Изобретение относится к машиностроению и может быть использовано при производстве металлических шлангов, предназначенных для использования в системах высокого давления и гидравлики.
Цель изобретения - повышение качества и надежности шланга за счет повышения его несущей способности.
На фиг.1 изображен разрез устройства до упрочнения гибких элементов шланга; на фиг.2 - то же, после упрочнения.
Гофрированная оболочка 1 при помощи втулки 2 герметично соединена с поршнем. 3, имеющим канавки 4 для установки уплот- нительных колец и диаметр, равный наружному диаметру гофрированной трубы.
Силовая оплетка 5 жестко соединена с цилиндром 6 при помощи обоймы 7.
. Внутренний диаметр цилиндра 6 сопряжен с наружным диаметром поршня 3 по ходовой посадке.
Зазоры между цилиндром 6 и поршнем 3 герметизированы при помощи резиновых колец.
При подаче среды внутрь цилиндра 6 давление воздействует на его торцовую поверхность, вызывая натяжение силовой оплетки, создавая осевую силу, равную силе воздействия на оплетку со стороны гофрированной трубы при равном давлении вследствие равенства диаметров наружной гофрированной оболочки 1 и внутреннего цилиндра 6.
W
Одновременно через отверстие в порш- |не 3 среда поступает ВНУТРЬ гофрированной оболочки 1 и давление дс етвует на ее стенки, вызывая сжатие ro-ispcm.
При этом вследствие равенства наруж- ных диаметров гофрированной оболочкой 1 и поршня 3 дополнительные осевые силы, воздействующие на гофрированную обо- ошсу, не возникают.
Растяжение оплетки 5 и сжатие гофри- юванной оболочки 1 осуществляется неза- исимо друг от друга в связи с тем, чю они имеют возможность относительного взаимного перемещения вдоль оси,
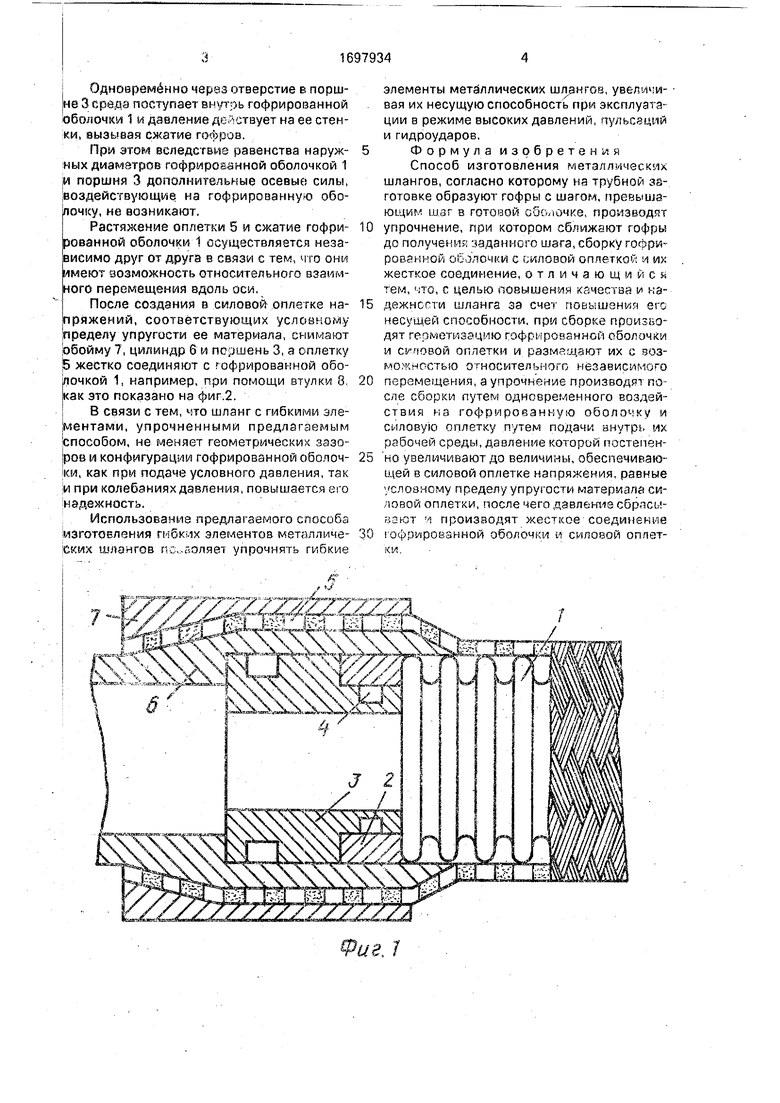
После создания в силовой оплегке на- пряжений, соответствующих условному пределу упругости ее материала, снимают обойму 7, цилиндр 6 и поршень 3, а оплетку 5 жестко соединяют с рофрированной оболочкой 1, например, при помощи втулки 8 как это показано на фиг.2.
В связи с тем, что шланг с гибкими элементами, упрочненными предлагаемым способом, не меняет геометрических зазоров и конфигурации гофрированной обопоч- ки, как при подаче условного давления, так и при колебаниях давления, повышается его надежность.
Использование предлагаемого способа изготовления гибких элементов металличе- скмх шлангов Р., г оляет упрочнять гибкие
элементы металлических шлангов, увеличивая их несущую способность при эксплуатации в режиме высоких давлений, пульсаций и гидроударов.
Формула изобретения Способ изготовления металлических шлангов, согласно которому нч трубной заготовке образуют гофры с шагом, превышающие шаг в готовой оОолочке, производя г упрочнение, при котором сближают гофры до получения чаданисго шага, сборку гофрированной оСолсчси с („нловой опметкой и их жесткое соединение, отличающийся тем, (по, с целью повышения кзчеояза и ка- дежнспи шланга за счет повьшения его несушей способное™, при сборке производят герметизацию гофрированной оболочки и суповой оплетки и их с воз- мохнссгью огносмтель-юго независимого перемещения, а упрочнение производят по еле сборки путем одновременного воздействия на гофрированную оболочку и силовую оплетку п/тем подачи анутрь их рабочей среды, давление которой постепенно увеличивают до величины, обеспечивающей в силовой оплет ке напряжения, равные словнсму пределу упругости материала си- Ювой оплетки, после чего давление сбрлсь - пют 1 производят жесткое соединение юфрировзнной оболоч|си ii силовой оплетки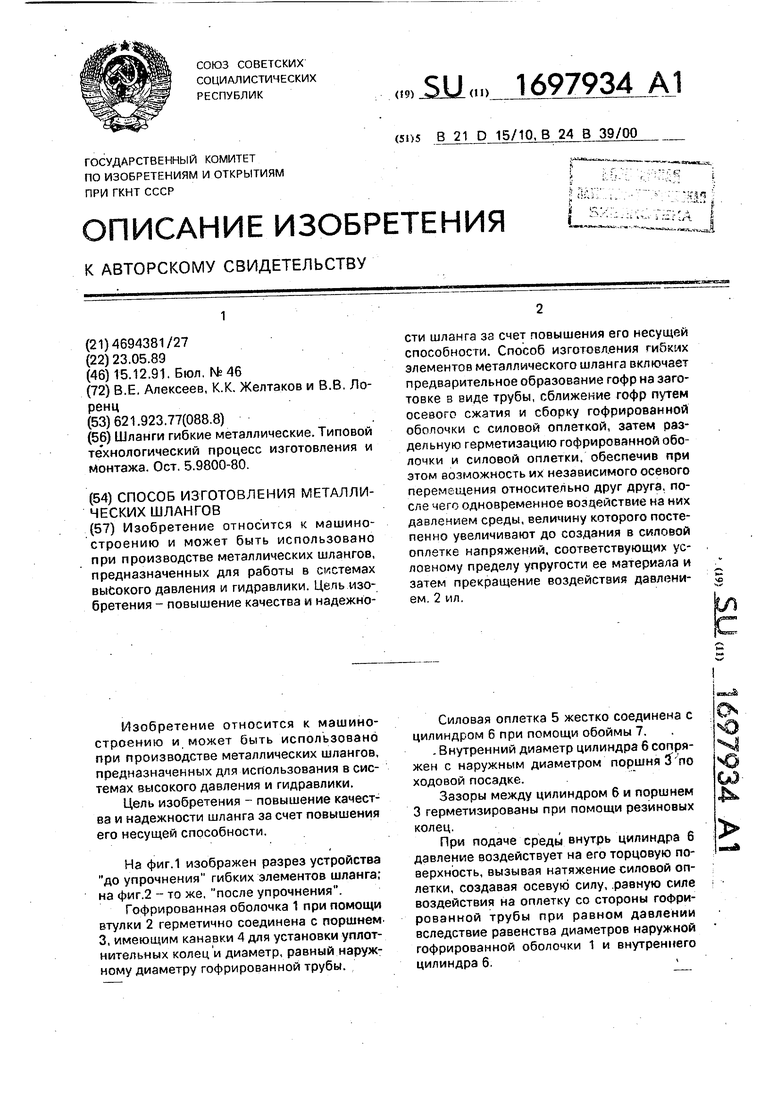
| название | год | авторы | номер документа |
|---|---|---|---|
| Рукав высокого давления | 1987 |
|
SU1528993A1 |
| Высоконапорный шланг | 1989 |
|
SU1656271A1 |
| ШЛАНГ МЕТАЛЛИЧЕСКИЙ | 1996 |
|
RU2140596C1 |
| Металлический высоконапорный шланг | 1987 |
|
SU1585613A1 |
| ВЫСОКОНАПОРНЫЙ ШЛАНГ | 1994 |
|
RU2094686C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ШЛАНГА ДЛЯ ПОДВОДНЫХ КОММУНИКАЦИЙ | 2008 |
|
RU2375631C1 |
| СПОСОБ РЕМОНТА ПРЕИМУЩЕСТВЕННО ПРОТЯЖЕННОГО НЕПРЯМОЛИНЕЙНОГО ТРУБОПРОВОДА | 2006 |
|
RU2339864C2 |
| Шланг | 1986 |
|
SU1343163A2 |
| ОГНЕЗАЩИТНАЯ ОБОЛОЧКА ДЛЯ ТРУБЫ | 2007 |
|
RU2483237C2 |
| ШЛАНГ МЕТАЛЛИЧЕСКИЙ | 1997 |
|
RU2140036C1 |

Изобретение относится к машиностроению и может быть использовано при производстве металлических шлангов, предназначенных для работы в системах высокого давления и гидравлики. Цепь изобретения - повышение качества и надежности шланга за счет повышения его несущей способности. Способ изготовления гибких элементов металлического шланга включает предварительное образование гофр на заготовке в виде трубы, сближение гофр путем осевого сжатия и сборку гофрированной оболочки с силовой оплеткой, затем раздельную герметизацию гофрированной оболочки и силовой оплетки, обеспечив при этом возможность их независимого осевого перемещения относительно друг друга, после чего одновременное воздействие на них давлением среды, величину которого постепенно увеличивают до создания в силовой оплетке напряжений, соответствующих условному пределу упругости ее материала и затем прекращение воздействия давлением. 2 ил.
Фиг. 2
| Шланги гибкие металлические | |||
| Типовой те хнологический процесс изготовления и Монтажа, Ост, 5.9800-80. |
