Изобретение относится к литейному производству и может быть использовано для хранения и транспортирования литейных красок, наносимых на поверхности литейных форм.
Цель изобретения - повышение надежности в работе и удобства в эксплуатации, а также обеспечение оптимальных режимов барботирования.
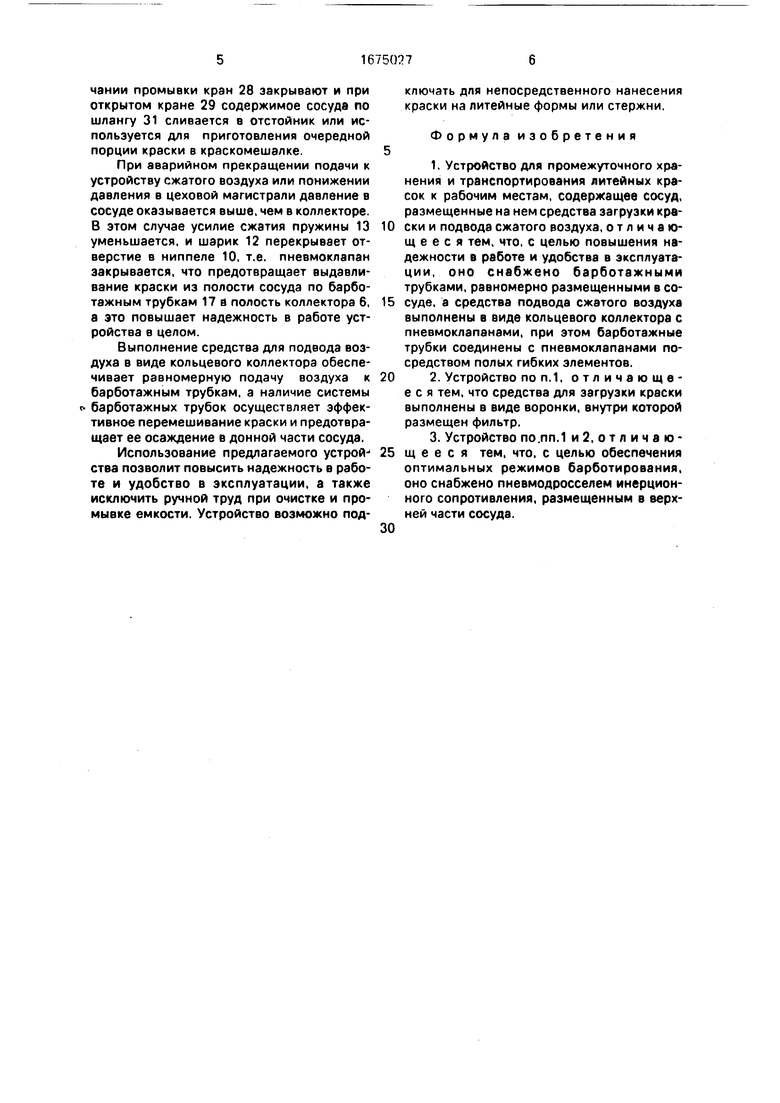
На фиг. 1 изображено устройство, разрез; на фиг.2 - узел I на фиг. 1.
Устройство содержит сварной сосуд 1 с расположенными на нем воронкой 2, пробковым краном 3 и фильтром 4 для загрузки краски внутрь сосуда. На опорах 5 установлен кольцевой коллектор 6 со штуцером 7 и вентилем 8 для подвода сжатого воздуха. В верхней части сосуда 1 равномерно по всей поверхности в шахматном порядке жестко закреплены корпуса 9 пневмоклапанов давления. Каждый пневмоклапан давления состоит из ниппелей 10 и 11, шарика 12, пружины 13, контргайки 14, накидной гайки 15 и уплотнителя 16. Ниппель 11 соединен с барботажной трубкой 17 посредством гибкого шланга 18. Подвод сжатого воздуха к барботажным трубкам 17 осуществляется по шлангам 19, один конец которого соединен с ниппелем 10 пневмоклапана давления, а другой - с ниппелем 20 коллектора 6. Для транспортирования краски к рабочим местам внутри сосуда установлена нагнетательная труба 21. Для контроля уровня заполнения сосуда краской на боковой стенке установлен штуцер 22, а для опорожнения сосуда в донной части - штуцер 23. Для регулирования сброса воздуха, поступающего на барботаж, на сосуде установлен пневмодроссель 24 инерционного сопротивления, манометр 25 и глушитель 26. Нагнетательные трубы 21, штуцера 22 и 23 оснащены соответственно кранами 27-29. К кранам 27 и 29 подсоединены штанги 30 и 31. Для установки сосуд оснащен монтажными опорами 32.
Устройство работает следующим образом.
Перед заполнением сосуда 1 краской закрывают вентиль 8 и краны 27 и 29, а краны 3 и 28 открывают. Затем в воронку 2 через фильтр 4 из краскомешалки заливают краску до уровня расположения штуцера 22, Момент заполнения сосуда сигнализирует вытекание краски из крана 28. После этого прекращают подачу краски в воронку 2 и закрывают краны 28 и 3. Вентиль 8 открывают, и сжатый воздух через штуцер 7 заполняет внутреннюю полость коллектора 6, проходя ниппель 20, шланг 19 и ниппель 10, воздействует на шарик 12. При этом пружина 13 сжимается и пропускает воздух в ниппель 11. Далее воздух через отрезок гибкого шланга 18 по барботажной трубке 17 поступает к донной части сосуда 1. Поскольку
барботажные трубки 17 равномерно подвешены над поверхностью сосуда 1, а их верхние концы имеют гибкое соединение, пузыри воздуха, выходящие из нижних концов трубок 17, перемещают последние в ха0 отических направлениях, что увеличивает поверхность обработки донной части сосуда, сводя к минимуму образование застойных зон отложений краски. Отработанный при барботаже воздух поднимается в верх5 нюю часть сосуда 1, создавая давление на краску, и частично через дроссель 24 и глушитель 26 сбрасывается в атмосферу. Таким образом создаются условия для длительного промежуточного хранения красок с низ0 кой седиментационной устойчивостью.
Транспортирование краски к рабочим местам осуществляется по нагревательной трубе 21 при открытом кране 27 по шлангу 30. Количество нагнетательных труб 21, ус5 танавливаемых в устройстве, определяется технологическим процессом производства. Например, при производстве изложниц краска подается по одной нагнетательной трубе к пульверизатору для покрытия на0 ружных поверхностей стержней, а по другой - к устройству для нанесения покрытий на внутренние поверхности литейных форм. При транспортировании краски интенсивность барботажа возрастает, так как увели5 чивается приток сжатого воздуха внутрь сосуда.
При длительном перерыве в потреблении краски из устройства краски может быть либо перекачана обратно в краскомешалку,
0 что осуществляется при закрытом кране 27 и открытом кране 29 по шлангу 31, либо находиться в сосуде при постоянной подаче сжатого воздуха на барботаж.
Устройство может иметь люк для очист5 ки внутренней полости сосуда 1 от отложений краски. Однако, как показала эксплуатационная практика, при систематической промывке сосуда барботированием залитой воды полностью исключается руч0 ной труд, что значительно улучшает условия обслуживания устройства. Для промывки сосуда его заполняют водой в последовательности, приведенной ранее при заполнении его краской. Затем приоткрывают кран
5 28, что увеличивает сброс и, соответственно, подачу сжатого воздуха к донной части сосуда. При этом интенсивность барботажа резко возрастает и отложения со стенок и дна сосуда смываются кипящей водой, переходя во взвешенное состояние. По окончании промывки кран 28 закрывают и при открытом кране 29 содержимое сосуда по шлангу 31 сливается в отстойник или используется для приготовления очередной порции краски в краскомешалке.
При аварийном прекращении подачи к устройству сжатого воздуха или понижении давления в цеховой магистрали давление в сосуде оказывается выше, чем в коллекторе. В этом случае усилие сжатия пружины 13 уменьшается, и шарик 12 перекрывает отверстие в ниппеле 10, т.е. пневмоклапан закрывается, что предотвращает выдавливание краски из полости сосуда по барбо- тажным трубкам 17 в полость коллектора 6, а это повышает надежность в работе устройства в целом.
Выполнение средства для подвода воздуха в виде кольцевого коллектора обеспечивает равномерную подачу воздуха к барботажным трубкам, а наличие системы барботажных трубок осуществляет эффективное перемешивание краски и предотвращает ее осаждение в донной части сосуда.
Использование предлагаемого устрой ства позволит повысить надежность в работе и удобство в эксплуатации, а также исключить ручной труд при очистке и промывке емкости. Устройство возможно подключать для непосредственного нанесения краски на литейные формы или стержни.
Формула изобретения
1. Устройство для промежуточного хранения и транспортирования литейных красок к рабочим местам, содержащее сосуд, размещенные на нем средства загрузки краски и подвода сжатого воздуха, отличающееся тем, что, с целью повышения надежности в работе и удобства в эксплуатации, оно снабжено барботажными трубками, равномерно размещенными в сосуде, а средства подвода сжатого воздуха выполнены в виде кольцевого коллектора с пневмоклапанами, при этом барботажные трубки соединены с пневмоклапанами посредством полых гибких элементов.
2. Устройство по п. 1, отличающееся тем, что средства для загрузки краски выполнены в виде воронки, внутри которой размещен фильтр.
3. Устройство по.пп.1 и2, отличающ е е с я тем, что, с целью обеспечения оптимальных режимов барботирования. оно снабжено пневмодросселем инерционного сопротивления, размещенным в верхней части сосуда.
15
11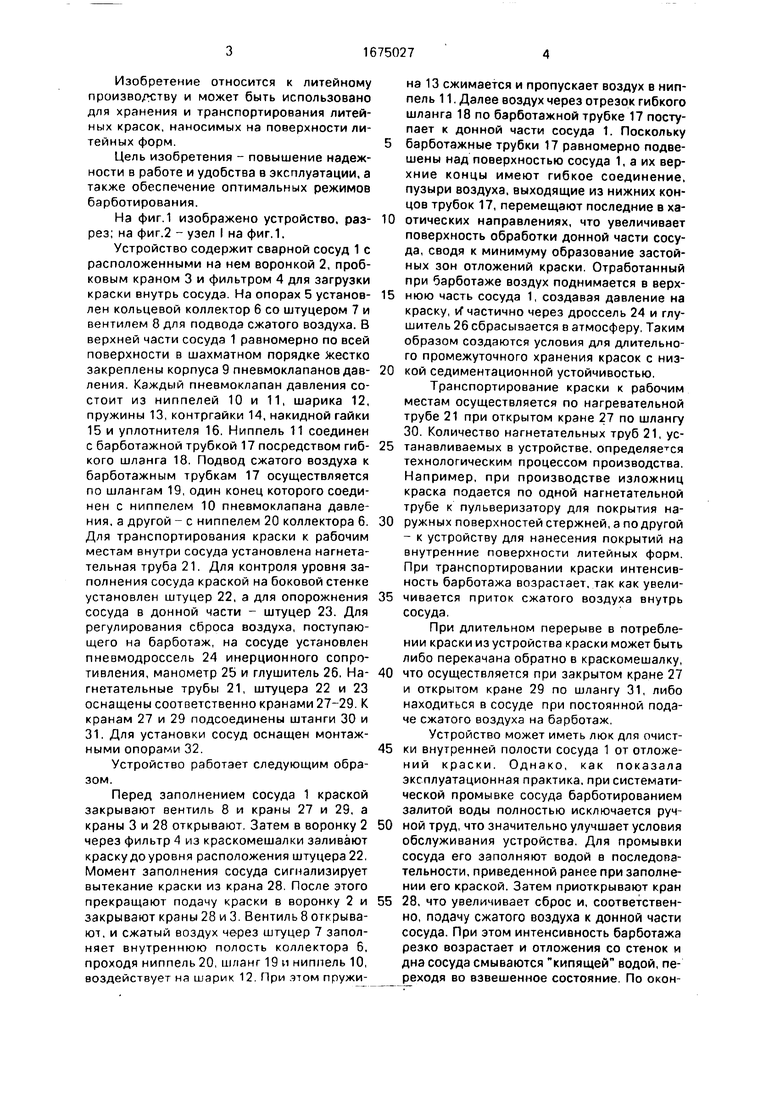
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО СМЕШЕНИЯ И ДОЗИРОВАНИЯ ЖИДКИХ КОМПОНЕНТОВ В ЗАДАННОМ СООТНОШЕНИИ | 2021 |
|
RU2767588C1 |
| Установка для приготовления и нанесения литейных красок | 1978 |
|
SU700273A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ГАЗОВ В ЖИДКОСТИ | 2012 |
|
RU2499247C1 |
| СКРЕПЕР С ГАЗОВОЙ СМАЗКОЙ КОВША | 2020 |
|
RU2760655C1 |
| УСТРОЙСТВО ДЛЯ АВАРИЙНОЙ ПОДАЧИ ВОЗДУХА ВОДОЛАЗУ | 1994 |
|
RU2077452C1 |
| УСТРОЙСТВО ДЛЯ ИСКУССТВЕННОЙ ВЕНТИЛЯЦИИ ЛЕГКИХ | 2000 |
|
RU2185196C2 |
| СКРЕПЕР | 2020 |
|
RU2760656C1 |
| УСТРОЙСТВО ДЛЯ ОТСОСА ЯДА ИЗ МЕСТА УКУСА ЗМЕИ, КЛЕЩА ИЛИ ПАУКА | 2020 |
|
RU2734953C1 |
| ДОИЛЬНЫЙ АППАРАТ | 2017 |
|
RU2645336C1 |
| Микрогидроэлектростанция | 1983 |
|
SU1105682A2 |
Изобретение относится к литейному производству и может быть использовано для хранения и транспортирования литейных красок. Цель изобретения - повышение надежности в работе и удобства в эксплуатации. Устройство содержит сосуд 1, кольцевой коллектор 6 с барботажными трубками 17, подсоединенными к коллектору 6 посредством гибких шлангов 18. В верхней части сосуда 1 установлен дроссель 24. Средство загрузки краски представляет воронку 2 с фильтром 4. 2 з.п. ф-лы, 2 ил. X VI сл о кэ VI
| Сварика А.А | |||
| Покрытия литейных форм | |||
| М.: Машиностроение, 1977 | |||
| с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
