Изобретение относится к источникам питания переменного тока для электродуговой сварки преимущественно неплавящимся электродом в среде инертных газов.
Известен источник питания с тиристор- ным регулированием сварочного тока, в котором перерывы сварочного тока в моменты времени, когда тиристоры закрыты, заполняются током транзисторных ключей. Недостатком известного источника является сложность конструкции, вызванная необходимостью создания двух дополнительных источников постоянного тока, а также транзисторная коммутация этих источников. Кроме того, переход тока через ноль с крутым фронтом увеличивает шум сварочной дуги.
Цель изобретения - расширение технологических возможностей источника питания за счет увеличения диапазона регулирования сварочного тока и повышение сварочных свойств за счет улучшения процессов зажигания и стабилизации горения дуги.
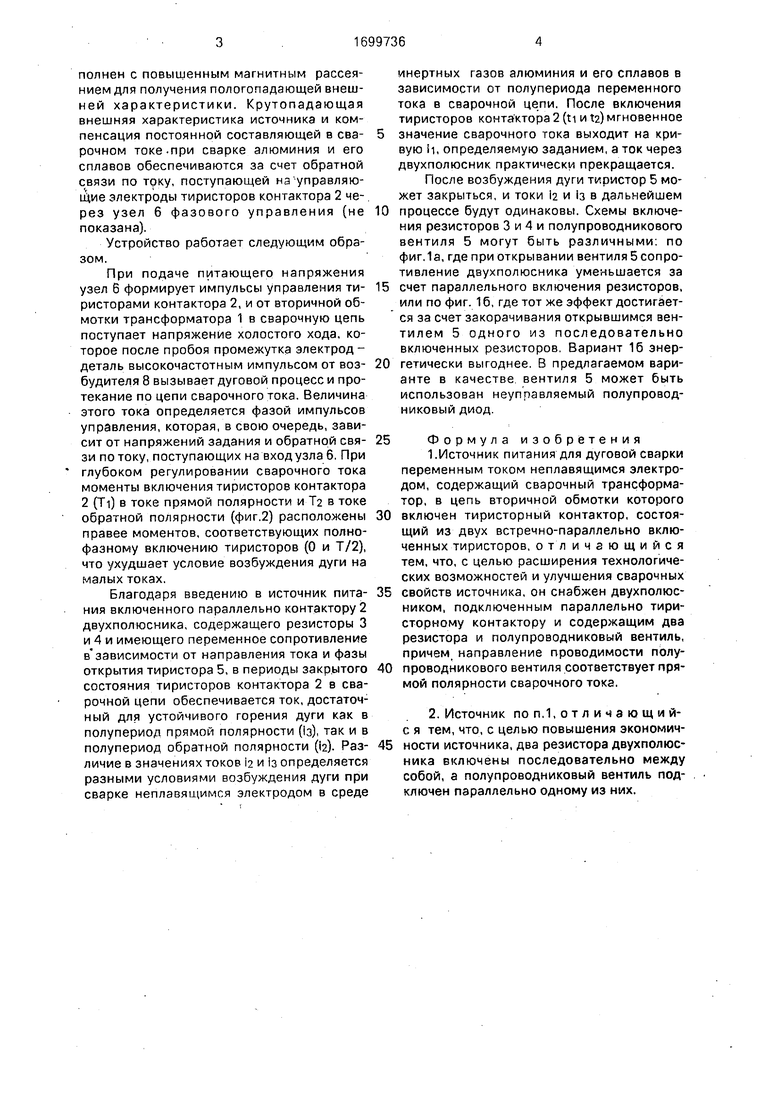
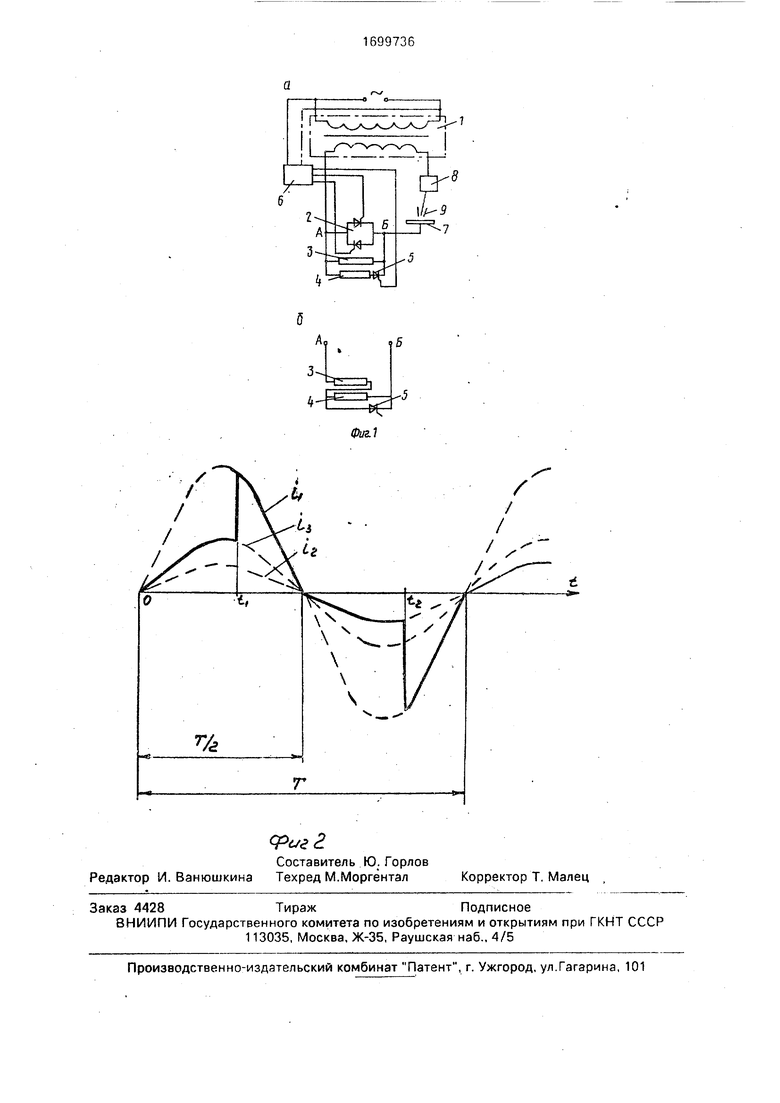
На фиг.1 изображена схема предлагаемого источника питания; на фиг.2 - осциллограмма токов в элементах сварочной цепи.
Источник питания состоит из трансформатора 1,тиристорного контактора 2,содер- жащего два встречно-параллельно включенных тиристора, резистивно-полу- проводникового двухполюсника, содержащего резисторы 3 и 4 и управляемый полупроводниковый вентиль (тиристор или транзистор) 5, а также узла 6 фазового управления тиристорами. Один из выводов вторичной обмотки трансформатора 1 через тиристорный контактор 2 подключен к свариваемой детали 7, а второй вывод - через высокочастотный возбудитель дуги 8 - к сварочной горелке 9.
Резистивно-полупроводниковый двухполюсник включен параллельно тиристор- ному контактору 2, причем направление проводимости управляемого полупроводникового вентиля 5 соответствует прямой полярности сварочного тока (плюс на изделии). Сварочный трансформатор 1 выо ю ю
XI W
о
.
полней с повышенным магнитным рассеянием для получения пологоладающей внешней характеристики. Крутопадающая внешняя характеристика источника и компенсация постоянной составляющей в сварочном токе-при сварке алюминия и его сплавов обеспечиваются за счет обратной связи по току, поступающей на управляющие электроды тиристоров контактора 2 через узел 6 фазового управления (не показана).
Устройство работает следующим образом.
При подаче питающего напряжения узел 6 формирует импульсы управления тиристорами контактора 2, и от вторичной обмотки трансформатора 1 в сварочную цепь поступает напряжение холостого хода, которое после пробоя промежутка электрод - деталь высокочастотным импульсом от возбудителя 8 вызывает дуговой процесс и протекание по цепи сварочного тока. Величина этого тока определяется фазой импульсов управления, которая, в свою очередь, зависит от напряжений задания и обратной связи по току, поступающих на вход узла 6. При глубоком регулировании сварочного тока моменты включения тиристоров контактора 2 (Ti) в токе прямой полярности и Та в токе обратной полярности (фиг.2) расположены правее моментов, соответствующих полнофазному включению тиристоров (0 и Т/2), что ухудшает условие возбуждения дуги на малых токах.
Благодаря введению в источник питания включенного параллельно контактору 2 двухполюсника, содержащего резисторы 3 и 4 и имеющего переменное сопротивление в зависимости от направления тока и фазы открытия тиристора 5, в периоды закрытого состояния тиристоров контактора 2 в сварочной цепи обеспечивается ток, достаточный для устойчивого горения дуги как в полупериод прямой полярности (з), так и в полупериод обратной полярности (ia). Различие в значениях токов z и з определяется разными условиями возбуждения дуги при сварке неплавящимся электродом в среде
инертных газов алюминия и его сплавов в зависимости от полупериода переменного тока в сварочной цепи. После включения тиристоров контактора 2 (ti и t2) мгновенное
значение сварочного тока выходит на кривую И, определяемую заданием, а ток через двухполюсник практически прекращается.
После возбуждения дуги тиристор 5 может закрыться, и токи г и з в дальнейшем
процессе будут одинаковы. Схемы включения резисторов 3 и 4 и полупроводникового вентиля 5 могут быть различными: по фиг.1а, где при открывании вентиля 5 сопротивление двухполюсника уменьшается за
счет параллельного включения резисторов, или по фиг. 16, где тот же эффект достигается за счет закорачивания открывшимся вентилем 5 одного из последовательно включенных резисторов. Вариант 16 энергетически выгоднее. В предлагаемом варианте в качестве вентиля 5 может быть использован неуправляемый полупроводниковый диод.
Формула изобретения
1.Источник питания для дуговой сварки переменным током неплавящимся электродом, содержащий сварочный трансформатор, в цепь вторичной обмотки которого
включен тиристорный контактор, состоящий из двух встречно-параллельно включенных тиристоров, отличающийся тем, что, с целью расширения технологических возможностей и улучшения сварочных
свойств источника, он снабжен двухполюсником, подключенным параллельно тири- сторному контактору и содержащим два резистора и полупроводниковый вентиль, причем направление проводимости полупроводникового вентиля соответствует прямой полярности сварочного тока.
2. Источник по п. 1,отличающий- с я тем, что, с целью повышения экономич- ности источника, два резистора двухполюсника включены последовательно между собой, а полупроводниковый вентиль подключен параллельно одному из них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для электродуговой сварки | 1976 |
|
SU707712A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1731512A1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Источник питания для сварки | 1988 |
|
SU1613262A1 |
| ТИРИСТОРНЫЙ ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441733C1 |
| Источник питания для сварки импульсной дугой | 1976 |
|
SU705750A1 |
| Источник питания для сварки на переменном токе | 1982 |
|
SU1076226A1 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
Изобретение относится к источникам питания переменного тока для электродуговой сварки неплавящимся электродом в среде инертных газов. Цель изобретения - расширение технологических возможностей источника питания за счет увеличения диапазона регулирования сварочного тока и повышение сварочных свойств за счет улучшения процессов зажигания и стабилизация горения дуги. Источник питания переменного тока для дуговой сварки неплавящимся электродом содержит трансформатор с повышенным рассеиванием и встречно-параллельно включенные во вторичную обмотку тиристоры. Паузы сварочного тока во время закрытия тиристоров заполняются током, ограниченным резисторами, включенными параллельно тиристорам. При этом для лучшего зажигания дуги ток в прямую и обратную полуволну имеет разные значения. 1 з.п. ф-лы, 2 ил.
| Источник питания для электродуговой сварки | 1976 |
|
SU707712A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
