Изобретение относится к дуговой сварке и может быть использовано при сварке плавящимся и неплавящимся электродом в среде защитных газов.
Цель изобретения - повышение надежности повторных возбуждений дуги за счет увеличения скорости нарастания сварочного тока при переходе его через нуль.
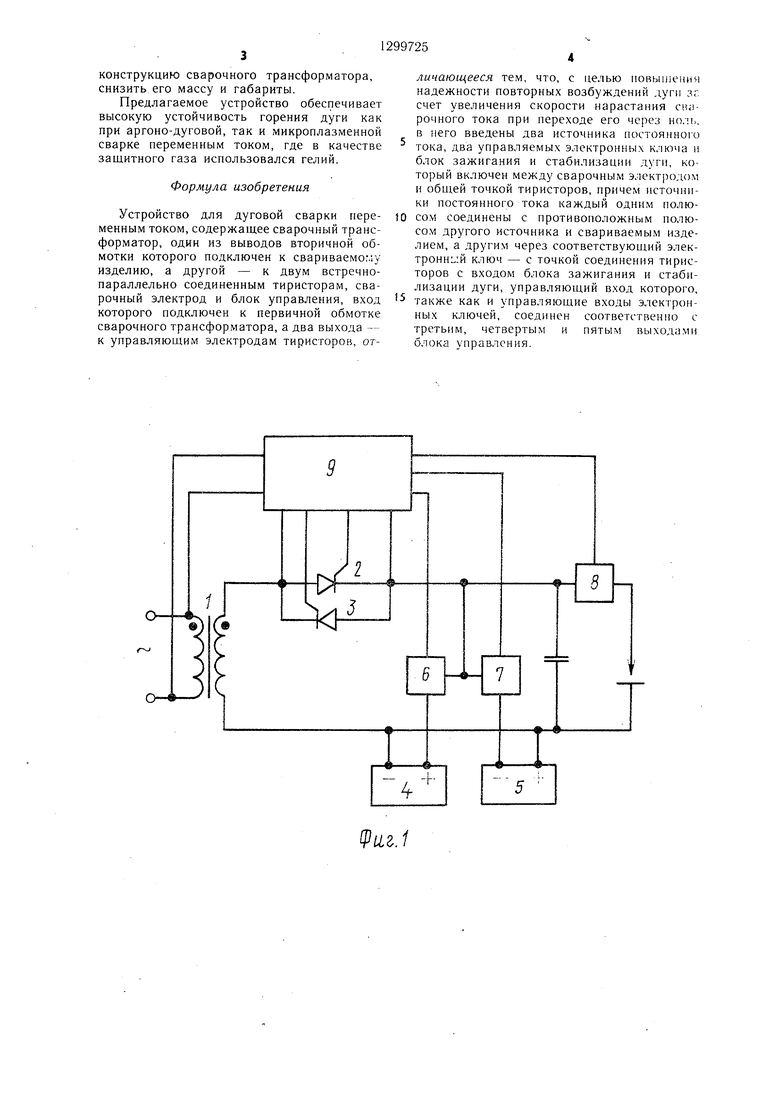
На фиг.1 изображена блок-схема устройства для дуговой сварки переменным током; на фиг.2 - электрическая принципиальная схема устройства для дуговой сварки переменным током.
Устройство (фиг.1) состоит из сварочного трансформатора 1, вторичная обмотка которого одним выводом подключена к изделию, а другим выводом к встречно-параллельно включенным тиристорам 2 и 3, источников 4 и 5 постоянного тока, управляемых полупроводниковых ключей 6 и 7, блока 8 зажигания и стабилизации горения дуги, включенного последовательно в цепь электрода. Вывод «минус источника 4 и «плюс источника 5 подключены к изделию, а вывод «плюс источника 4 и «минус источника 5 через управляемые полупроводниковые ключи б и 7 соответственно подключены к точке соединения тиристоров 2,3 с блоком 8. Управление тиристорами 2, 3, полупроводниковыми ключами 6, 7 и блоком 8 производится из блока 9 управления.
Устройство работает следующим образом.
При положительной полуволне питающего напряжения из блока 9 управления импульсы напряжения поступают на блок 8, ключ 6, тиристор 2. Высоковольтным напряжением, вырабатываемым блоком 8, производится ;1робой промежутка «электрод-изделие. При этом загорается дуга. Ток, протекающий через тиристор 2, ограничен внутренним сопротивлением трансформатора 1, а ток, протекающий через ключ 6, ограничен внутренним сопротивлением источника 4.
При отрицательной полуволне питающего напряжения из блока 9 управления импульсы напряжения поступают на блок 8, тиристор 3, ключ 7, при этом ключ 6 заперт. Ток, протекающий через тиристор 3, ограничен внутренним сопротивлением трансформатора 1, а ток, протекаемый через ключ 7, ограничен внутренним сопротивлением источника 5.
Изменение величины сварочного тока производится путем фазового регулирования тиристоров 2 и 3. При этом ток, протекающий через трансформатор 1, имеет разрывы во времени. Но в силу того, что ключи 6, 1 переключаются только при смене полярности тока, протекающего через -трансформатор 1, ток в дуговом промежутке поддерживается от источников 4 или 5 в зависимости от полярности на дуге.
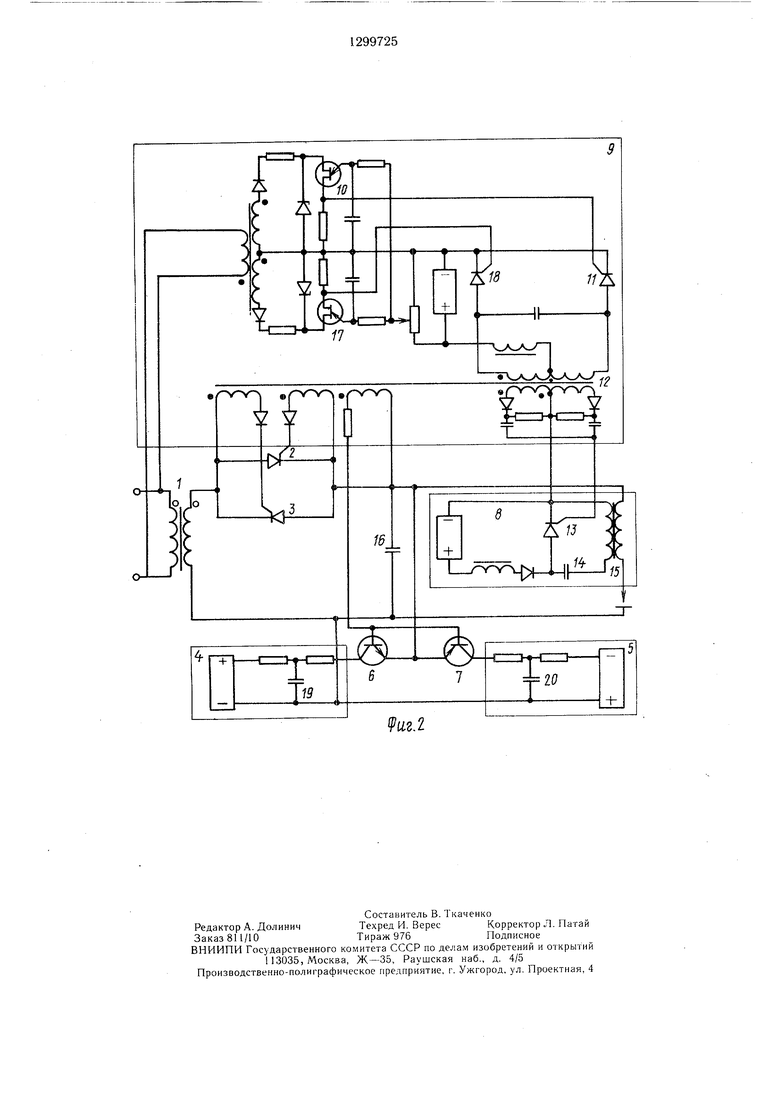
Одним из исполнений устройства для дуговой .сварки переменным током является
схема электрическая принципиальня (фиг.2), которая работает следующим образом. При положительной полуволне питающего напряжения срабатывает однопереходной транзистор 10, который вызывает включение тиристора 11. Через правую первичную полуобмотку трансформатора 12 начинает протекать ток. Со вторичной обмотки трансформатора 12 продифференцированный импульс напряжения поступает на тиристор 13
0 блока 8, при этом конденсатор 14 разряжается на первичную обмотку импульсного трансформатора 15. Высоковольтное напряжение со вторичной обмотки трансформатора 15 через конденсатор 16 прикладывается к промежутку «электрод-изделие и ipo бивает его. Одновременно напряжение поступает на управляющий электрод тиристора 2 и на базу транзистора ключа 6. При этом загорается дуга между электродом и изделием. Ток, протекающий через
Q тиристор 2, ограничен внутренним сопротивлением сварочного трансформатора 1, а ток, протекающий через ключ 6, ограничен внутренним сопротивлением источника 4. После окончания протекания тока через тиристор 2 он запирается, а ток в дуго5 вом промежутке поддеричивается источником 4. При отрицательной полунолне питающего напряжения срабатывает однопереходной транзистор 17, что вызывает открытие тиристора 18 и как следствие запирание тиристора 11. Теперь ток протекает через левую
0 первичную полуобмотку трансформатора 12. При этом срабатывает тиристор 3 блока 8, открывается тиристор 3 и транзитор ключа 7, загорается дуга противоположной полярности, а транзистор ключа 6 закрывается. Так как поступающее с обмоток трансформатора 12 напряжение имеет трапецеидальную форму, . то включение ключа 7, тиристора 3 и тиристора 13 происходит с некоторым запаздыванием по отнощению к моменту выключения ключа 6, что необхоQ димо для обеспечения восстановления транзистором ключа 6 своих запирающих свойств. Далее все процессы повторяются аналогично.
Для повышения крутизны переднего фронта непрерывного переменного тока в ис5 точниках постоянного тока 4 и 5 введены конденсаторы 19 и 20 соответственно.
5
Использование предлагаемого устройства дуговой сварки переменным током позволяет повысить устойчивость горения дуги, а следовательно, и качество сварного соединения.
По сравнению с серийными установками для сварки переменным током, где регулирование сварочного тока осуществляется за счет подмагничивания сварочного трансформатора, предлагаемое устройство для дуговой сварки переменным током обеспечивает более стабильный процесс горения сварочной дуги, кроме того, позволяет упростить
конструкцию сварочного трансформатора, снизить его массу и габариты.
Предлагаемое устройство обеспечивает высокую устойчивость горения дуги как при аргоно-дуговой, так и микроплазменной сварке переменным током, где в качестве защитного газа использовался гелий.
Формула изобретения
Устройство для дуговой сварки переменным током, содержащее сварочный трансформатор, один из выводов вторичной обмотки которого подключен к свариваемому изделию, а другой - к двум встречно- параллельно соединенным тиристорам, сварочный электрод и блок управления, вход которого подключен к первичной обмотке сварочного трансформатора, а два выхода - к управляющим электродам тиристоров, от
линающееся тем, что, с целью повышения надежности повторных возбуждений дуги зг счет увеличения скорости нарастания cn;i- рочного тока при переходе его через нол,, в него введены два источника постоянно1-о тока, два управляемых электронных ключа и блок зажигания и стабилизации дуги, который включен между сварочным электродом и общей точкой тиристоров, причем источники постоянного тока каждый одним полюсом соединены с противоположным полюсом другого источника и свариваемым изделием, а другим через соответствующий элек- TpOHHL J ключ - с точкой соединения тиристоров с входом блока зажигания и стабилизации дуги, управляющий вход которого, также как и управляющие входы электронных ключей, соединен соответственно с третьим, четвертым и пятым выходами блока управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| Устройство для дуговой сварки переменным током | 1982 |
|
SU1423314A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1992 |
|
RU2047436C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2284884C2 |
| Устройство для дуговой сварки переменным током | 1980 |
|
SU935225A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
Изобретение относится к дуговой сварке переменным током и может быть использовано в сварочном производстве при сварке плавящимся и неплавящимся электродами в среде защитных газов. Изобретение позволяет повысить надежность повторных возбуждений дуги за счет увеличения скорости нарастания сварочного тока при переходе его через ноль. Возбуждение дуги в устройстве происходит при суммировании импульсов передних фронтов переменного тока непрерывной дуги и импульсов основного сварочного тока. Это обеспечивается введением в устройство двух источников постоянного тока, подключаемых к дуговому промежутку через два управляемых ключа, и блока зажигания и стабилизации дуги. Моменты включения напряжения того или иного источника постоянного тока, основного сварочного тока и блока зажигания и стабилизации дуги определяются блоком управления и синхронизированы с напряжением сети. 2 ил. (О (Л to со со Ю СП
VliZ.I
иг.1
| Устройство для возбуждения и стабилизации процессов горения дуги | 1975 |
|
SU567563A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки переменным током | 1980 |
|
SU935225A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Белинский С | |||
| М | |||
| и др | |||
| Оборудование для сварки неплавящимся электродом в среде защитных газов | |||
| Л.: Энергия, 1975, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
