Изобретение относится к обработке металлов давлением и может найти применение при изготовлении элементов силовых конструкций летательных аппаратов.
Целью изобретения является повышение надежности в работе панели и технологичности ее изготовления.
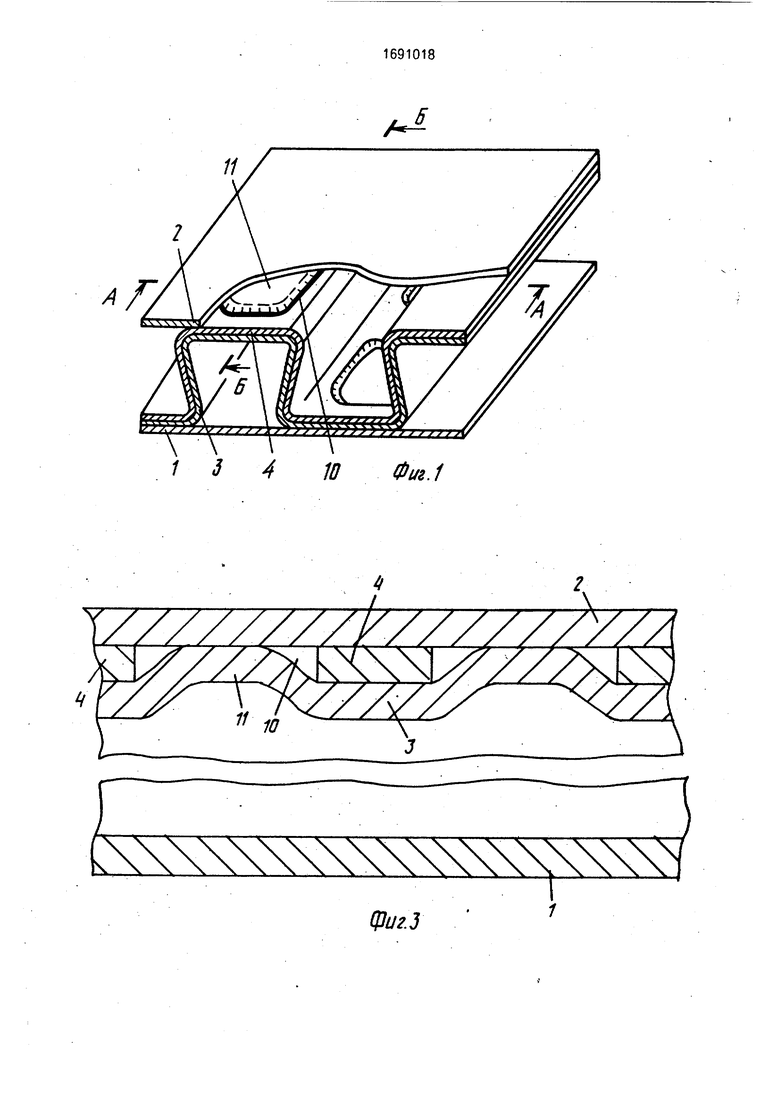
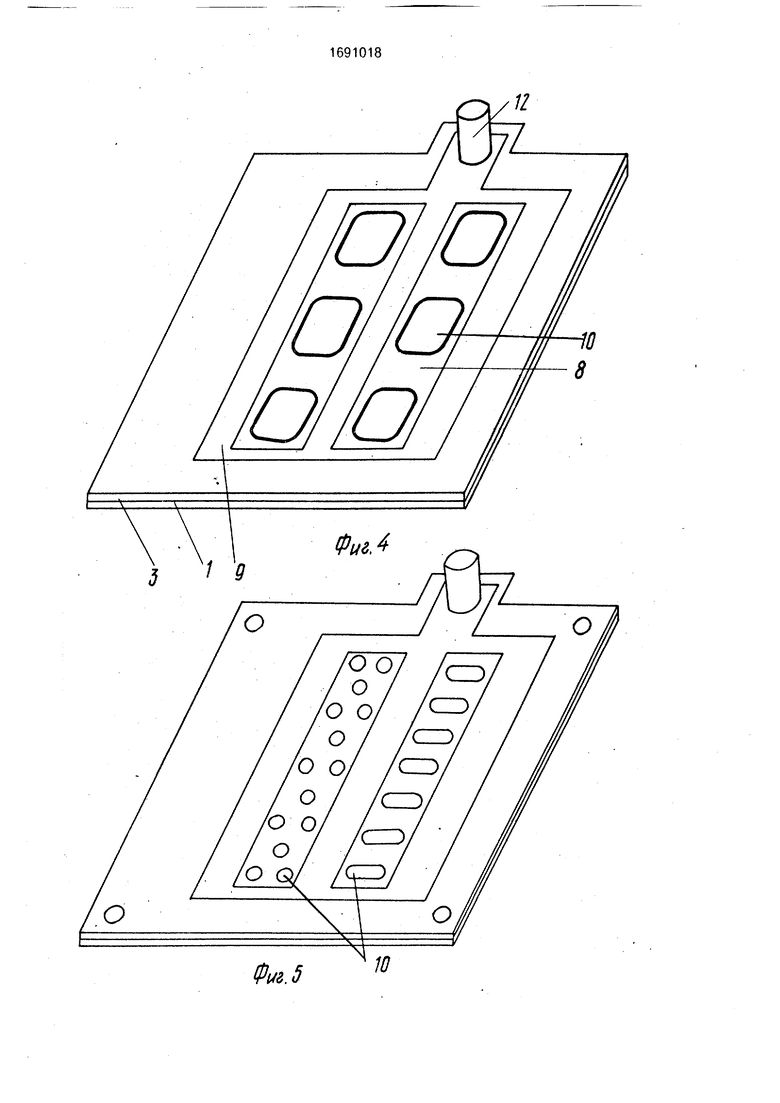
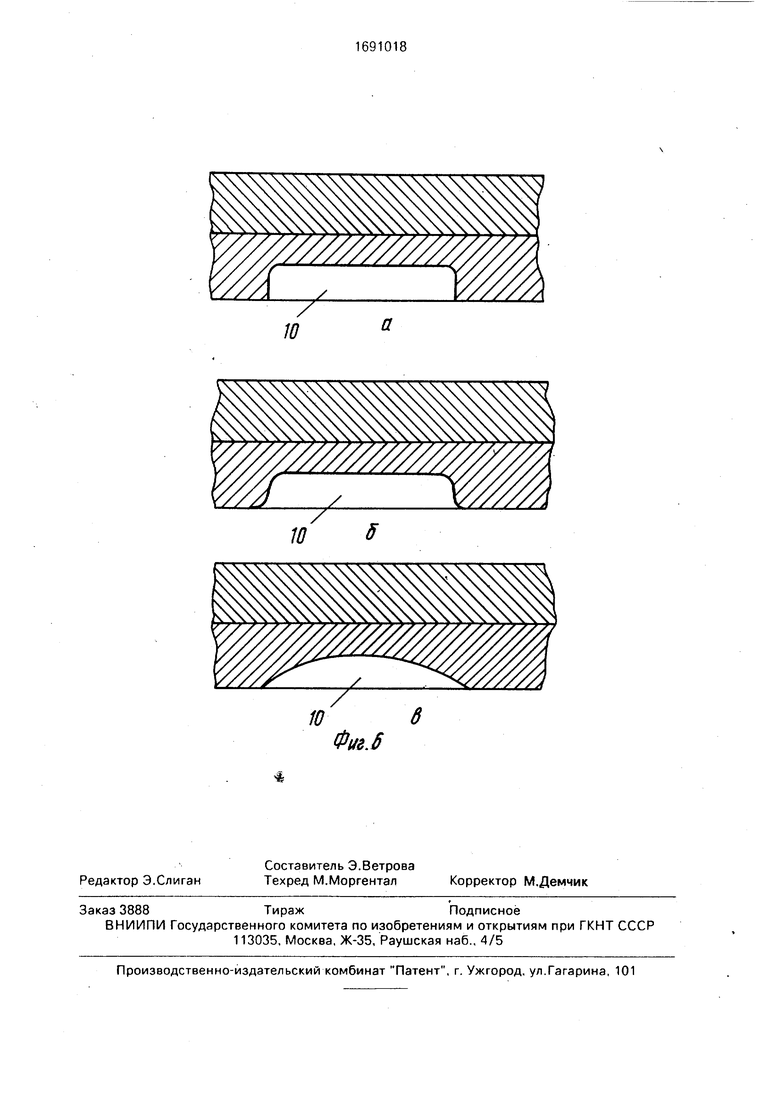
На фиг.1 схематично изображена панель, поперечное сечение; на фиг,2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - двухслойная листовая заготовка; на фиг.5 - пазы и их расположение, возможные варианты; на фиг,6 - несквозные пазы, полученные а), в)- фрезерованием; б) - штамповкой, возможные варианты. Ячеистая панель состоит из двух частей, каждая из которых изготовлена из наружного 1 и 2 и внутреннего 3 и 4 листов. Гофры 5 -7 образованы внутренними листами 3 и 4, присоединенными к наружным листам 1 и 2 с образованием чередующихся недеформируемых 8 и деформируемых 9 зон. Широкая часть гофра 5 одной части панели находится в промежутке между гофрами 6 и 7, образуя механическое соединение двух частей панели. В каждой из частей панели в недеформируемых зонах 8 выполнены пазы 10. Пазы 10 заполнены выступами 11, образованными гофрами 5-7, и исключают разборку панели.
Способ осуществляют следующим образом.
Предварительно изготовляют две части ячеистой панели из наружных 1 и 2 и внутренних 3 и 4 листов с образованием чередующихся недеформируемых 8 и деформируемых 9 зон. Зоны образованы контактной шовной сваркой наружных 1 и 2 и внутренних 3 и 4 листов по замкнутому контуру. Ширина недеформируемых зон 8 на четверть больше ширины деформируемых зон 9. В недеформируемых зонах 8 выполняют пазы 1Q. Части панели устанавливают параллельно одна другой так, что недеформируемые 8 зоны одной части панели располагаются напротив деформируемых зон 9 другой части. Деформируемые зоны 9 внутренних листов 3 и 4 гофрируют под действием избыточного давления, подаваемого чероез штуцер 12 в каждую из частей Деформируемые зоны 9 каждой из частей развиваются в гофры типа ласточкин хвост, осуществляя соединение двух частей панели. При продолжении подачи избыточного давления в деформируемые зоны 9 происходит дальнейшее развитие гофров типа ласточкин хвост 5- 7. Гофры 5 7, развиваясь, заполняют пазы 10 в недеформируемых зонах 8, образуя вы- сгупы 11, исключающие относительное смещение частей панели и разборку панели.
Способ предусматривает изготовление в недеформируемых зонах заготовок панели пазов различной формы, получение их фрезерованием, сверлением, штамповкой
или другими способами. Пазы могут быть выполнены сквозными или несквозными. Расположение пазов в недеформируемых зонах может быть любым, ненарушающим герметичность деформируемых зон.
0 Пример. Две заготавки панели изготавливают из листового алюминия АКЧ-1 толщиной 1,2 мм с образованием чередующихся деформируемых 9 и недеформируемых 8 зон. Недеформируемые зоны 8
5 образованы контактной шовной сваркой по замкнутому контуру. В каждой из заготовок панели в недеформируемых зонах 8 выполнены фрезерованием пазы 10 Заготовки устанавливают в специальную оснастку
0 параллельно одна другой на расстоянии 15 мм так, что недеформируемые зоны 8 одной части панели располагаются напротив деформируемых зон 9 другой части. Оснастку помещают в печь при 450°С, после выдерж5 ки в печи в течение 2 ч подают избыточное давление 0,45 кгс/см одновременно во все деформируемые зоны 9. Внутренние листы 3 и 4 при этом гофрируются, образуя гофры типа ласточкин хвост 5-7, осуществляют
0 механическое соединение двух частей панели. При продолжении подачи избыточного давления в деформируемые зоны 9 происходит заполнение пазов 10 гофрами 5-7. образование выступов 11.
5Использование изобретения позволяет
предотвратить относительное смещение заготовок панели и разборку панели при ее эксплуатации, особенно в условиях повышенных температур и вибраций.
0Формула изобретения
Способ изготовления слоистой ячеистой панели, включающий изготовление двух двухслойных листовых заготовок с образованием чередующихся деформируемых ил недеформируемых зон, причем ширина недеформируемых зон выполнена больше ширины деформируемых, фиксацию обеих двухслойных заготовок параллельно одна 5 другой, располагая деформируемые зоны одной из них напротив недеформируемых зон другой, деформирование путем подачи избыточного давления между слоями до обра зования гофров типа ласточкин
0 хвост, отличающийся тем, что. с целью повышения надежности работы панели и технологичности ее изготовления, в недеформируемых зонах листовых заготовок выполняют пазы, а деформирование
5 осуществляют до заполнения пазов гоФра- ми с образованием на гофрах выступов
11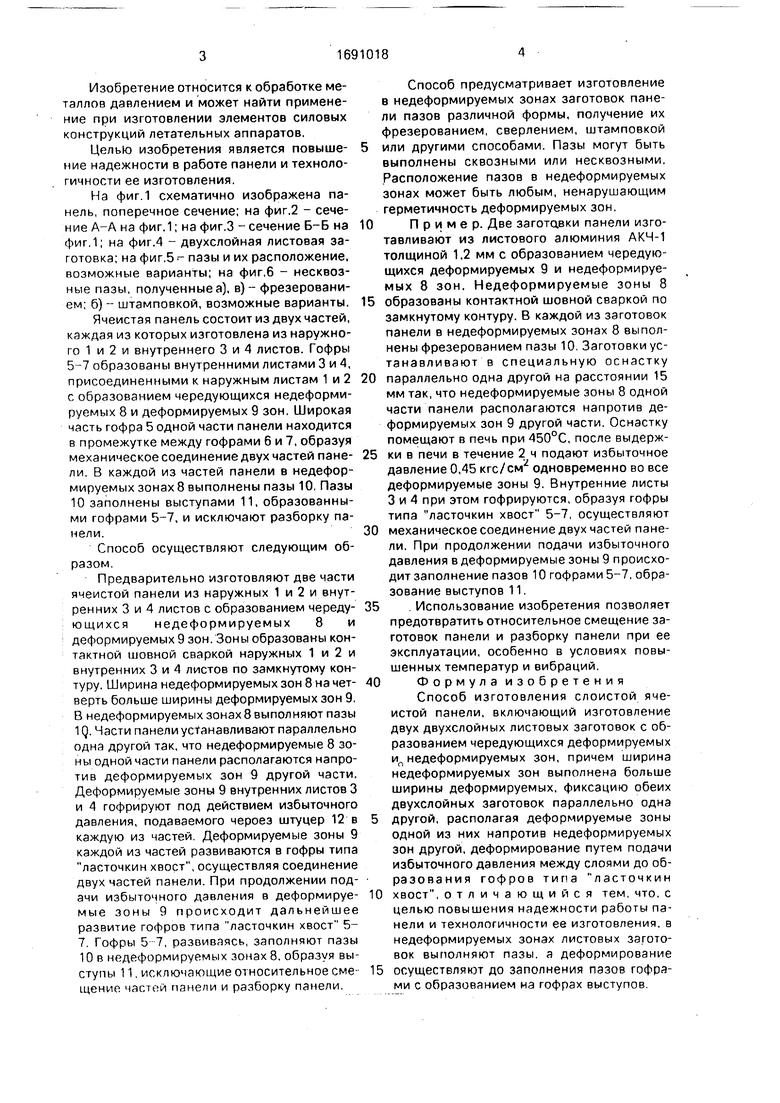
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистой ячеистой панели | 1987 |
|
SU1574410A1 |
| Способ изготовления слоистой ячеистой панели | 1991 |
|
SU1803289A1 |
| Способ изготовления слоистой ячеистой панели | 1991 |
|
SU1780963A1 |
| Многослойная ячеистая панель | 1980 |
|
SU907188A1 |
| Многослойная ячеистая панель | 1979 |
|
SU829837A1 |
| Многослойная ячеистая панель | 1981 |
|
SU1011824A1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| Многослойная ячеистая панель | 1977 |
|
SU781291A2 |
Изобретение относится к обработке металлов давлением и может найти применение при изготовлении элементов силовых конструкций летательных аппаратов. Цель изобретения - повышение надежности работы панели и технологичности ее изготовления. Панель состоит из пары двухслойных . х ь х листовых заготовок. Листовая заготовка изготовлена из наружных 1, 2 и внутренних 3, 4 листов. Внутренние листы имеют деформируемые и недеформируемые зоны, которые образованы контактной шовной сваркой по замкнутому контуру наружного и внутреннего листов. В недеформируемых зонах выполнены пазы 10. При подаче избыточного давления между наружным и внутренним листами в деформируемых зонах образуются гофры 5, 6 и 7 типа ласточкина хвоста. Пазы 10 заполняются гофрами с образованием выступов 11. Использование способа позволяет предотвратить относительное смещение заготовок и разборку панели при ее эксплуатации, особенно в условиях повышенных температур и вибраций. 6 ил. А-А (Л С ON О Ю 00 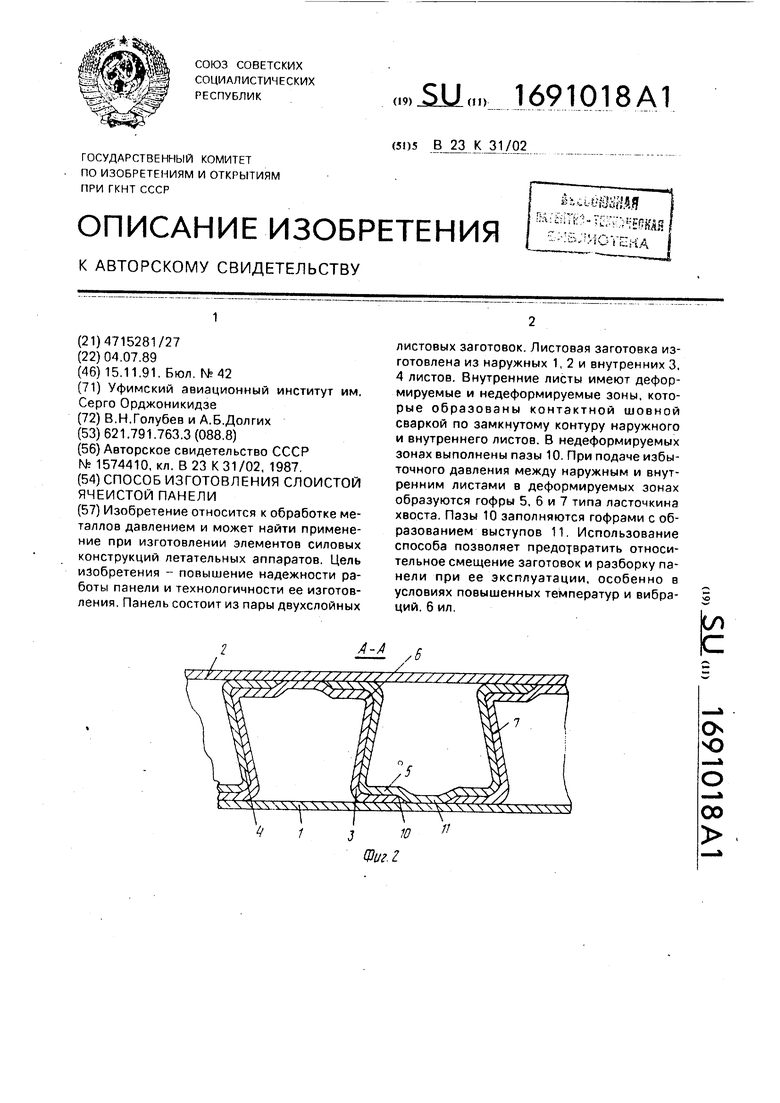
фиг.З
Фиг, 4
fa
Фиг. 5
ю
8
W6
Фм.6
| Способ изготовления слоистой ячеистой панели | 1987 |
|
SU1574410A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
