Изобретение относится к машиностроению, а именно к ручным механизированным инструментам, и может быть использовано для завинчивания резьбовых соединений с заданным предельным моментом. Цель изобретения - повышение производительности путем механизации вращения рабочей головки на этапе навинчивания гайки.
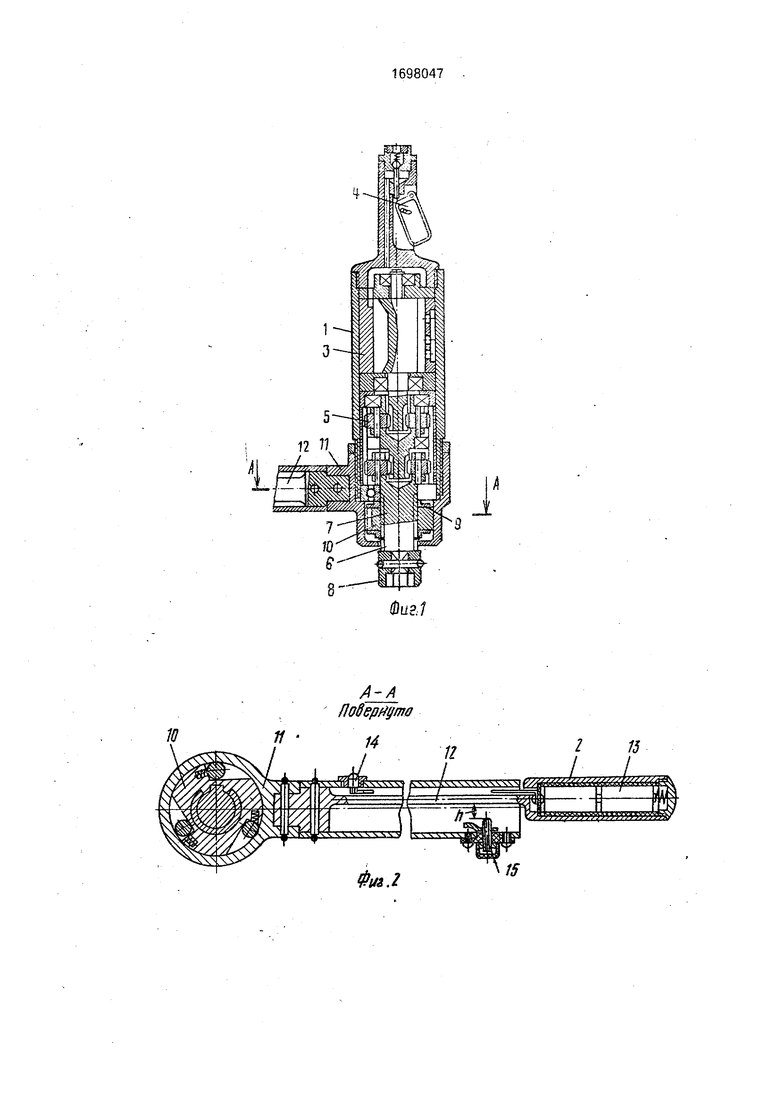
На фиг. 1 изображен резьбозавертыва- ющий инструмент, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1 (положение рукоятки при разомкнутой электрической цепи на этапе навинчивания гайки); на фиг. 3 - положение рукоятки в момент ручной затяжки и при замкнутой электрической цепи механизма предельного момента; на фиг, 4 - электрическая принципиальная схема.
Резьбозавертывающий инструмент содержит корпус 1,присоединенную к корпусу рукоятку 2, размещенный в корпусе привод 3 с механизмом 4 включения, связанный с приводом 3tдвухступенчатый планетарный редуктор 5 со шпинделем 6, на котором выполнены шлицы 7 и располжена сменная рабочая головка 8.
Механизм предельного момента выполнен в виде обгонной муфты 9, ведомое звено 10 которой установлено на шлицах 7 шпинделя 6, а ведущее звено 11 жестко связано с корпусом 1, упругого элемента 12 пла- стинчатой-формы, одним концом соединенО
ю
00
2
ного с ведущим звеном 11, а другим - с рукояткой 2, в которой размещен элемент 13 питания, и элемента 14 индикации, установленного в корпусе 1. Регулировочный элемент 15 установлен с возможностью возвратно-поступа- тельного перемещения относительно упругого элемента 12, электрически соединен с элементом 13 питания, изолирован от корпуса 1 и предназначен для периодического взаимодействия со вторым концом упругого элемента 12. Элемент 14 индикации одним выводом присоединен к одному из выводов элемента 13 питания, другим выводом - к регулировочному элементу 15, выполняющему роль неподвижного контакта, а второй вывод элемента 13 питания соединен с упругим элементом 12, являющимся подвижным контактом.
Резьбозавертывающий инструмент работает следующим образом.
Рабочую головку 8 устанавливают на гайку или болт (не показан) и нажимают на кнопку механизма 4 включения привода 3 (например, пневматического). Сжатый воздух поступает в привод 3, от которого через планетарный редуктор 5 вращение передается на шпиндель б с рабочей головкой 8. Производятся скоростное навинчивание гайки резьбового соединения и затяжка гайки резьбового соединения. При этом обгонная муфта 9 расклинена и ведомое звено 10 совместно со шпинделем 6 свободно вращается относительно ведущего звена 11, Затяжка гайки продолжается до тех пор, пока момент на шпинделе 6 не превысит момент, развиваемый приводом 3, после чего последний останавливается. После этого рукоятку 2 поворачивают по часовой стрелке, причем поворачивается и связанное с ней через упругий элемент 12 ведущее звено 11 обгонной муфты 9, которая заклинивается, связывая звенья 10 и 11 в одно целое. В результате производятся поворот ведомого звена передача крутящего момента от шпинделя 6 на рабочую головку 8 и до- тяжка гайки резьбового элемента на определенный момент.
При повороте рукоятки 2 против часовой стрелки обгонная муфта 9 расклинивается и совершается холостой ход обгонной муфты 9. При передаче крутящего момента от рукоятки 2 на ведущее звено 11 через упругий элемент 12 последний изгибается и
при достижении заданной величины крутящего момента упругий элемент 12 касается регулировочного элемента 15. В результате электрическая цепь замыкается, а элемент 14 индикации сигнализирует о достижении
на шпинделе 5 требуемого значения крутящего момента затяжки. Затяжку заканчивают и резьбозавертывзющий инструмент переставляют на другую гайку.
Настройку механизма предельного момента на требуемую величину момента срабатывания производят путем изменения зазора h с помощью регулировочного зле- мента 15,
Формула изобретения
Резьбозавертывающий инструмент, содеражщий корпус, размещенную в нем рабочую головку, присоединенную к корпусу перпендикулярно оси рабочей головки рукоятку с элементом питания, электрически соед - нный с ним элемент индикации и размещенный в рукоятке механизм предельного момента, выполненный в виде расположенного вдоль оси рукоятки упругого элемента, один конец-которого кичематически соединен с рабочей головкой, а другой - с рукояткой и предназначен для периоди- чески о замыкания и размыкания электрической цепи между элементом питания и элементом индикации, отличающийся
тем, что, с целью повышения производительности путем механизации вращения рабочей головки на этапе навинчивания гайки, он снабжен размещенным в корпусе приводом со шпинделем, обгонной муфтой, ведущее звено которой жестко соединено с корпусом, а. ведомое - кинематически со шпинделем, и регулировочным элементом, установленным с возможностью возвратно- поступательного перемещения относительно упругого элемента, электрически соединенного с элементом питания, изолированным от корпуса и предназначенным для периодического взаимодействия со вторым концом упругого элемента.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический угловой гайковерт | 1988 |
|
SU1523327A1 |
| ЦИФРОВОЙ ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ | 1991 |
|
RU2015868C1 |
| Устройство для затяжки резьбовых соединений | 1979 |
|
SU781044A1 |
| Пневматический угловой гайковерт | 1989 |
|
SU1676789A1 |
| Пневматический угловой гайковерт | 1989 |
|
SU1618616A1 |
| Гайковерт А.И.Полетучего | 1985 |
|
SU1273241A1 |
| Гайковерт | 1987 |
|
SU1452671A1 |
| ГАЙКОВЕРТ | 1991 |
|
RU2025268C1 |
| Гайковерт | 1988 |
|
SU1574447A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |

Изобретение относится к машиностроению, а именно к ручным механизированным инструментам, и может быть использовано для завинчивания резьбовых соединений с заданным предельным моментом. Целью изобретения является повышение производительности путем механизации вращения рабочей головки на этапе навинчивания гайки. Вращение от привода 3 через планетарный редуктор 5 передается на шпиндель 6 с рабочей головкой 8. При этом обгонная муфта 9 расклинена и ведомое звено 10 совместно со шпинделем 6 свободно вращается относительно ведущего звена 11, жестко связанного с корпусом 1. Затяжка гайки продолжается до тех пор, пока момент на шпинделе 6 не превысит момент, развиваемый приводом 3, после чего последний останавливается. После этого поворачивают по часовой стрелке рукоятку 2 и связанные с ней упругий элемент 12 и ведущее звено 11 обгонной муфты 9, которая заклинивается, связывая оба звена 10 и 11 в одно целое, чем обеспечиваются передача кр.утящего момента от рукоятки 2 к рабочей головке 8 и дотяжка гайки резьбового элемента на определенный момент. При повороте рукоятки 2 изгибается упругий элемент 12 и при достижении заданной величины крутящего момента последний касается регулировочного элемента. Электрическая цепь замыкается, сигнализируя о достижении заданного предельного момента. 4 ил. 4w Ј
А-А Поберете
15 Фм.З
TФм.4
/ 1S
А S,AS {jtAtALt //
У/УУЗЕ
X XVy УКДСуТЧГ
15 Ц
15
| Патент США № 4805464, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
