sdb
555
X
3
Ј
со
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1991 |
|
SU1814980A1 |
| Резец с механическим креплением режущей пластины | 1988 |
|
SU1521530A1 |
| ИНСТРУМЕНТ ДЛЯ СЪЕМНОГО ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ (ВАРИАНТЫ) И СПОСОБ ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ В ИНСТРУМЕНТЕ | 2008 |
|
RU2456127C2 |
| СБОРНЫЙ РЕЗЕЦ | 1993 |
|
RU2049599C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2000 |
|
RU2211750C2 |
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |
| Сборный резец | 1986 |
|
SU1424981A1 |
| Режущий инструмент,например резец | 1982 |
|
SU1136893A1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2007 |
|
RU2443512C2 |
| Резец | 1980 |
|
SU1697979A1 |
Изобретение относится к средствам обработки металлов резанием. Целью изобретения является повышение стойкости посредством увеличения надежности крепления режущей пластины. Режущий инструмент содержит корпус 1, в гнезде которого установлена режущая пластина 2, закрепляемая штифтом 3, прихватом 4 и стопорным болтом 5. Режущая пластина имеет ширину Н, толщину д и диаметр отверстия do. При зажиме пластины 2 создаются усилия PI, поджимающее ее к основанию гнезда, и Р2, поджимающее пластину к боковой стенке гнезда. Усилие Рг возникает в результате взаимодействия упругого лепестка, образованного сквозным пазом в штифте 3, с глухим отверстием корпуса 1. 4 ил.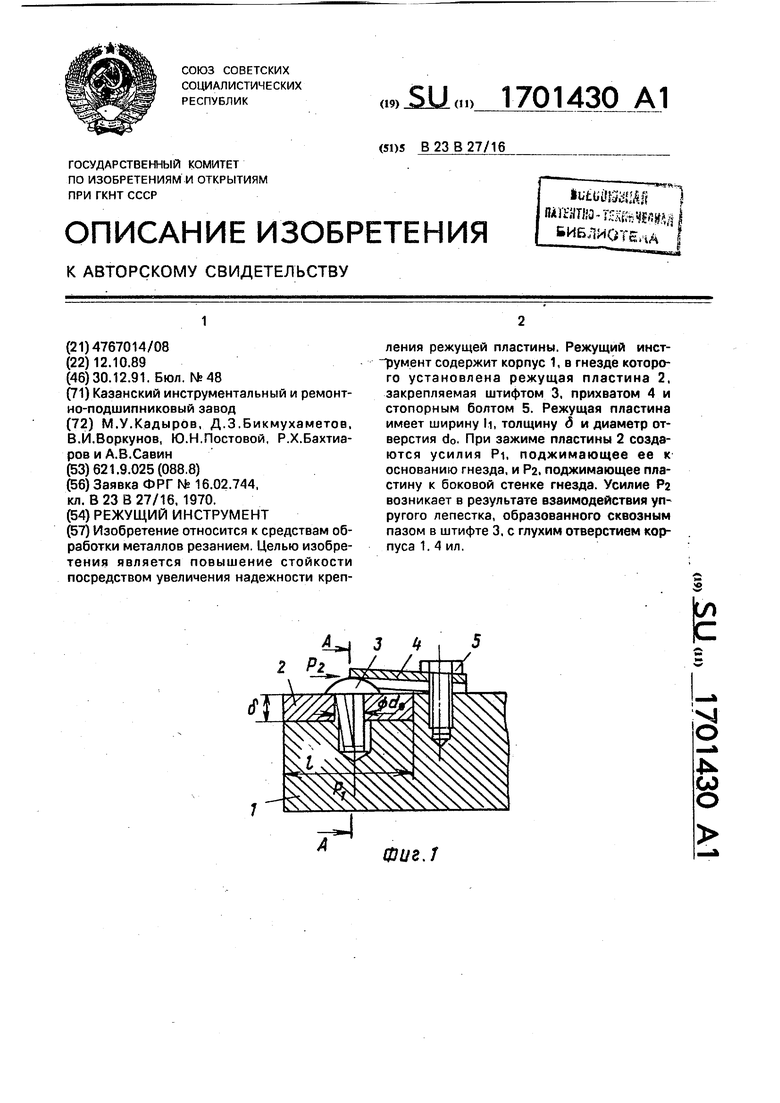
Фиг.1
Изобретение относится к обработке материалов резанием, в частности к области обработки металлов.
Цель изобретения - повышение стойкости посредством увеличения надем ности крепления режущей пластины.
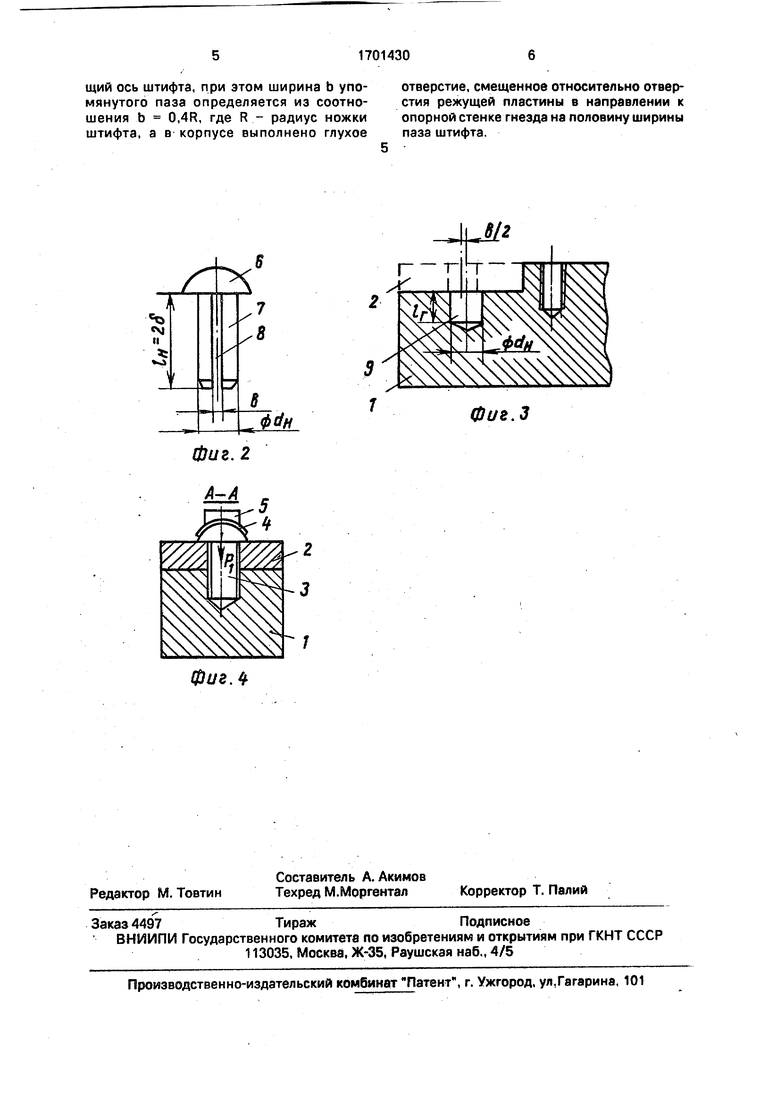
На фиг.1 показан инструмент, общий вид; на фиг.2 - штифт; на фиг.З - гнездо корпуса; на фиг.4 - сечение А-А на фиг.1.
Режущий инструмент содержит корпус 1, режущую пластину 2 с отверстием, имеющим диаметр do, шириной I и толщиной д , штифт 3, осуществляющий с помощью прижимных усилий Pi и Р2 силовые замыкания режущей пластины 2 по основанию и боковой стенке, прихват 4 и стопорный болт 5.
Штифт 3 выполнен в виде заклепки с полукруглой головкой 6 и цилиндрической ножкой 7. Диаметр 6н цилиндрической ножки 7 равняется диаметру do отверстия режущей пластины 2, длина к равна 2 д , где 3 - толщина режущей пластины. По оси цилиндрическая ножка 7 прорезана по всей длине сквозным пазом 8, шириной, определяемой из зависимости b 0,4R, где b - ширина паза; R - радиус окружности сечения цилиндрической ножки 7.
Сквозной паз 8 делит цилиндрическую ножку 7 на две равные половины (лепестки), которым после соответствующей термообработки придают свойства плоской пружины, обеспечивающие получение упругой деформации с прогибом при зажиме на ширину паза 8.
Гнездо корпуса 1 снабжено глухим отверстием 9 с диаметром cV, равным диаметру отверстия do режущей пластины 2 и
1н
глубиной г, равной у + 1 мм, где 1 мм -это
зазор, исключающий касание основания глухого отверстия 9 торцом цилиндрической ножки 7. Ось глухого отверстия 9 расположена в плоскости продольного сечения корпуса 1, параллельно оси отверстия режущей пластины 2 и смещена относительно ее в сторону опорной стенки гнезда корпуса 1 на
половину ширины - паза 8. Такое смещение предназначено для обоазования упругой деформации на лепестке цилиндрической ножки 7 в процессе вхождения ее с прогибом по месту контакта в глухое отверстие 9. Накопленная энергия за счет упругой деформации расходуется штифтом 3 на перемещение режущей пластины 2 в направлении к опорной стенке гнезда корпуса 1 и прижатие ее к ней с усилием Р2, т.е. расходуется на силовое ззмыканме режущей пластины 2 боковой стенкой.
Прихват 4 имеет в поперечном сечении полукруглую форму и соответствует по форме полукруглой головке 6 штифта 3. В задней части прихват имеет отверстие под стопорный болт 5. Передача прижимного усилия PI осуществляется через передний конец прихвата 4 в результате завинчива0 ния болта 5.
Сборка режущего инструмента производится следующим образом,
В гнездо корпуса 1 устанавливается режущая пластина 2. В отверстие режущей
5 пластины 2 вставляется штифт 3, который доставляется на ширину фаски цилиндрической ножки 7 в глухое отверстие 9. Затем на полукруглую головку б штифта 3 накладывается сверху передний конец прихвата 4, за0 дняя часть которого предварительно поджата через отверстие стопорным болтом 5 к корпусу .
Закрепление режущей пластины 2 проводится путем закручивания стопорного
5 болта 5. Во время закручивания болта 5 прихват 4 перемещает штифт 3 в низ глухого отверстия 9. Одновременно в процессе перемещения штифта 3 вниз происходит его перемещение за счет упругой деформации
0 (прогиба лепестка цилиндрической ножки 7) в сторону смещения оси глухого отверстия 9. В процессе такого перемещения штифт 3 перемещает режущую пластину 2 и прижимает ее боковой стороной к опорной стенке
5 гнезда корпуса 1 с усилием Ра. Кроме того, прихват4 начинает прижимать полукруглую головку 6 к режущей пластине 2 по поверхности контакта. Получаемое усилие Pi одно- временно прижимает саму режущую
0 пластину 2 к основанию гнезда корпуса 1, т.е. происходит силовое замыкание режущей пластины 2 по основанию.
Раскрепление режущей пластины 2 производится путем откручивания стопорного
5 болта 5.
Формула изобретения Режущий инструмент, содержащий корпус, в гнезде которого, ограниченном основанием и боковой стенкой, установлена
0 режущая пластина, закрепляемая с помощью штифта, содержащего цилиндрическую ножку, размещенную в отверстии режущей пластины, и головку для взаимодействия с передней поверхностью режу5 щей пластины и прихвата, прижимаемого к голоске штифта стопорным болтом, о т л и ч а- ю щ и и с я тем, что, с целью повышения стойкости за счет увеличения надежности крепления режущей пластины, в ножке штифта выполнен сквозной паз, пересекающий ось штифта, при этом ширина b упомянутого паза определяется из соотношения b 0.4R, где R - радиус ножки штифта, а в корпусе выполнено глухое
Фиг. 2 А-А
Фигл
отверстие, смещенное относительно отверстия режущей пластины в направлении к опорной стенке гнезда на половину ширины паза штифта.
Фие.З
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
