Изобретение относится к обработке металлов давлением и может найти применение при изготовлении элементов силовых конструкций летательных аппаратов, а также в других отраслях народного хозяйства.
Цель изобретения - расширение технологических возможностей за счет соединения элементов из несваривающихся материалов, например, алюминия и его сплавов.
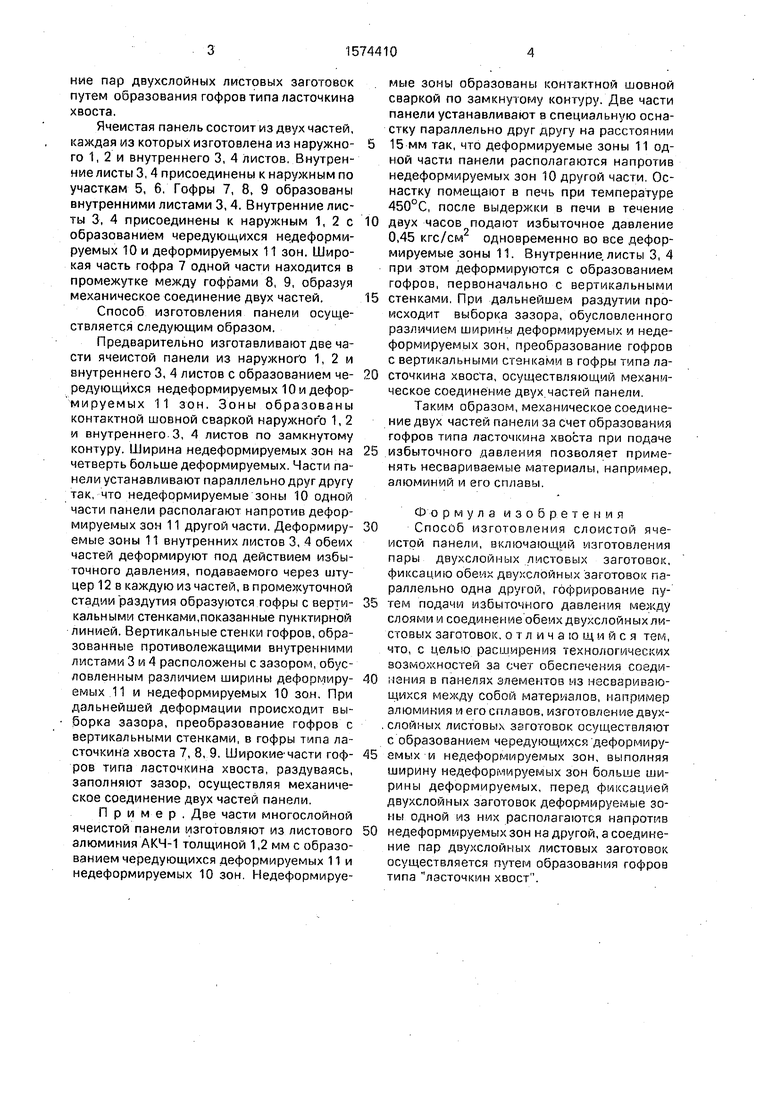
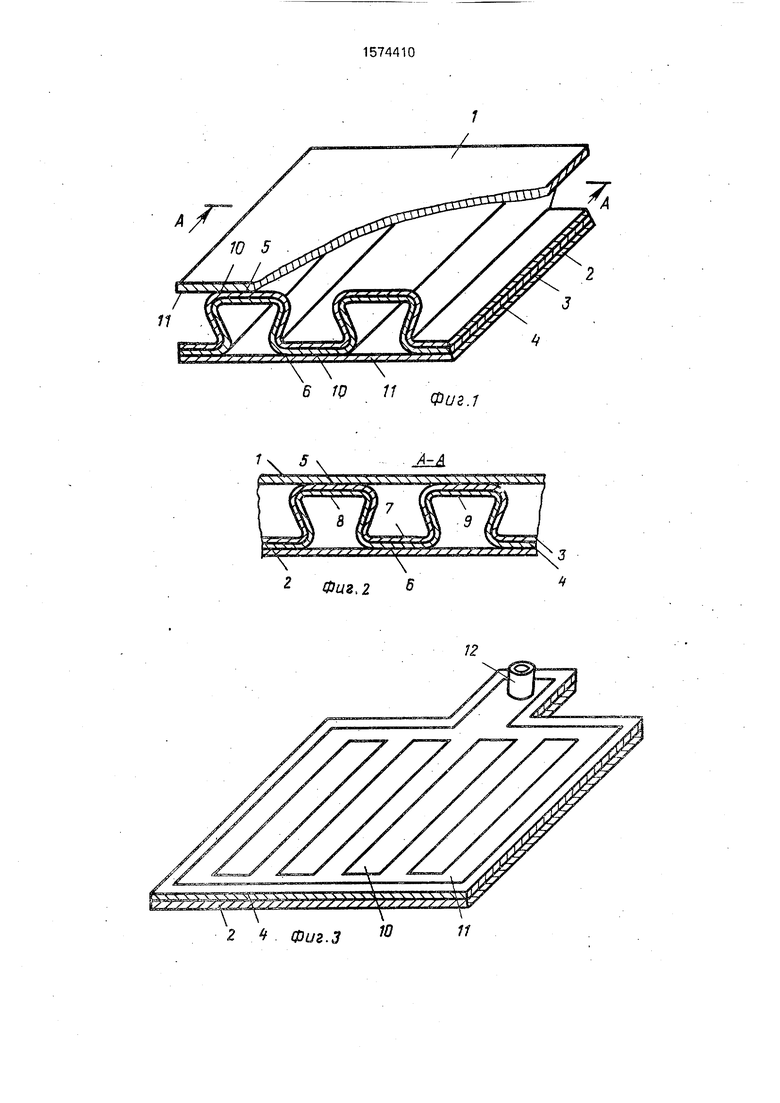
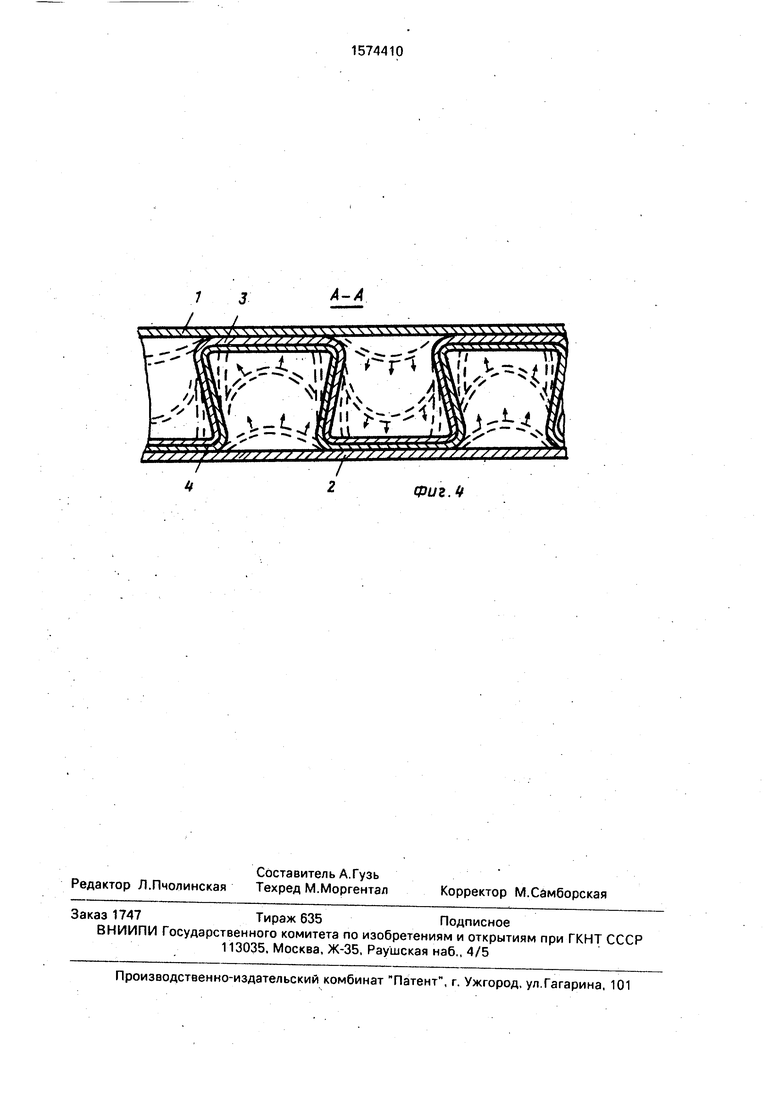
На фиг. 1 показана слоистая ячеистая панель с гофрами, типа ласточкина хвоста, полученной предложенным способом, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - двухслойная листовая заготовка; на фиг. 4 - сечение А-А на фиг. 1, пунктирной линией показаны промежуточные стадии образования гофров типа ласточкина хвоста.
Способ изготовления слоистой ячеистой панели включает изготовление пары двухслойных листовых заготовок контактной сваркой с образованием чередующихся сообщающихся с атмосферой деформируемых и замкнутых изолированных чедефор- мируемых зон, выполняя ширину недеформируемых зон больше ширины деформируемых, фиксацию двухслойных заготовок параллельно друг другу с расположением заготовок так, что деформируемые зоны одной располагаются напротив недеформируемых зон на другой, гофрирование путем подачи избыточного давления в деформируемые зоны исоединесл
Јь
-ж
ние пар двухслойных листовых заготовок путем образования гофров типа ласточкина хвоста.
Ячеистая панель состоит из двух частей, каждая из которых изготовлена из наружного 1, 2 и внутреннего 3, 4 листов, Внутренние листы 3, 4 присоединены к наружным по участкам 5, 6, Гофры 7, 8, 9 образованы внутренними листами 3,4. Внутренние листы 3, 4 присоединены к наружным 1, 2 с образованием чередующихся недеформируемых 10 и деформируемых 11 зон. Широкая часть гофра 7 одной части находится в промежутке между гофрами 8, 9, образуя механическое соединение двух частей.
Способ изготовления панели осуществляется следующим образом.
Предварительно изготавливают две части ячеистой панели из наружного 1, 2 и внутреннего 3, 4 листов с образованием чередующихся недеформируемых 10 и деформируемых 11 зон. Зоны образованы контактной шовной сваркой наружного 1, 2 и внутреннего 3, 4 листов по замкнутому контуру. Ширина недеформируемых зон на четверть больше деформируемых. Части панели устанавливают параллельно друг другу так, что недеформируемые зоны 10 одной части панели располагают напротив деформируемых зон 11 другой части. Деформируемые зоны 11 внутренних листов 3, 4 обеих частей деформируют под действием избыточного давления, подаваемого через штуцер 12 в каждую из частей, в промежуточной стадии раздутия образуются гофры с вертикальными стенками,показанные пунктирной линией. Вертикальные стенки гофров, образованные противолежащими внутренними листами 3 и 4 расположены с зазором, обусловленным различием ширины деформируемых 11 и недеформируемых 10 зон. При дальнейшей деформации происходит вы- борка зазора, преобразование гофров с вертикальными стенками, в гофры типа ласточкина хвоста 7, 8, 9. Широкие части гофров типа ласточкина хвоста, раздуваясь, заполняют зазор, осуществляя механическое соединение двух частей панели.
Пример, Две части многослойной ячеистой панели изготовляют из листового алюминия АКЧ-1 толщиной 1,2 мм с образованием чередующихся деформируемых 11 и недеформируемых 10 зон Недеформируемые зоны образованы контактной шовной сваркой по замкнутому контуру. Две части панели устанавливают в специальную оснастку параллельно друг другу на расстоянии
15 мм так, что деформируемые зоны 11 одной части панели располагаются напротив недеформируемых зон 10 другой части. Оснастку помещают в печь при температуре 450°С, после выдержки в печи в течение
двух часов подают избыточное давление 0,45 кгс/см2 одновременно во все деформируемые зоны 11. Внутренние листы 3, 4 при этом деформируются с образованием гофров, первоначально с вертикальными
стенками. При дальнейшем раздутии происходит выборка зазора, обусловленного различием ширины деформируемых и недеформируемых зон, преобразование гофров с вертикальными стенками в гофры типа ласточкина хвоста, осуществляющий механическое соединение двух частей панели
Таким образом, механическое соединение двух частей панели за счет образования гофров типа ласточкина хвоста при подаче
избыточного давления позволяет применять несвариваемые материалы, например, алюминий и его сплавы.
Формула изобретения
Способ изготовления слоистой ячеистой панели, включающий изготовления пары двухслойных листовых заготовок, фиксацию обеих двухслойных заготовок параллельно одна другой, гофрирование путем подачи избыточного давления между слоями и соединение обеих двухслойных листовых заготовок, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения создинения в панелях элементов из нссвариваю- щихся между собой материалов, например алюминия и его сплавов, изготовление двухслойных листовых заготовок осуществляют с образованием чередующихся деформиру5 емых и недеформируемых зон, выполняя ширину недеформируемых зон больше ширины деформируемых, перед фиксацией двухслойных заготовок деформируемые зоны одной из них располагаются напротив
0 недеформируемых зон на другой, а соединение пар двухслойных листовых заготовок осуществляется путем образования гофров типа ласточкин хвост.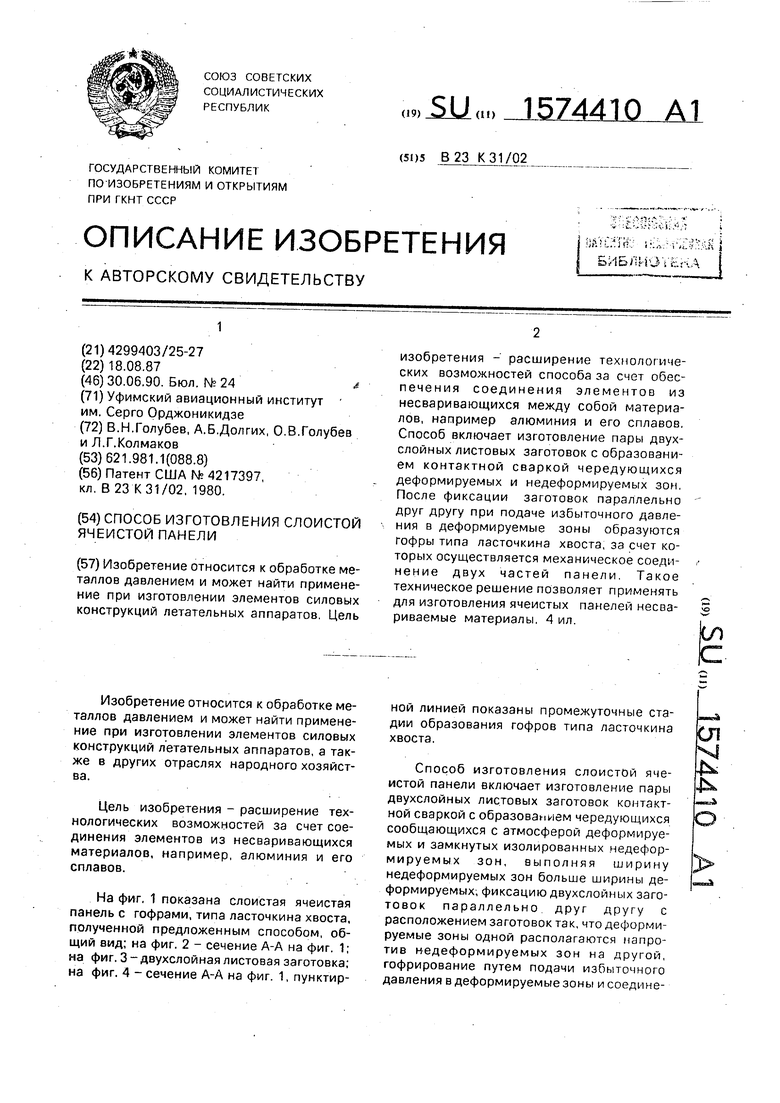
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистой ячеистой панели | 1989 |
|
SU1691018A1 |
| Способ изготовления слоистой ячеистой панели | 1991 |
|
SU1803289A1 |
| Способ изготовления слоистой ячеистой панели | 1991 |
|
SU1780963A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1986 |
|
RU1378202C |
| Многослойная ячеистая панель | 1980 |
|
SU907188A1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ КОНСТРУКЦИИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1995 |
|
RU2103132C1 |
| Многослойная ячеистая панель | 1979 |
|
SU829837A1 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| Металло-композиционный щит отражающей поверхности зеркальной антенны и способ его изготовления | 1989 |
|
SU1773642A1 |
Изобретение относится к обработке металлов давлением и может найти применение при изготовлении элементов силовых конструкций летательных аппаратов. Цель изобретения - расширение технологических возможностей способа за счет обеспечения соединения элементов из несваривающихся между собой материалов, например алюминия и его сплавов. Способ включает изготовление пары двухслойных листовых заготовок с образованием контактной сваркой чередующихся деформируемых и недеформируемых зон. После фиксации заготовок параллельно друг другу при подаче избыточного давления в деформируемые зоны образуются гофры типа ласточкина хвоста, за счет которых осуществляется механическое соединение двух частей панели. Такое техническое решение позволяет применять для изготовления ячеистых панелей несвариваемые материалы. 4 ил.
1 8Лф
OlfrW.91
Фиг.4
| Патент США Ns 4217397, кл В 23 К 31/02,1980. |
