высоте режущей пластины hp и ширине паза Ьп гнезда головки корпуса 1. Данное значение взято с учетом исключения выступления верхней кромки сегментной пластины за верхнюю поверхность режущей пластины после ее установки в гнезде корпуса. Толщина сегментной пластины д и высота сегмента he были подобраны так, чтобы выполнялось условие PiS: P2, т.е., чтобы можно было упруго деформировать (выпрямить) сегментную пластину при установке режущей пластины 2 в гнезде головки корпуса 1 закручиванием (от руки с помощью отвертки) винта 3 с диаметром, равным диаметру отверстия режущей пластины 2. В случае режущую пластину невозможно установить (опустить) на опорное основание гнезда головки корпуса 1, поскольку усилие Pi, получаемое при завинчивании винта 3, не может преодолеть силу упругой деформации Р2, создаваемую сегментной пластиной 4, в результате чего происходит заклинивание кромки касания режущей пластины 2 о выпуклую поверхность сегментной пластину 4. Увеличение усилия Pi дополнительными средствами приводит к разрушению как режущей пластины 2 (к слому по середине из-за отсутствия опоры в центре), так и к срыву резьбы на винту 3 и в глухом отверстии гнезда головки корпуса 1. С учетом факторов, определяющих силу упругой деформации Р2, методом подбора были установлены опытным путем (для режущих пластин, имеющих диаметр отверстия 6 и 8 мм) толщина сегментной пластины 5 и высота сегмента hc, составившие соответственно 0,35-0,5 мм и 1,0-1,3 мм,
Глухое отверстие головки корпуса 1 выполнено с резьбой, соответствующей резьбе винта 3, а ось его отстоит от лицевой кромки основания головки корпуса на расстоянии, равном половине длины режущей пластины 2 и расположена соосно оси ее отверстия. Длина опорного основания гнезда головки корпуса 1 берется от лицевой кромки до упорной стенки, равной сумме длины, режущей пластины 2 и толщины д сегментной пластины 4.
Сборка режущего инструмента проводится следующим образом,
В паз гнезда головки корпуса 1 вставляется сегментная пластина 4. Затем в отверстие режущей пластины 2 вставляется винт 3. В таком виде режущая пластина 2 с винтом 3 устанавливается в гнезде головки корпуса 1. Ножка винта 3 довставляется в глухое отверстие головки корпуса 1 и двумя- тремя оборотами от руки прихватывается на резьбу, а далее, путем завинчивания винта
3 с помощью отвертки, осуществляется окончательное закрепление режущей пластины 2.,
Во время завинчивания винта 3 головка
его перемещает вниз режущую пластину 2, которая в процессе перемещения скользит боковой стороной по выпуклой поверхности сегмента 4, деформирует ее (т.е. выпрямляет) и садится основанием на опорную поверхность гнезда головки корпуса 1. В этот момент осуществляется окончательное завинчивание винта 3 и прижатие его головкой режущей пластины 2 с усилием Pi, т.е. происходит силовое замыкание режущей пластины 2 по основанию. В результате выпрямления сегментной пластины 4 возникает постоянно действующая на боковую сторону режущей пластины 2 сила упругой деформации Р2. Благодаря силе Р2 происходит силовое замыкание режущей пластины 2 по боковой стороне с прижатием к винту 3.
Для обоснования положительного эффекта от предлагаемого режущего инструмента были проведены испытания на стойкость (работоспособность) по ГОСТу 21492-87. Согласно требованиям данного ГОСТа оценивались во время испытаний . следующие параметры: выкрашивание, износ, прослабление крепления, перекосы.
Для сравнения и оценки полученных результатов были проведены аналогичные испытания с резцом, у которого механическое крепление режущей пластины соответствовало прототипу, т.е. без сегментной пластины. По полученным результатам было установлено, что срок эксплуатации предлагаемого резца выше почти в 2 раза.
Таким образом в результате введения
сегментной пластины в конструкцию режущего инструмента удалось получить надежное силовое замыкание режущей пластины с отверстием 6-8 мм в гнезде головки корпуса и повысить стойкость в работе самого
режущего инструмента почти в 2 раза. Кроме того, такое конструктивное решение способствует решениюзадачи унифицирования конструкций режущих инструментов, использующих режущие пластины различной формы: квадратные, треугольные, круглые, радиусные, пятигранные, шестигранные.
Формула изобретения 5 Режущий инструмент, содержащий корпус, в гнезде которого, ограниченного основанием и боковой стенкой, установлена режущая пластина с отверстием, закрепляемая винтом, размещенным в глухом отпер- стии корпуса, ось которого совпадает г, осью
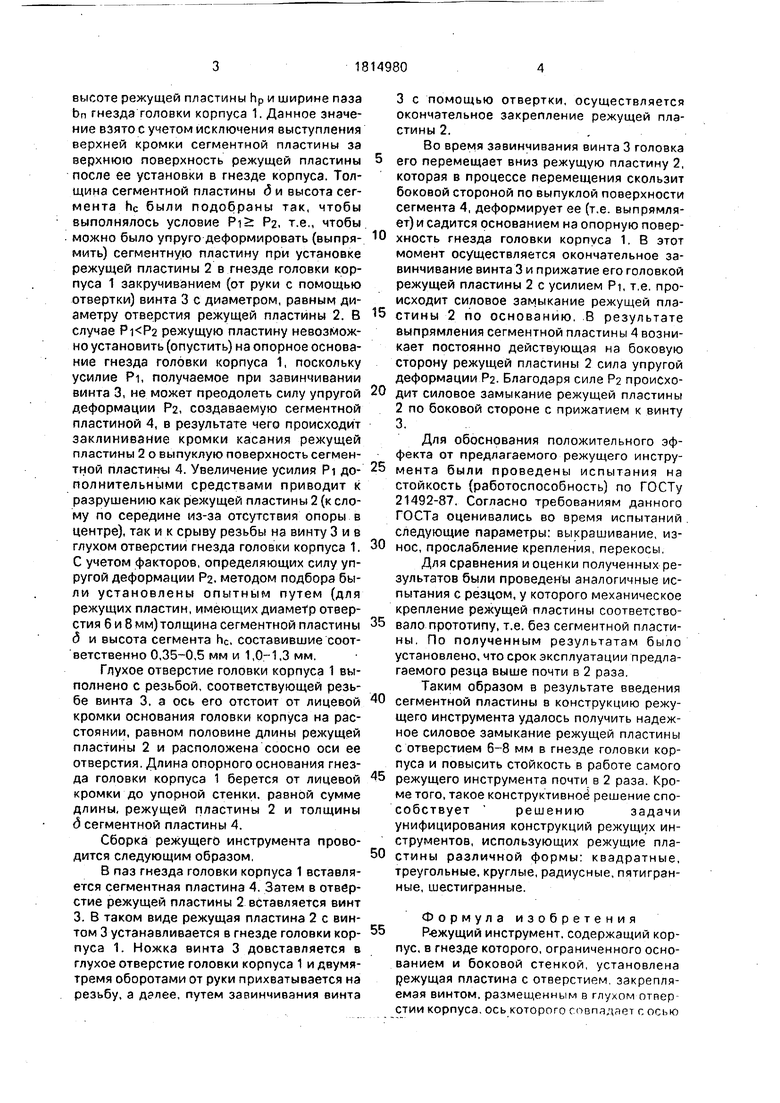
отверстия режущей пластины, отличающийся тем, что, с целью повышения стойкости режущих пластин с диаметром отверстий б мм и 8 мм, в инструмент введена упругая сегментная пластина, размещенная между боковой поверхностью режущей пластины и упорной гранью гнезда головки
корпуса, при этом толщина сегментной пластины и ЁЫСОТЗ ее соответственно выполнены равными 0,35-0,5 мм и 1,0-1,3 мм, а длина опорного основания гнезда головки корпуса выполнена равной сумме длины режущей пластины и толщины упругой сегментной пластины,
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1989 |
|
SU1701430A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| КОНЦЕВАЯ ФРЕЗА | 1995 |
|
RU2136452C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2238176C1 |
| Режущий инструмент | 1981 |
|
SU1007841A1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2235622C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240897C2 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240209C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2309819C1 |
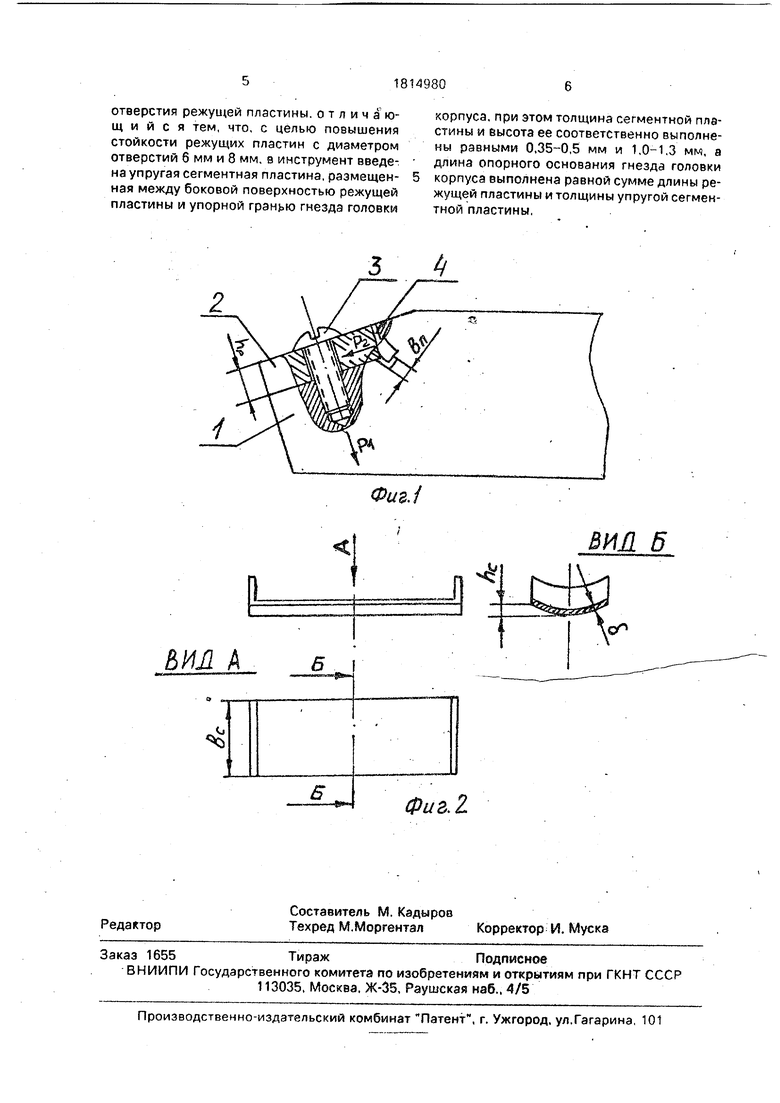
Использование: в металлообработке, а также может быть использовано для зажима плоских деталей с отверстиями, в частности на режущих инструментах (резцах) с механическим креплением твердосплавной режущей пластины с отверстием к корпусу инструмента. Сущность изобретения: режущий инструмент, содержащий корпус, в гнезде которого, ограниченного основанием и боковой стенкой установлена режущая пластина с отверстием, закрепляемая винтом, размещенным в глухом отверстии корпуса, ось которого совпадает с осью Изобретение относится к металлообработке и может быть использовано для зажима плоских деталей с отверстием, в частности на режущих инструментах (резцах) с механическим креплением твердосплавной режущей пластины с отверстием к корпусу инструмента. Цель изобретения - повышение стойкости режущего инструмента с механическим креплением режущей пластины с диаметром отверстия 6-8 мм. На фиг.1 изображен общий вид предлагаемого режущего инструмента; на фиг.2 - сегментная пластина. отверстия режущей пластины, между боковой стороной режущей пластины и боковой стенкой упорной грани гнезда головки корпуса введена упругая сегментная пластина, при этом толщина сегментной пластины и высота ее сегмента выполнена соответственно равным 0,35-0.5 мм и 1,0-1,3 мм, а длина опорного основания гнезда головки корпуса выполнена равной сумме длины режущей пластины и толщины упругой сегментной пластины. В результате введения сегментной пластины в конструкцию режущего инструмента удалось получить надежное силовое замыкание режущей пластины с отверстием 6-8 мм в гнезде головки корпуса и повысить стойкость в работе режущего инструмента почти в 2 раза. Кроме того, такое конструктивное решение способствует решению задачи унифицирована конструкции режущих инструментов, использующих режущие пластины различной формы: квадратные, треугольные, круглые, радиусные, пятигранные, шестигранные. 2 ил. Режущий инструмент содержит корпус 1, режущую пластину 2, винт 3 и сегментную пластину 4. Сущность изобретения заключается в том, что с помощью винта 3 создается прижимное усилие Pi, а с помощью сегментной пластины 4 образуется прижимное усилие PZ. Эти прижимные усилия замыкают режущую пластину 2 в гнезде головки корпуса 1 по основанию и боковой стенке. Сегментная пластина 4 имеет форму скобы. Боковые стороны предназначены для исключения выпадзния ее из зазора во время работы. Ширина ее Ьс соответствует И 00 i 00 о
Фиг./
ВИЛ Б
| Каталог фирмы Sandvlk Coromant, Швеция, 1986 | |||
| с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
