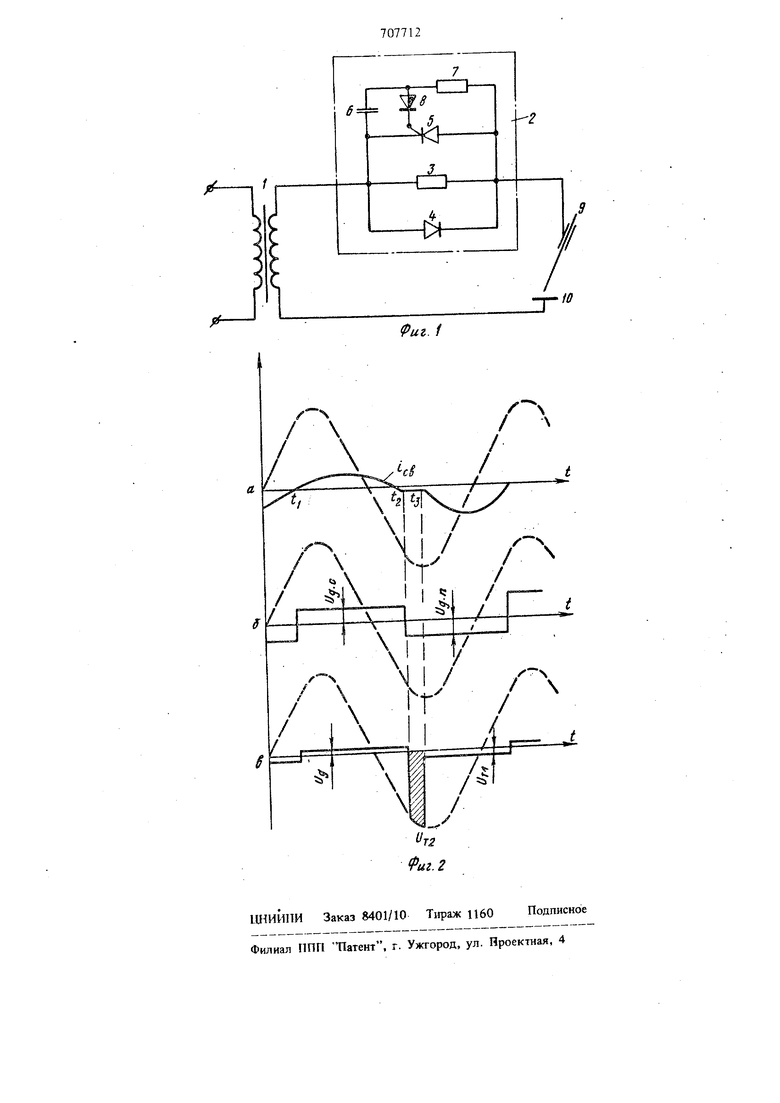
Изобретение относится к оборудованию для электродуговой сварки, в частности к источ никам питания для сварки наплавящимся эпект родом в среде инертных газов на переменнрм токе преимущественно алюминия. Особенностью указанного процесса сварки является наличие в переменном токе дуги значительной постоянной составляющей, что объясняется различной проводимостью дугового промежутка в полупериоды прямой и обратной полярности дугового напряжения. Известен источник питания для дуговой свар ки неплавящимся электродом в среде инертных газов, предусматргтающий подавление постоянной составляющей сварочного тока. Источник оснащен тиристорным регулятором сварочного тока, который позволяет раздельно регулировать длительность протекания прямой и обратной полуволн тока 1. Недостатками этого источника являются наличие тиристорного регу.1ятора тока и сложность схемы управления регулятором. Известен также источник питания для сварк неплавящимся электродом в среде инертных газов на переменном токе, содержащий сварочш ш трансформатор с регунятором тока, в котором подавление постоянной составляющей осуществляется за счет включения в силовую цепь двухполюсника из параллельно включенных диода и резистора 2. Недостатками истоппжа являются необходимость его перенастройки при изменении режима сварки, а также значительные энергетические потери, Бызванн1 1е протеканием прямой полуволны тока через резистор двухполюсн1п а. Цель изобретения - устранение перенастройки подавляющего устройства от режима к режиму п сш1же гяе энергетических потерь. Поставленная цель достигается тем, что в устройство введены тиристор с переключающим , диодом, включенный встречно-параллельно диоду двухполюсника, и линия задержки. Кроме того, Л1гаия задержки на включение тиристора выполнена в виде RC-uerai, подключенной к аноду и катоду тиристора, а общая точка RC-цепи связана с управляющим электродом тиристора через переключающий диод. 370 Параметры RC-цепи выбираются из расчета обеспече1шя времени задержки, при котором среднее напряжение на двухполюснике равно разности напряжений на для обратной и прямой полуволн сварочного тока. Поскольку соотношенис напряжений U д.п. и и д.о. от сварочного тока практически не зависит, то в процессе сварки на любом режиме параметры линии задержки (время зш ержки реизменны. Сущность изобретения поясняется чертежами где на фиг. 1 изображена схема предлагаемого источника питания; на фиг. 2 временные характеристики токов и напряжений на злемен тах устройства, где а - ток в цепи электродизделие, б - напряжение на дуговом промежутк в - напряжение на двухполюснике; пунктиром показано напряжение холостого хода сварочног трансформатора. Источник питания содержит регулир емый сварочный трансформатор 1, двухполюсник 2 для подавления постоянной составляющей сварочного тока, резистор 3 двухполюсника , диод 4, тиристор 5, конденсатор 6, резистор 7 RCцепочки, переключающий диод 8, электрод 9 и изделие 10. Устройство работает следующим образом. Во вторичную цець сварочного трансформатора 1 с регулятс ом тока любой модификащ включен двухполюсник 2, состоящий из встреч но-параллельно включенных резистора 3, диод 4 и тиристора 5 с лившей задержки из конден сатора 6 и резистора 7. Общая точка линии задержки подключена к управляющему электроду тиристора через переключающий диод 8. Последовательно с двухполюсником включай дуговой промежуток с электродом 9 и изделием 10. Полярность включения диода 4 обеспечивае протекание тока обратной полярности. В полупериод обратной полярности tj -tj сварочный ток беспрепятственно проходит через диод 4 (фиг.1). После прекращения тока обратной полярности (момент tj) наступает пауза основного тока. Ток дуги поддерживается через резистор 3. На двухполюснике напряжение скачками возрастает до величины, близкой к напряжени Uxx- Начинается заряд конденсатора 6 через езистор линии задержки 7. После заряда коненсатора до напряжения переключения диода 8 переключения послсллесо включается тирисор 5 (момент времени ts), напряжение на вухполюснике скачком падает. Мощность, рассеиваемая на резисторе 3, неначительна, поскольку резистор пропускает ок только во время задержки включения тиристора, и величина сопротивления резистора выбирается достаточно большой из условия поддержания минимального тока дуги. Предлагаемое изобретение позволяет простыми средствами без переналадки устройства исключать постоянную составляющую сварочного тока за счет уравнивания средних значений напряжений на регуляторе тока соответств тощих прямой и обратной полярностей, а также повысить энергетические показатели источ 1ика. Формула изобретения 1.Источник питания для злектродутовой сварки, содержаидий сварочный трансформатор с регулятором тока, и устройством для подавлен1«г постоятюй составляющей , выполненным в виде двухполюсника из параллельно включенных диода и резистора, отличающийс я тем, «то, с целью устранения перенастройки подавляющего устройства и снижение энергетических потерь, в устройство введены тиристор с переключающим диодом, подключенный встреч-. но-нараллельно ддоду двухполюсника, и линия задержки. 2.Источник питания по п.i, о т л и ч а ющ и и с я тем, что линия задержзси на включение тиристора выполнена в виде RC-цепи, подключенной к аноду и катоду тиристора, а общая точка RC-цепи связана с управляющим электродом тиристора через переключающий . Источники информации, пр шятые во внималие при экспертизе 1.Белинский С. М. и др. Оборудование для сварки неплавящимся электродом в среде инертных газов,. М., Энергия, 1975, с.54. 2.Патон Б. Е. и др. Электрооборудование для дуговой и щлаковой сварки. М., Мащиностроение, 1966, с34, рис.1-30.
сЬ
10
Фиг. 1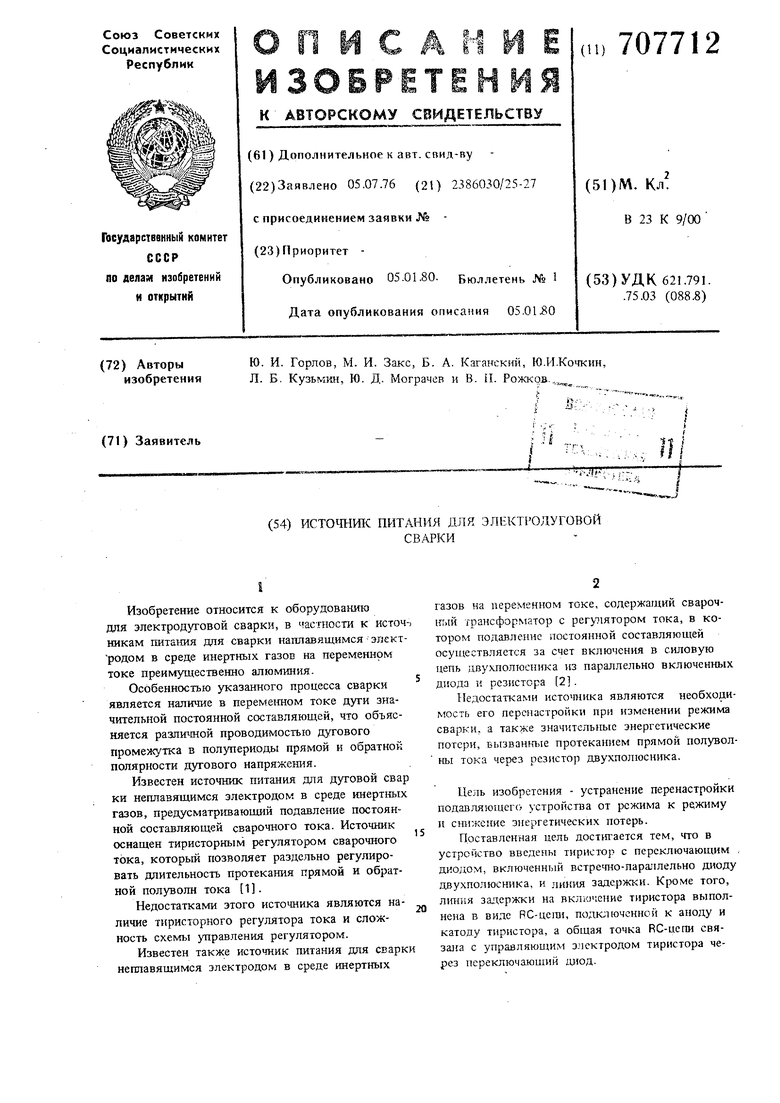
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| Устройство для компенсации постоянной составляющей при сварке на переменном токе | 1980 |
|
SU893440A1 |
| Стабилизатор сварочной дуги переменного тока | 1979 |
|
SU791488A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| Источник питания для сварки на переменном токе | 1982 |
|
SU1076226A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| Ограничитель напряжения холостого хода источников сварочного тока | 1983 |
|
SU1174204A1 |
| Устройство питания для дуговой сварки | 1982 |
|
SU1107974A1 |