Изобретение относится к черной металлургии, в частности к конструкциям доменной печи, и может быть использовано в конструкциях оболочек, работающих под давлением при повышенной температуре.
Известен кожух доменной печи, состоящий из сваренных металлических листов из обычной углеродистой стали. Из-за наличия большого количества отверстий и вырезов для холодильников в кожухе доменной печи появляются трещины, снижающие его газоплотность и долговечность.
Известен кожух доменной печи, содержащий соединенные на свчрке стальные листовые элементы шахты, заплечиков, горна.
лещади, выполненное из более прочной низколегированной стали.
Недостатком известной конструкции является невысокая трещиностой- кость и повышенная возможность разрывов кожуха из низколегированной стали в местах концентрации усилий вблизи вырезов, что существенно понижает надежность кожуха и его газоплотность, все это нарушает нормальную эксплуатацию доменной печи Целью изобретения является повышение надежности и газоплотности кожуха за счет увеличения прочности, трещиностойкости и локализации возможных разрывов кожуха
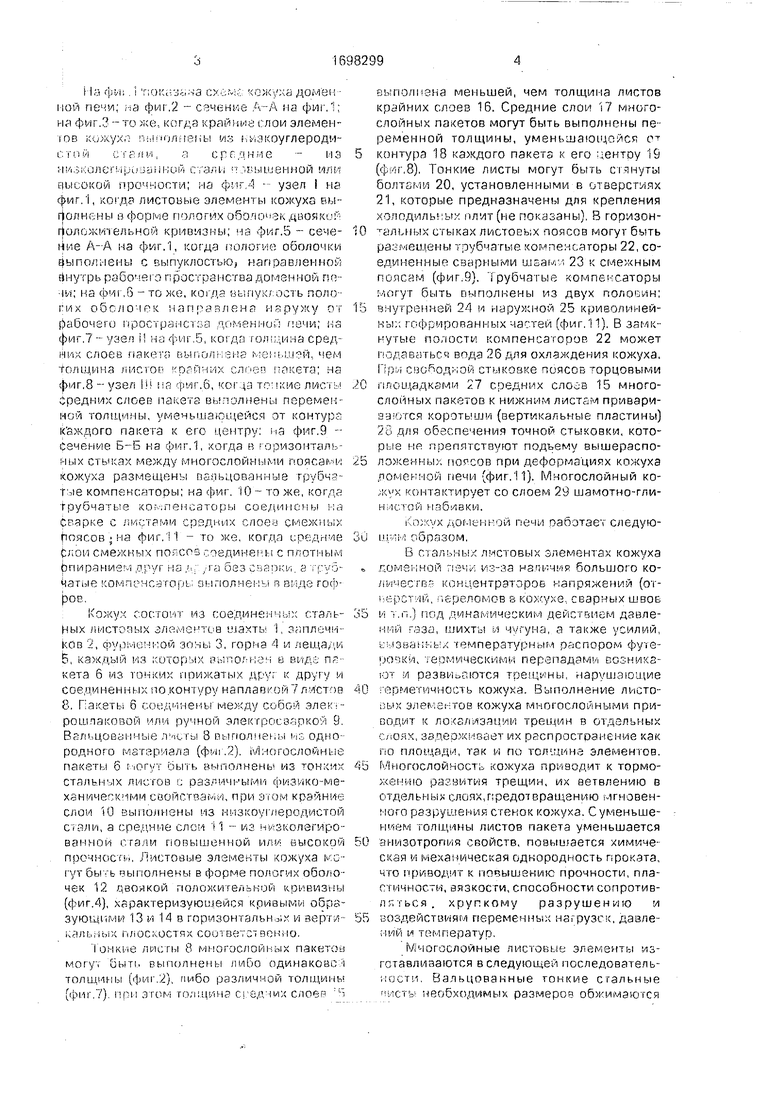
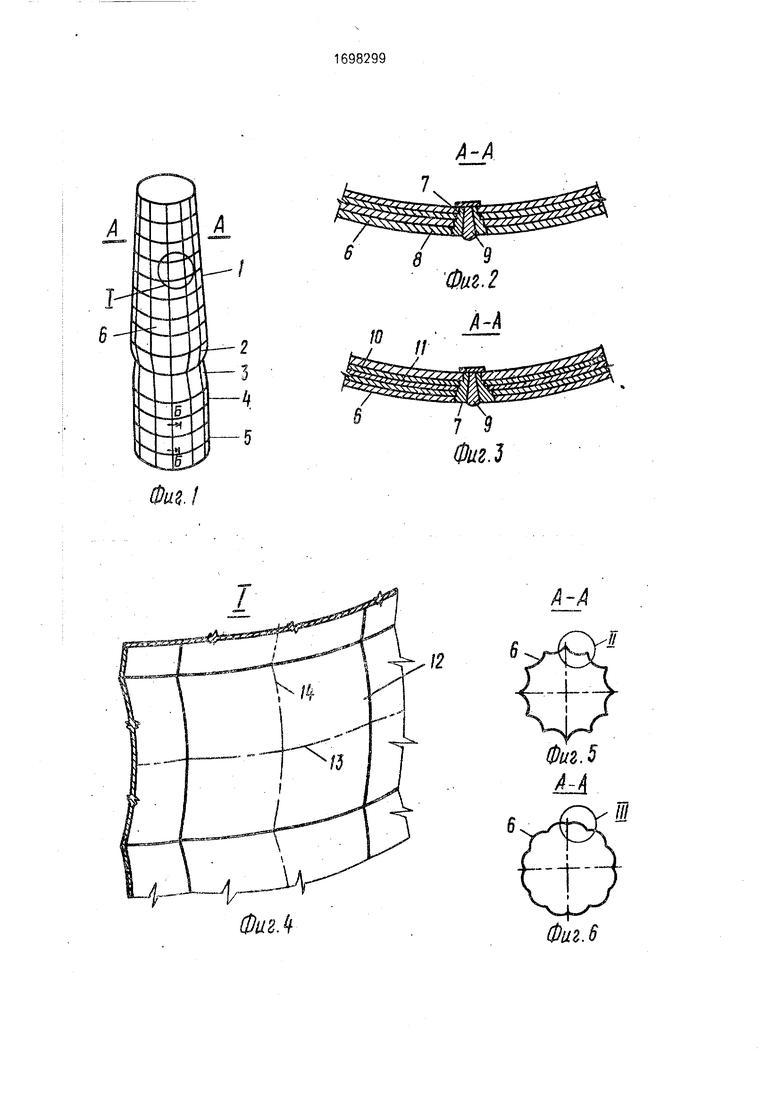
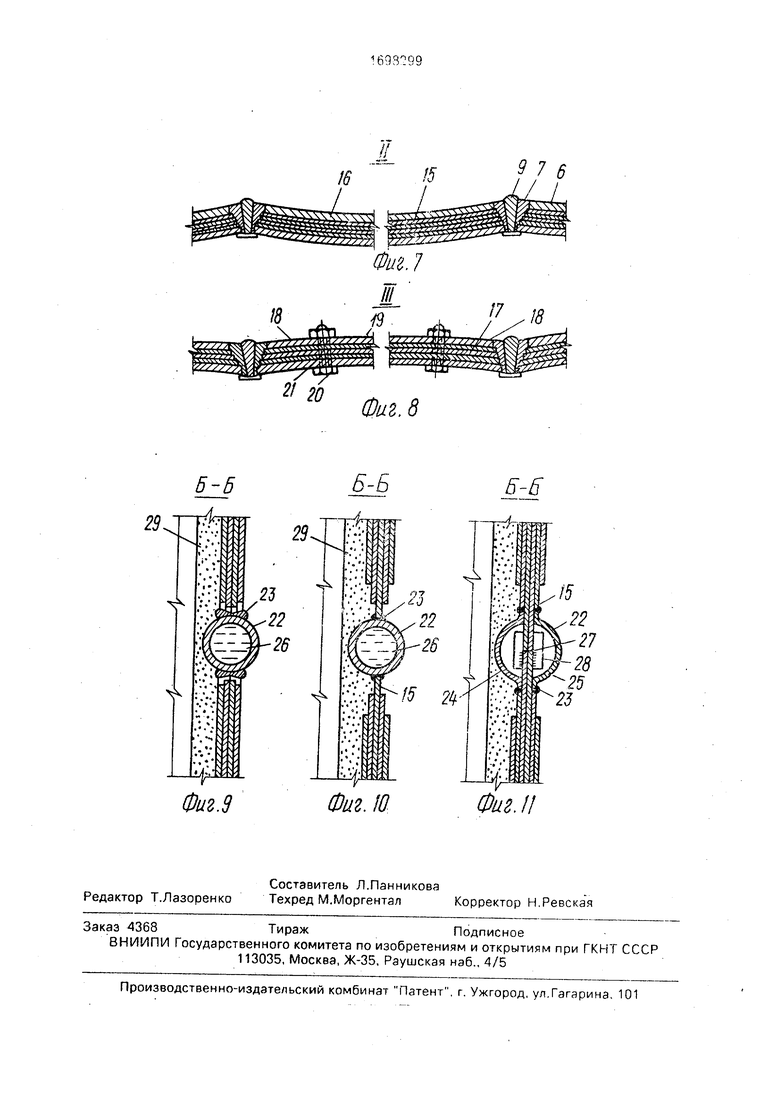
i la , i тюкоЗина кожуха домен - ной печи: па фиг.2 - сечение А-А на фиг.1; на фиг. же, когда крайние слои элементе кижухо пополнены из ы/.зкоуглероди- сго л cfci/iH, а средние - из iiviai Oflei vipujaimou ,. гали члвышенной или высоком прочности; на фиг.4 - узел I на фиг. 1, когда листовые элементы кожуха выполнены я форме пологих обапо1 ек двоякой положительной кривизны; на фиг.5 - сечение А-А на фиг.1, когда пологие оболочки выполнены с выпуклостью, направленной внутрь рабочего пространства доменной печи; на фи ,6 - тс же, когда выпуклость пологих оболочек направлена наружу от рабочего пространства доменной печи; на фиг.7 - узел II Не; фиг.о, когда толщина средних слоев пакета выгюл ена меньшей, чем толщина лиглов ргПчих слоив пакета; на фиг.8-узел IH ий фиг.6, когда тонкие листы средних слоев пакета выполнены переменной толщины, уменьшающейся от контурз каждого пакета к егс центру; на фиг.9 - сечение Б-Б на фиг.1, когда в горизонтальных стыках между многослойными поясами кожуха размещены вальцованные трубчатые компенсаторы; на фиг. Ю-то же, когда трубчатые компенсаторы соединены на сварке с листами средних слоев смежных поясов на фиг. i 1 - то же, когда средние слои смежных погсов соединены с ппотным опиранием аруг na,ii, ;ra без сварки, а трубчатые компенсаторь, выполнены в виде гофров.
Кожух сосго . П из соединенных стальных листооых элементов шахты 1, заплечиков 2, фурменной зоны 3, горна 4 и лещади 5, каждый из которых нылолнен в вида пакета 6 из тонких прижатых друг к другу и соединенных по контуру наплавкой листов 8. Пакеты б соединены между собой элею- рошлаковой или ручной электросваркой 9. Вальцованные л-чсгы 8 выполнены he однородного материала ( .2). Многослойные пакеты б гюгут быть выполнены из тонких стальных листов с различными физико-механическими свойствами, при этом крайние слои 10 выполнены из иизкоу леродистой стали, а средние слом 11 - из низколегированной стали повышенной или высокой прочности. Листовые элементы кожуха могут быть выполнены в форме пологих оболочек 12 двоякой положительной кривизны (фиг.4), характеризующейся кривыми образующими 13 и 14 в горизонтальных и вертикальных плоскостях соответственно.
Тонкие листы 8 многослойных пакетов могут быть выполнены либо одинаковой толщины (фиг.2), либо различной толщины (фиг.7). при этом толщина стедних слоев 5
выполнена меньшей, чем толщина листов крайних слоев 16. Средние слои 17 многослойных пакетов могут быть выполнены переменной толщины, уменьшающейся от
контура 18 каждого пакета к его центру 19 (фмг.8). Тонкие листы могут быть оячуты болтами 20, установленными в отверстиях 21, которые предназначены для крепления холодильных плит (не показаны). В горизон0 татлшх стыках листовых поясов могут быть размещены трубчатые компенсаторы 22, соединенные сварными швами 23 к смежным поясам (фиг.9). (рубчатые компенсаторы могут быть выполнены из двух полооин:
5 внутренней 24 и наружной 25 криволинейных гофрированных частей (фиг.11). В замкнутые полости компенсаторов 22 может подаваться вода 26 для охлаждения кожуха. При свободной стыковке поясов торцовыми
0 площадками 27 средних слоов 15 многослойных пакетов к нижним листам привариваются коротыши (вертикальные пластины) 20 для обеспечения точной стыковки, которые не препятствуют подъему вышераспо5 ложенных поясов при деформациях кожуха доменной печи (фиг.11). Многослойный кожух контактирует со слоем 29 шамотно-гли- н 1С.ЮЙ набивки.
доменной печи работает следую0 щим образом,
В стальных листовых элементах кожуха доменной печи из-за НЗГКЛЧИР большого количества концентраторов напряжений (от- иерст лй, переломов ъ кожухе, сварных швов
5 и т.п.) под динамическим действием давлений газа, шихты и чугуна, а также усилий, вызванных температурным распором футеровки, термическими перепадами возникают и развиьаются трещины, нарушающие
0 герметичность кожуха. Выполнение листовых элементов кожуха многослойными приводит к локализации трещин в отдельных слоях, задерживает их распространение как по площади, так и по толщине элементов.
5 Многосложность кожуха приводит к торможению развития трещин, их ветвлению в отдельных слоях,предотвращению мгновенного разрушения стенок кожуха. С уменьшением толщины листов пакета уменьшается
0 анизотропия свойств, повышается химическая и механическая однородность проката, что приводит к повышению прочности, пластичности, вязкости, способности сопротивляться, хрупкому разрушению и
5 воздействиям переменных нагрузок, давлений i температур.
Многослойные листовые элементы изготавливаются в следующей последовательности. Вальцованные тонкие стальные писты необходимых размеров обжимаются
по форме, соответствующей их положению в кожухе доменной печи, обвариваются по контуру с целью создания слоя нрпрзвлен- ного металла, необходимого для последующего выполнения разделки кромок мод сварку. После этого кромки многослойных элементов механической обработкой разделываются под электросварку. После снятия обжатия листовые элементы стягиваются болтами, устанавливаемыми в отверстиях, предназначенных для крепления холодильных плит. В таком состоянии листовые элементы устанавливаются в проектное положение и свариваются между собой,
Пакеты 6 могут быть выполнены из тон- ких стальных листов с различными физико- механическими свойствами. Целесообразно крайние слои элементов кожуха выполнять из низкоуглеродистой хорошо свариваемой стали, а средние слои - из низколегирован- ной стали повышенной или высокой прочности, например 09Г2С, 15хСНД, 09Г2МФБ, 16Г2АФЭШП. Толщина средних слоев 4 - 10мм.
Пакеты 6 могут быть выполнены из тонких листов , вальцованных, кованных или штампованных по форме криволинейных поверхностей в виде пологих оболочек двоякой положительной кривизны с вып/клостью, направленной либо внутрь, либо наружу от рабочего пространства доменной печи, Отношение стрелы подъема указанных оболочек к меньшей из сторон па/ета рекомендуется выбирать не более 1 /15 - 1 /20.
В процессе эксплуатации доменной печи в стальном кожухе и огнеупорной кладке возникают большие температурные деформации удлинения листовых элементов в раз- личных направлениях. Большие температурные напряжения и деформации являются одной из причин появления тре- щин в кожухе доменной печи. Установка трубчатых компенсаторов в горизонтальных стыках листовых элементов существенно повышает трещиностойкооть кожуха в вертикальном направлении. Сгыговка смеж- ных многослойных поясов кожуха только через средние тонкие слои обеспечивает преимущественно одноосное напряженное состояние поясов кохуха и исключение изгибающих моментов из плоскости стенок кожуха, что также повышает его трещино- стойкость и газоплотность. При этом распорные давления от футеровки, газов и шихты воспринимаются растянутыми в кольцевом направлении многослойными поясами кожуха доменной печи
Формула изобретения
1. Кожух доменной печи, содержащий соединенные на свзрке стальнче листовые
элементы шахты, заплечиков, горна, лещади, отличающийся тем, что, с целью повышения надежности и газоплотности ко- , за счет увеличения прочности, трещи- ностсп кос и и локализации возможных ра:эыгов кожуха листовые элементы РЫ полнены в виде многослойного пакета из гонких прижатых друг к другу вальцованных кованных или штампованных листов.
2 Кожух по п. 1,отличающийся TGM, что. с целью снижения материалоемкости кожуха, стальные листы выполнены с различным физико-механическими свойст- при этом крайниелисты пакета выполнены из - изкоуглеродистой стали, а средние - из низколегированной стали повышенной , высокой прочности,
3.Кояо х по п. 1,отличающийся тем, что листовые элементы выполнены в форме гюлогих оболочек двоякой положительной кривизны.
4.Кохух по п 1, о г л и ч а ю щ и и с я тем, чт оболочки листовых злеметов выполнены с выпуклостью, направленной внутрь рабочс о пространства доменной печи.
5 Кожух по п. 1,отличающийся тем, ч.о оболоикч листовых элементов выполнены с выпуклостью,направленной а на- сторону от рэбо«гго псостранства ломенчой течи
6.Кохух по п.1 отличающийся тем листа ткета выполнены одинаковой толщины
7.Кожух по п1,отличающийся тем, что листы пакета выполнены различной то щины, при этом толщина средних листов пакечз выполнена меньшеи, чем толщина крайних писточ пакета
8.Кожух по п. 1, о т ч и ч а ю щ и и с ч тем, что средние листы пакета выполнены переменной толщины, уменьшающейся от пеоиферии лтста к его центру
9.Koxvx по п.1, о т л и ч а ю щ и ft с я тем, что кожух выполнен из поясов с вальцованными трубчатыми компенсаторами в горизонтальных стыках кольцевого направления.
0 Кожух по п 1,отли°ающийся тем, что листы средних споев смежных поясов соединены на сварке с размещенными между ними трубчатыми компенсаторами
11. Кожух по п.1,отличающийся тем, чтс листы средних слоев смежных поя- гов соединены между собой а листы крайних сг.сев смежных поясов соединены на сварке посредством трубчатых компенсаторов, чыполненных из вщтренних и на- ружых криволинейных час iей в виде гофров.
в 9 Фиг.2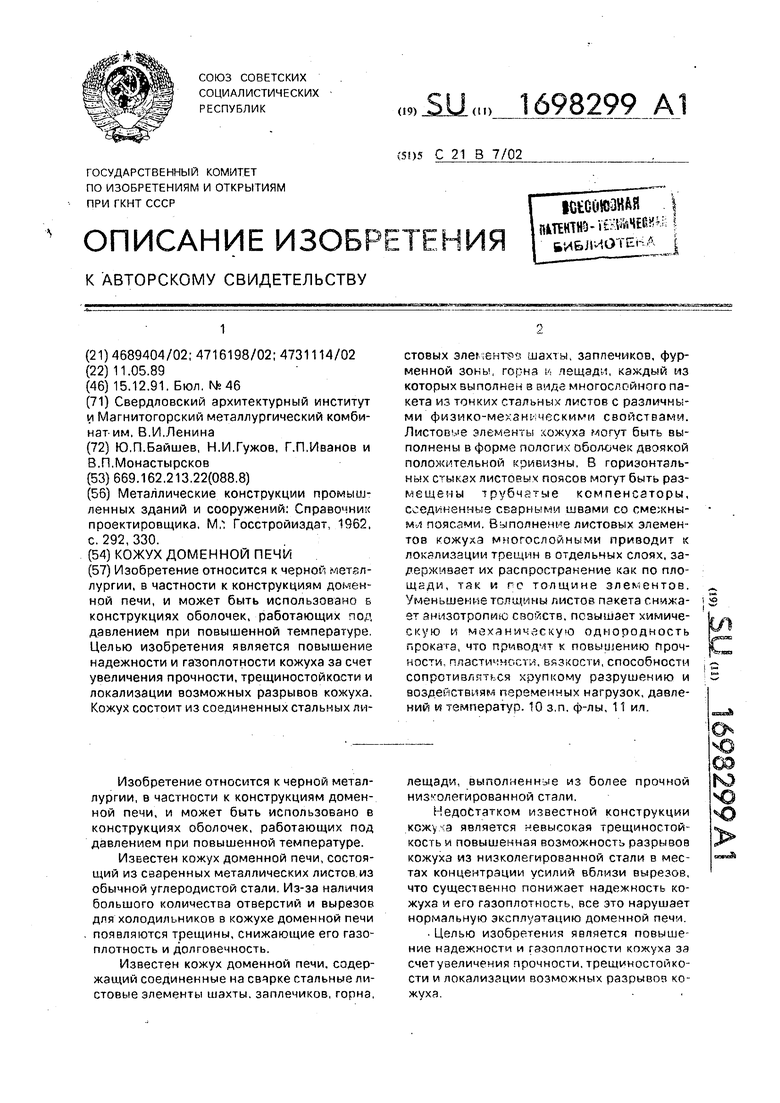
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка металлургических печей | 1989 |
|
SU1778193A1 |
| Днище лещади доменной печи | 1990 |
|
SU1786074A1 |
| Кожух доменной печи | 1989 |
|
SU1713933A1 |
| Устройство охлаждения доменнойпЕчи | 1979 |
|
SU831783A1 |
| Донышко низа лещади доменной печи | 1989 |
|
SU1669987A1 |
| ЗАСЫПНОЙ АППАРАТ ДОМЕННОЙ ПЕЧИ | 1972 |
|
SU337401A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДОМЕННОЙ ПЕЧИ | 1992 |
|
RU2022024C1 |
| Воздухонагреватель | 1989 |
|
SU1715850A1 |
| ОХЛАЖДАЮЩАЯ ПЛИТА ДЛЯ ШАХТНЫХ ПЕЧЕЙ | 1998 |
|
RU2205338C2 |
| Воздухонагреватель доменной печи | 1976 |
|
SU596626A1 |
Изобретение относится к черной металлургии, в частности к конструкциям доменной печи, и может быть использовано Б конструкциях оболочек, работающих под давлением при повышенной температуре. Целью изобретения является повышение надежности и газоплотности кожуха за счет увеличения прочности, трещиностойкости и локализации возможных разрывов кожуха. Кожух состоит из соединенных стальных листовых элементов шахты, заплечиков, фурменной зоны, горна v, пещздч, каждый из которых выполнен в виде многослойного пакета из тонких стальных листов с различными физико-механическими свойствами. Листовое элементы кожуха могут быть выполнены в форме пологих оболочек двоякой положитепьной кривизны. В горизонтальных стыках листовых поясов могут быть раз- мещеиы трубчатые компенсаторы, соединенные сварными швами со смежными поясами. Выполнение листовых элементов кожуха многослойными приводит к локализации трещин в отдельных слоях, задерживает их распространение как по площади, так и по толщине элементов. Уменьшение толщины листов снижает анизотропию свойств, повышает химическую и механическую однородность проката, что приводит к повышению прочности, пластичности, вязкости, способности сопротивляться хрупкому разрушению и воздействиям переменных нагрузок, давлений и температур. 10 з.п. ф-лы. 11 ич.
Фиъ.1
1
ФигЛ
Фиг. 6
18
6-6
Фиг.9
Фиг. Ю
976
Фиг. 7
Фиг. 8
Б-Б
Фиг. //
| Металлические конструкции промышленных зданий и сооружений: Справочник проектировщика, Мл Госстройиздат, 1962 | |||
| с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
