Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности в частности при серийном изготовлении электродвигателей единых серий,
Известен способ изготовления магнито- проводов статоров электрических машин.
включающий uiTSMnoBky пластин, измерение их магнитных характеристик с применением тарированного ротора, сравнение измеренных характеристик с их нормированными значениями и сборку ппастин в пакег.
Нормированные значения характеристик пастин определяют чутем сопоставления экспериментальных данных, полученных с применением аппарата Эпштейна и тарированного ротора. Недостатком рассматриваемого способа является то, что об- разцы для аппарата Эпштейна и измеряемые пластины для тарированного ротора изготавливают из разных участков рулона стали, что снижает точность определения нормированных значений характеристик и качество магнитопроводов.
Целью изобретения является повышение точности,
Указанная цель достигается тем, что нормированные значения магнитных характеристик пластин определяют по формулам
P(AWAS + )
норм -ц$. m
PAl , PZl
к,
+
да
KgZ
норм - |Ai + Z1
где 1Норм - нормированное значение тока намагничивания статора, А;
Рчорм нормированноезначение удельных потерь в листах статора, Вт;
Р - число пар потюсоз обмотки статора электродвигателя;
AWAS - расчетные ампер-витки ярма статора, А;
AWZS - расчетные ампер-витки зубцов статора, А;
m - число фаз обмотки;
Wi - число последовательных витков одной фазы статора;
K06i - обмоточный коэффициент;
PAi - расчетные потери в ярме статора, Вт;
Kga - коэффициент, учитывающий влияние технологических факторов на потери в ярме статора;
PZi - расчетные потери в зубцах статора, Вт;
Kgz - коэффициент, учитывающий влияние технологических факторов на потери в зубцах статора;
IAi - масса ярма статора, кг;
IZi - масса зубцов статора, кг.
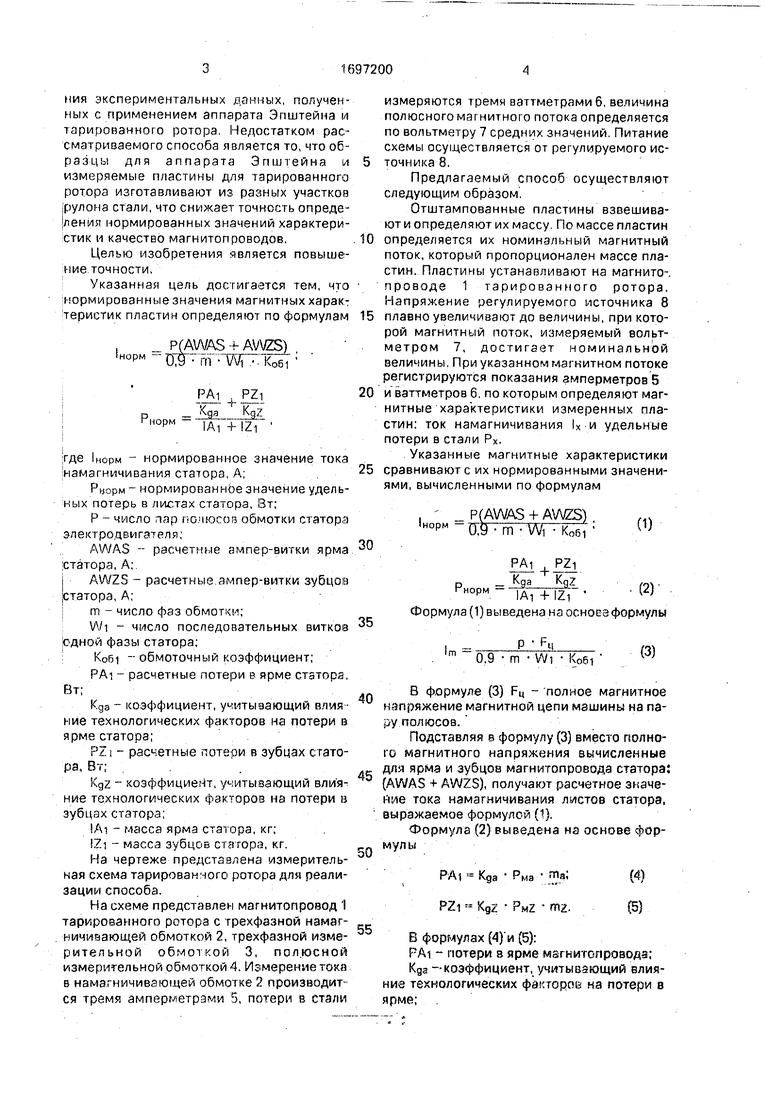
На чертеже представлена измерительная схема тарированного ротора для реализации способа.
На схеме представлен машитопровод 1 тарированного ротора с трехфазной намагничивающей обмоткой 2, трехфазной измерительной обмоткой 3, полюсной измерительной обмоткой 4. Измерение тока в намагничивающей обмотке 2 производится тремя амперметрами 5, потери в стали
измеряются тремя ваттметрами 6, величина полюсного магнитного потока определяется по вольтметру 7 средних значений. Питание схемы осуществляется от регулируемого источника 8.
Предлагаемый способ осуществляют следующим образом
Отштампованные пластины взвешивают и определяют их массу. По массе пластин
определяется их номинальный магнитный поток, который пропорционален массе пластин. Пластины устанавливают на магнито- проводе 1 тарированного ротора. Напряжение регулируемого источника 8
плавно увеличивают до величины, при которой магнитный поток, измеряемый вольтметром 7, достигает номинальной величины. При указанном магнитном потоке регистрируются показания амперметров 5
и ваттметров 6, по которым определяют магнитные характеристики измеренных пластин: ток намагничивания х и удельные потери в стали Рх.
Указанные магнитные характеристики
сравнивают с их нормированными значениями, вычисленными по формулам
норм
P(AWAS + ) 0,9 m Wi К0б1
(D
норм
PAi + PZi - Kga gZ
(2)
IAi + IZi Формула (1) выведена на основа формулы
im
Р Ец
0,9 m Wi Коб1
(3)
В формуле (3) Рц - полное магнитное напряжение магнитной цепи машины на пару полюсов.
Подставляя в формулу (3) вместо полного магнитного напряжения вычисленные для ярма и зубцов магнитопровода статора: {AWAS + AWZS), получают расчетное значение токз намагничивания листов статора, выражаемое формулой (1).
Формула (2) выведена на основе формулы
PAi Kga Рма Ma
PZi - Kgz PMz mz.
№
(5)
В формулах (4) и (5);
PAi - потери в ярме магнитопроаодз;
Kga -коэффициент, учитывающий влияние технологических факторов на потери в ярме;
Рма удельные потери в ярме;
та - масса ярма;
PZi - потери в зубцах;
Kgz - коэффициент, учитывающий влияние технологических факторов на потери в зубцах;
PMZ - удельные потери в зубцах;
mz - масса стали зубцов. Разделив потери, рассчитанные для электрической машины по формулам (4) и (5) на соответствующие коэффициенты и Kgz и сложив результаты деления, получают потери в диетах магнитопровода до их скрепления в пакет. Разделив эти потери на массу магнитопровода, получают расчетные удельные потери листов образца.
Определяют расчетные значения магнитных характеристик образца из измеряемых листов, т. е. характеристики листов идеальной машины, которые могут быть приняты за норму для реальных листов.
Предлагаемый способ изготовления магнитопроводов статоров электрических машин повышает качество магнитопроводов благодаря тому, что за нормированные значения магнитных характеристик листов принимаются более точные их значения.
Техническим преимуществом предлагаемого способа является повышение качест- ва магнитопроводов, и, как следствие, повышение качества электродвигателей.
Экономический эффект определяется повышением качества изготовления электродвигателей.
Формула изобретения
Способ контроля магнитных характеристик пластин магнитопроводов статоров электрических машин, согласно которому измеряют ток намагничивания и удельные потери в пластинах с применением ториро- ванного ротора и сравнивают полученные значения данных параметров с их нормированными значениями, отличающийся
тем, что с целью повышения точности, нормированные значения тока намагничивания и удельных потерь определяют из выражений
Р (AWAS + AWZS) -ЭДГмтГПЯГ- КобГ
Рнорм
Kga KgZ IAi + IZi
где (норм, - нормированное значение тока намагничивания пластин магнитопровода статора, А;
Рнорм - нормированное значение удельных потерь в пластинах магнитопровода статора, Вт;
Р - расчетное число полюсов обмотки статора;
AWAS - расчетные ампер-витки ярма магнитопровода статора. А;
AWZS - расчетное число фаз обмотки статора;
m - расчетные ампер-витки зубцов магнитопровода статора, А;
Wi - расчетное число последовательных витков одной фазы обмотки статора;
К0б - обмоточный коэффициент;
PAi - расчетные потери & ярме магнитопровода статора, Вт;
КдЭ - коэффициент, учитывающий влияние технологических факторов на потери в ярме магнитопроаода статсра;
PZi - расчетные потери в зуоцэх магнитопровода статора, Вт;
Kgz - коэффициент, учитывающий влия-у ние технологических фа-.торов ня потери в зубцах магнитолРОБО.Са стягора:
IAi - масса ярма магнит „ пвоводэ статора, чг;
IZi - масса зубце мапг-то рсрода статора, кг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения тока намагничивания ротора | 1988 |
|
SU1585875A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОПЕРЕЧНЫМ МАГНИТНЫМ ПОТОКОМ (ВАРИАНТЫ) | 2018 |
|
RU2690666C1 |
| Электромагнитная опора | 1991 |
|
SU1816304A3 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКООБОРОТНОЙ ИНДУКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНОЙ | 2020 |
|
RU2744656C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
| Устройство для измерения электромагнитных параметров магнитопровода электрической машины | 1980 |
|
SU938230A1 |
| ДВУХФАЗНАЯ, ЭЛЕКТРОННО-КОММУТИРУЕМАЯ РЕАКТИВНАЯ МАШИНА | 1997 |
|
RU2180766C2 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Индукционный преобразователь угла | 1990 |
|
SU1723641A1 |
| Магнитопровод статора электромеханических преобразователей энергии | 2017 |
|
RU2685420C1 |

Изобретение относится к электротехнике и может быгь использовано, например, при серийном изготовлении двигателей единых серий Цель изобретения - повышение точности. Существо данного способа состоит в том, что при контроле магнитных характеристик пластин магнитопровода статоров электрических машин, которые измеряют с использованием тарированного ротора, их значения сравнивают с нормированными значениями соответствующих параметров, определяемыми из выражений: IHOPM Р -(AWAS + /uWZS)/|)9-m-Wi- К0бО: Рнорм - (РАь/Куа + PZi/Kg7)/flAi + Zi),rfle норг/ - нормированное значение тока намагничивания пластин магнитопровода статора, А, Рнорм нормированное значение удельных потерь в пластинах магнитопрово- да статора, Вт; Р - расчетное число полюсов обмотки статора; AWAS - расчетные ампер- витки ярма магнитопровода статора, А, AWZS - расчетные ампер-витки зубцов маг- нитопрсвода статора , A, m - расчетное число Фаз обмотки статора, Wi - расчетное число последовательных витков одной фазы обмотки статора, К0б1 - обмоточный коэффициент, PV, - расчетный потери в ярме мзгнитопровода статора, Вт Кда - коэффициент, учитывающий влияние технологических факторов на потери в ярме магнитопровода статора, PZi - расчетные потери в зубцах магнитопрозодз статора, Bj- Kgz коэффициент, учитывающий влияние технологических факторов на потери в зубцах магиитопроеодэ ст гора, Ai - масса ярма мзгмитопровода статора, кг, IZi - масса зубцов мзгнитопроводч итйтора, кг Изобретение ПОЗВОЛЧСТ nC ffV7b ТОЧНОСТЬ способа контроля мггнитных характеристик, так как их нормированные значения определяются более точно 1 ил С с с S ч г с с
| Способ изготовления магнитопроводов статоров электрических машин | 1984 |
|
SU1297172A1 |
