11 (l) l| i I HMI О I HOl И Г l Я Ч U IDKt I I 1 MlI M I/. I H I I I 11 II I (( В iH I l|111
iu пни i i i и и и IIMOII M РИМ i %n | i
10IIII I I 01 О
1 U HiOO,H I М1ИЯ1 I I IIP III M I
Ч) И 41 I Mi X BO (VO/K HOl H II 10 И i i t I
H а фи it ion ) i i i i ют in x i
pom HI M {() i ) I ( к n IВ 1
I B( |1X II jllll iil I II PS (Klч
i p nu nnpi i p на фи p i pi i t inn i
I pi IH I i оi ( i ( IMH НИЯ I I H I IK i
I ИМ II П I I1 V П t 1 I I О 1 I
U p/K II | I I | I ill I 111I I I 1 I Ol
пени I MI i|i я ных и i к i mi i x м p ni чстановнны кк(,гы i v 11x111 IMH t i
LBcipllHdl UTdKI ilsB lll HI HI
НЫ на (iLTax t во мо/кно то i ы BIIBH транспортера p H.NO и
ри И1НГ I 1 HO I IIHKMKIH И Olltf)lK)I IB in I К И ) IIIЮК рЫ p HU H III II It I 1 )l I
(КНОВНЬЦ npHBOUIblt iBi t U)4kH ipnu o|i i |)
Граниюрпр 1()1ержиг vu innm him s пня шень в iu чи вк IKIM иощии IB npi 10
10I III I I , X MH I l К I I II p IB UMi
1 1Яt pvnpon 1НИ I II 1 I ll H IH MXt ч HI I i
I ill1 I ipo I I HI H Mill В Я (l l It s
5lU(Ml ( M I il 01 К I I I It i I p li
1ЯК11III Vll Mo II IBM i I ilK I p U I
Hi I II BX V i( l Г1 XII H l И I i ( I it)
H U И f lit I h III BM 111 1
Ill V 1 1Ж) I 111 IK I % l m l НИН
in ci i/чка VK i и мtili
pill 1 И ptU ЧОННИК1 Ml /h t U I I p t H i I НИХ 1 IDHM) OB It |1Ц ч 10 J I ОМ it i I II 1 I (lip IH 1ЯКМ1 HI P I II A III H 1 I ill t I i i MI Bl i I l1 I )i
IIOI t. i t IIIB H) I В I hit II Itil
hi I iи Ч),Ш И I 1И i I i I К it t I
I Ф H BUI OO III- t | IKM t I i
III I Ml M ЮПОМ I i И I I f 2
IИ ВО С I 1/hH II I lit I t I
M t X 1H (M 11 ) Hiill
I I H I II Г |i ill | I I I I li (
11III X 1 I I (II1|
4Ол( I li t It/IIЧ
1 IX il 1 I I M) I Ц I I II II 1(III1I111
I l К кx l l iox MIi ill
Оэ ОС СЛ 4 4-
порядке Кассеты 3 могут быть выполнены как за одно целое с наружной пластиной 2 цепи 1, так и отдельной деталью с закреплением на пластине
Устройство работает следующим образом
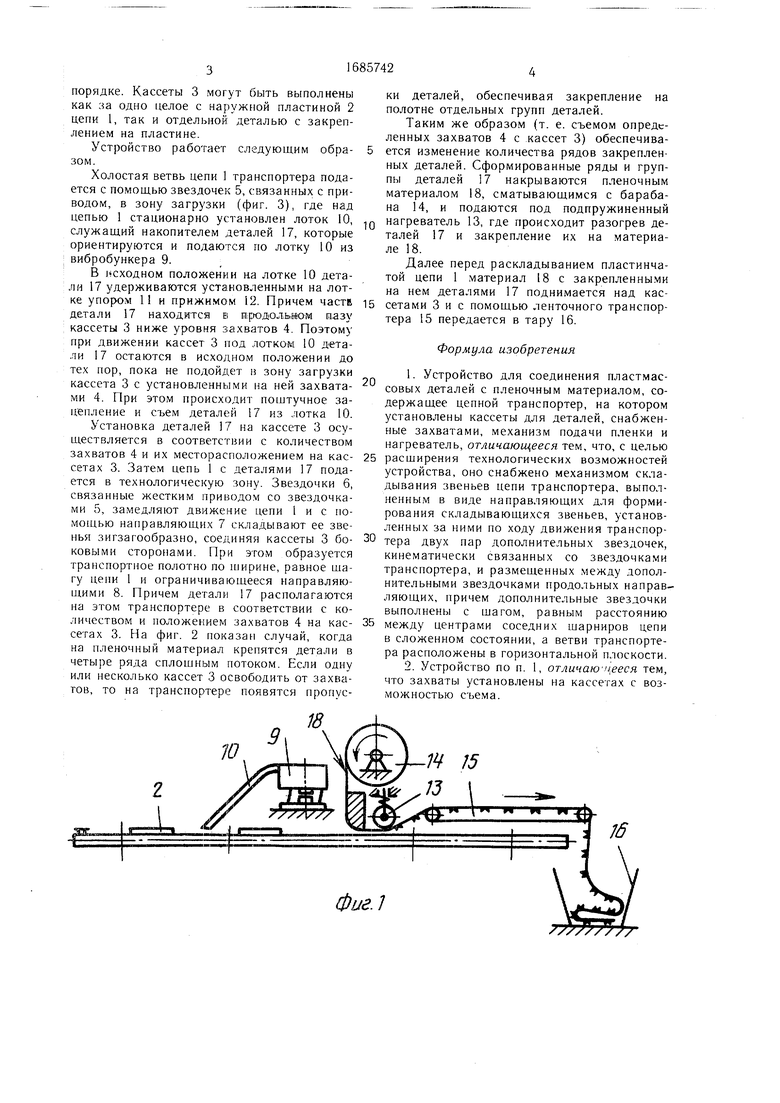
Холостая ветвь цепи 1 транспортера подается с помощью звездочек 5, связанных с приводом, в зону загрузки (фиг 3), где над цепью 1 стационарно установлен лоток 10, служащий накопителем деталей 17, которые ориентируются и подаются по лотку 10 из вибробункера 9
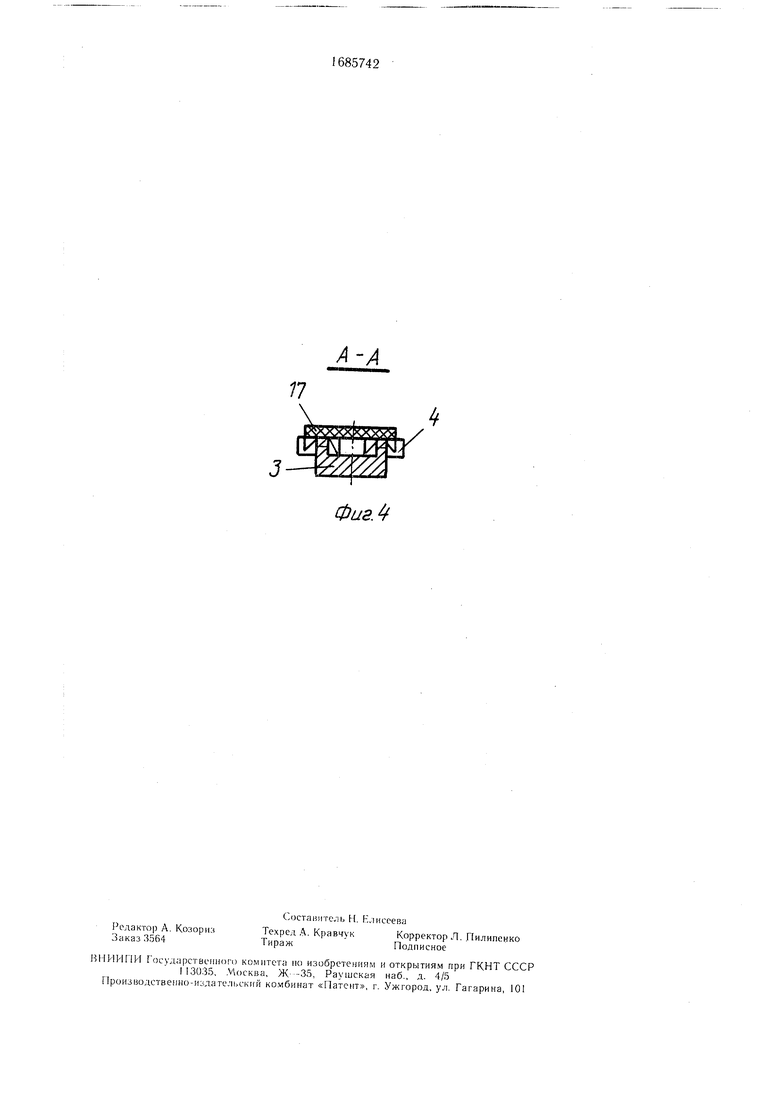
В исходном положении на лотке 10 детали 17 удерживаются установленными на лотке упором 11 и прижимом 12 Причем часть детали 17 находится в продольном пазу кассеты 3 ниже уровня захватов 4 Поэтому при движении кассет 3 под лотком 10 дета- 1и 17 остаются в исходном положении до тех пор, пока не подойдет в -tony сгрузки кассета 3 с установленными на ней захватами 4 При этом происходи поштучное за- цепление и сьем деталей 17 из лотка 10
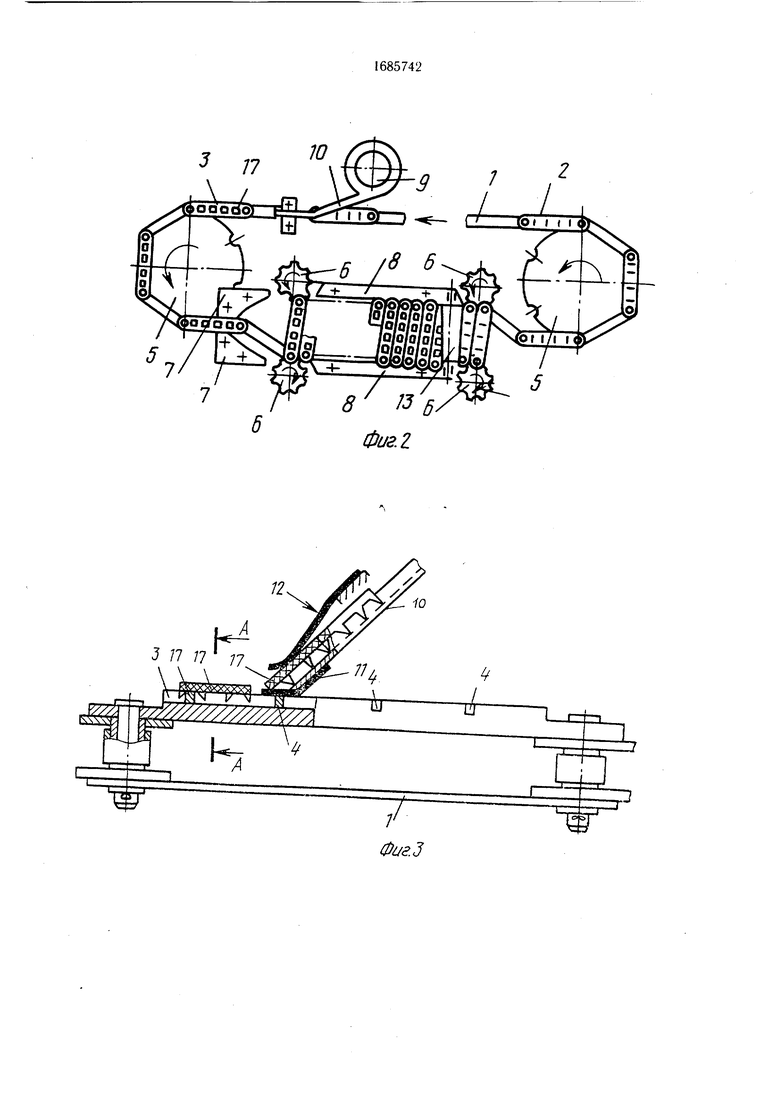
Установка деталей 17 на кассете 3 осуществляется в соответствии с количеством захватов 4 и их месторасположением на кассетах 3 Затем цепь 1 с деталями 17 подается в технологическую зону Звездочки 6, связанные жестким приводом со звездочками 5, замедляют движение цепи 1 и с помощью направляющих 7 складывают ее звенья зигзагообразно, соединяя кассеты 3 боковыми сторонами При этом образуется транспортное полотно по ширине, равное шагу пени 1 и ограничивающееся направляющими 8 Причем детали 17 располагаются на этом транспортере в соответствии с количеством и положением захватов 4 на кас- ceiax 3 Па фиг 2 показан случай, когда на пленочный материал крепятся детали в четыре ряда сплошным потоком Если одну или несколько кассет 3 освободить от захватов, то на транспортере появятся пропуе0
кн деталей, обеспечивая закрепление на полотне отдельных групп деталей
Таким же образом (т е съемом определенных захватов 4 с кассет 3) обеспечивается изменение количества рядов закреплен ных деталей Сформированные ряды и группы деталей 17 накрываются пленочным материалом 18, сматывающимся с барабана 14, и подаются под подпружиненный
нагреватель 13, где происходит разогрев деталей 17 и закрепление их на материале 18
Далее перед раскладыванием пластинча той цепи 1 материал 18 с закрепленными на нем деталями 17 поднимается над кас5 сетами 3 и с помощью ленточного транспортера 15 передается в тару 16
Формула июбретения
1 Устройство для соединения пластмассовых деталей с пленочным материалом, содержащее цепной транспортер, на котором установлены кассеты для деталей, снабженные захватами, механизм подачи пленки и нагреватель, отличающееся тем, что, с целью
5 расширения технологических возможностей устройства, оно снабжено механизмом складывания звеньев цепи транспортера, выполненным в виде направляющих для формирования складывающихся звеньев, установленных за ними по ходу движения транспортера двух пар дополнитетьных звездочек, кинематически связанных со звездочками транспортера, и размещенных между дополнительными звездочками продольных направляющих, причем дополнительные звездочки выполнены с тагом, равным расстоянию
5 между центрами соседних шарниров цепи з сложенном состоянии, а ветви транспортера расположены в горизонтальной плоскости 2 Устройство по и 1, отличаю :,еесн тем, что захваты установлены на кассе.ах с возможностью сьема
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борьбы с болотными сорняками на рисовом поле | 1988 |
|
SU1537160A1 |
| Способ ориентирования керна | 1988 |
|
SU1627684A1 |
| Трансформируемое сооружение | 1987 |
|
SU1534150A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1625618A1 |
| Селектор минимального сигнала | 1988 |
|
SU1624429A2 |
| Устройство для контактной сварки | 1989 |
|
SU1625619A1 |
| Устройство контроля смещения ленты конвейера | 1989 |
|
SU1627466A1 |
| Способ изготовления теплоизоляционных прокладок | 1987 |
|
SU1534153A1 |
| Способ выполнения электромонтажных работ при строительстве судна | 1988 |
|
SU1627446A1 |
| Фильтр для очистки газов | 1989 |
|
SU1674922A1 |
Фие.1
7
7
п
J 77 77
Фиг. I
А-А
Фиг. 4
