотки (катушки) 1 и магнито- провод 3 скреплены в монолит при помощи отвержденной в пустотах между витками обмотки и ярма ферромагнитной массой А и
5 смонтирована в гофрированный из стальной ленты сребренный корпус 5 со щитами 6. Для компенсации температурных расширений, возникающих в витках обмоток 1 и ярма 3 на корпусе 5 устроены местные про0 дольные V-образные элементы 7. Ребра охлаждения 5,а образованы путем гофрирования стальной ленты; у корня этих ребер стальная лента скрепляется сваркой 8.
5 При таком исполнении статора пазово- зубцовая зона и ярмо жестко скреплены и образуют единое в электромагнитном отношении тело. При этом функции пазово-зубцовой зоны совмещены - витки 1 из
0 ферромагнитной проволоки проводят не только электрический ток, но и магнитный поток, а ярмо 3 имеет увеличенную длину по сравнению с классической электромашиной - оно удлинено в зону лобовых частей об5 мотки и таким образом обеспечивает практически 100% заполнения объема статора активным материалом, что повышает его использование.
На фиг.З показана схема расположения
0 секций петлевых катушечных групп 1 пазово-зубцовой зоны из прямоугольной в поперечном сечении ферромагнитной проволоки, витки которой плотно уложены друг к другу и образуют пазово-зубцовую
5 зон;/статора (вариант I). При этом (особенно для крупных электромашин) зона l,a представляет собой лобовые части трехфазной двухслойной обмотки, а зона 1,6 - формованные в специальной форме лобовые части эта технологическая операция хорошо отработана на всех электротехнических заводах, выпускающих крупные машины, поэтому эта известная технология и форма в данной заявке не описывается).
Аналогично выполнена пазово-зубцо- вая зона из концентрической обмотки из круглого ферромагнитного (вариант II) провода (фиг. 1-5), что применяется главным образом для машин малой и средней мощности. В этом варианте лобовые части l,a с двух сторон пазово-зубцовой зоны выполнены одинаково. Причем, как и в варианте I, пустоты между проводами заполнены эластичной ферромагнитной массой 4.
Состав и технология переработки эластичной магнитодиэлектрической массы различны для пропитки и склеивания прямоугольных проводов (фиг. 1.2. вариант I) и для круглых проводов (вариант II). Для первого варианта масса состоит из 100 массовых частей эпоксидной смолы, например, марки ЭД-22, смешанной с железным порошком (250 вес.частей), например, марки ПЖЭ, и отвердителем полиэтиленполиами- ном (10 вес.частей). Отверждение такой массы может происходить при окружающей температуре 20-30°С. Для второго варианта состав массы следующий:
Компоненты в массовых единицах,% Полиорганосилоксан100
Полиэфиракрилат(МГФ-1) 0,3-0,6 Аэросил3-4
Железный порошок (с окисной пленкой) марки ПЖЭ 400 Способ приготовления и использования массы-смешивание компонентов при нормальной температуре и после пропитки этой массой пазово-зубцовой зоны I и ярма 3 весь магнитопроводтермообрабатывают при температуре 70-80°С в течение 10-15 мин с удельным давлением в форме 10-13 кГ/см (форма закрытия - условно не показана).
Устройство шаблона - спутника, предназначенного для намотки и растяжки катушечных групп I, видно из фиг.6 и 7. Оно состоит из двух полуцилиндров 9 и двух секторов 10. В собранном виде-это круглая многопутьевая оправка, на внешней стороне которой в выточках располагается, например, фаза (катушечная группа) из ферромагнитной проволоки I,
Шаблоны спутников-фальшпазов (фиг.8-10) предназначены для формования, опрессоики и наложения изоляции на катушечные группы I с последующей запечкой их и представляют собой подогретый фигурный утюг (нагревательные элементы условно не показаны), состоящий из двух частей: II - фальшпазы спутника с вложенными в них электроизоляционными гильзами (ко- 5 робочками) 12 с подклеивающим слоем и ответные выступы 14 на крышке 13 спутника.
Технологический процесс изготовления пазово-зубцовой зоны состоит в следую0 щем.
Катушечные группы I упорядочение (с раскладкой слоями с коэффициентом заполнения Kw 1) наматывают на многопутье- вой шаблон-спутник круглой формы (фиг.б).
5 При этом с помощью стандартного натяжного устройства (условно не показано) обеспе- чивают равномерное натяжение обмоточного ферромагнитного провода усилием 3-5 кг. После намотки выталкивают
0 полуцилиндры 9 из шаблона-спутника, раздвигают секторы 10 и формируют катушки до придания катушечным группам I необходимой формы (фиг.7), заводят прямые участки катушечных групп I в
5 спутники-фальшпазы II (фиг.8), в которые предварительно установлены самозавертывающиеся при контакте с прямыми участками катушек I изоляционные гильзы 12, затем спрессовывают катушки I в спутнике удель0 ным давлением 40-50 кг/см2. Формование и подпрессовку выполняют в процессе наложения изоляционных гильз 12 на катушечные группы I, после чего в откалиброванном состоянии гильзы затекают при 120-160°С
5 в течение 10 мин, вместе с проводом до монолитного состояния. Температура запечки колеблется для различных клеев. После этого катушечные группы I выпрессовывают под давлением 50-60
0 кг/см из спутников-фальшпазов и укладывают плотно друг к другу по окружности цилиндрические оправки, образуя пазово- зубцовую зону (фиг.3-5).
Удельное давление спрессовывания ка5 тушечных групп равно (40-50) кг/см2. Нижнее давление (40 кг/см2) требуется для ферромагнитных проводов малого диаметра (0,3-1,5 мм), а давление в 50 кг/см - для проводов с диаметром 1,6-2,5 мм.
0 Температура спекания катушечных групп 120-160°С. Она соответствует наиболее распространенным классам нагрево- стойкости витковой и корпусной изоляции ферромагнитных проводов.
5 Нижний предел температуры спекания 120°С используется для замоноличивания обмоток с нагревостойкостью изоляции ферромагнитных проводов по классам Е и В, а верхний предел 160°С - для классов F и Н.
Поверх пазово-зубцовой зоны по всей длине ортогонально к группе I наматывают концентрические витки из ферромагнитной проволоки 3, образуя ярмо магнитолровода статора (фиг. 1,2). Затем соединяют электросхему обмоток 1 и осуществляют заполнение пустот между проводами описанной выше эластичной ферромагнитной массой 4, и в спрессованном виде запекают при температуре 70-80°С в течение 10 мин, и передают на дальнейшую сборку с корпусом.
В рассматриваемых вариантах пазово- зубцовая зона и ярмо могут выполняться из ферромагнитного провода прямоугольного сечения (фиг.1 и 2, вариант I) и из круглого провода (фиг.1, 2, вариант II).
После такого изготовления магнитопро- вода с обмоткой 1 на него напрессовывают безотходно изготовленный из гофрированной ленты сребренный корпус 5, ставят щиты 6 и все внутренние пустоты между витками 1,3 и в компенсационных V-образ- ных элементах 7 заполняют описанной выше желеобразной ферромагнитной массой 4.
При такой технологии изготовления статора обеспечивается экономия материалов (экономия электротехнической стали по 50% и 100% дорогостоящей меди). Технологические операции просты и легко поддаются механизации. В конструкции статора не требуются пазовые крышки, клинья, переплетные и крепежные материалы и пропиточные лаки. Это ведет к упрощению изготовления, удешевлению статора и снижению трудоемкости. При этом, благодаря под прессовке и упорядоченной укладке (рядной или шахматной), коэффициент заполнения Kw ферромагнитной проволокой пазово-зубцовой зоны и ярма возрастает практически от 0,7 до 1. Это упрочняет конструкцию и увеличивает удельную мощность машины, что в конечном счете приводит к достижению поставленной цели
- 4
- повышению использования объема, увеличению прочности и надежности, улучшению энергетических и виброакустических показателей из-за снижения действия электро- 5 магнитных сил.
Таким образом, рассмотренные преимущества конструкции и технологии изготовления распределенного пазово-зуб- цового слоя, совмещение функций обмоток 10 (не только как электропроводящей системы, но и магнитопроводящей), приводят к повышению уровня электромагнитного использования активных материалов и объема машины, росту прочности и надежности, расширению их конструктивной пластичности при безотходной технологии изготовления. Улучшенной магнитной проводимости и теплопроводности способствует также то, что весь статор заполняется ферромагнитной массой А, а подшипниковые щиты 6 крепятся к гофрированному корпусу 5 и составляют одно целое с магнитопроводом. Перечисленные преимущества и достоинства данного изобретения при его реализации обеспечат существенный технико-экономический и народно-хозяйственный эффект.
Формула изобретения Способ изготовления статора электри0 ческой машины, согласно которому на шаблон наматывают катушечные группы, формуют, спрессовывают и изолируют катушки, после чего катушки запекают в фаль- шпазах шаблона, а затем извлекают
5 катушки из шаблона и устанавливают их вдоль продольной оси статора, формируя пазово-зубцовую зону, образуют ярмо и скрепляют его с катушечными группами, о т- личающийся тем, что. с целью изготов0 ления статоров из ферромагнитной проволоки с оптимальными электромагнитными характеристиками, катушечные группы наматывают с равномерным натяжением 3-5 кг, а спрессовывают и изолируют катушки с
5 удельным давлением 40-50 кг/см2.
5
0
5
ФиеЗ
А-А Вор 187
I
фаг. 2а
fof.lt
фие. 2$
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины переменного тока | 1989 |
|
SU1667192A1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
| Способ Шкилько изготовления обмотки статора электрической машины | 1989 |
|
SU1791913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОБМОТОК ПО ШКИЛЬКО | 1989 |
|
RU2024162C1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Электрическая машина | 1989 |
|
SU1679579A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1991 |
|
SU1806436A3 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |
Способ изготовления статора электрической машины. Назначение в технологии безотходного производства обмоток и маг- нитопроводов электрических машин из фер- ромэгнитной проволоки Сущность изобретения: катушечные группы (1) наматывают на шаблон с равномерным натяжением кг, формуют их, спрессовывают и изолируют катушки с удельным делением 40-50 кг/см . Затем катушки запекают в фолыи-пазах шаблона, извлекают катушки из шаблона и устанавливают их по окружности цилиндрической оправки, формируя па- зово-зубцовую зону, образуют из проволоки ярмо (3) магнитолровода статора и скрепляют его с катушечными группами. 10 ил (Л
фие 2
Фиг.З
физ.4
фиг. 6
Фиг.5
Фаг. 7
а
//
1
Фиг. 8
ФиаЮ
//
| Статор электрической машины переменного тока | 1989 |
|
SU1667192A1 |
| кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Яковлев А.И | |||
| Электрические машины с уменьшенной материалоемкостью | |||
| М.: Энергоатомиздат | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
