Изобретение относится к резцедержателю для закрепления нескольких режущих инструментов.
При обработке изделий резанием, в частности, используются резцедержатели, в которых могут устанавливаться сменные режущие инструменты. При этом режущие инструменты имеют установочный хвостовик, которым они могут вставляться в гнездо для базирования инструмента и зажиматься в нем. При этом режущий инструмент имеет лезвие или режущий элемент, который может крепиться на режущем инструменте с возможностью смены.
Для обеспечения максимально возможного сокращения времени простоя оборудования при смене инструментов особое значение имеет простая и не сопряженная с трудностями взаимозаменяемость режущего инструмента.
Из DE 60023191 T2 известна система оснащения быстросменными режущими инструментами, где режущий инструмент может крепиться в резцедержателе, обозначенном как узел, несущий инструмент, с возможностью смены. При этом режущий инструмент вставляется в гнездо для базирования инструмента. Поперечно продольному направлению гнезда для базирования инструмента через резцедержатель проходит отверстие, в которое вставлен зажимной болт. Одним своим концом он ввинчен в стяжную гайку. При этом стяжная гайка с противолежащей стороны вставлена в отверстие. Зажимной болт и стяжная гайка в основном являются свободно-подвижными внутри отверстия. При зажиме головка зажимного болта, а также стяжная гайка подтягиваются друг к другу и, таким образом, удерживают установочный хвостовик режущего инструмента в гнезде для базирования инструмента.
Другая мера, направленная на сокращение времени простоя оборудования, заключается в том, чтобы на одном резцедержателе предусмотреть наличие нескольких гнезд для базирования инструментов. Поэтому при обработке изделий имеется возможность - например, за счет простого поворота резцедержателя - устанавливать в позицию обработки различные виды режущих инструментов для различных технологических процессов. Кроме того, изношенный режущий инструмент может выводиться из позиции обработки, а вместо него путем поворота в позицию обработки может переводиться неизрасходованный инструмент. Правда в случае такого многоинструментального резцедержателя существует проблема неизбежного увеличения объема резцедержателя. При ограниченных площадях такое увеличение габаритов может стать недостатком.
В основу изобретения положена задача создать компактный резцедержатель, выполненный с возможностью приема нескольких режущих инструментов и позволяющий осуществлять быструю и простую смену соответствующего режущего инструмента.
В соответствии с изобретением данная задача решена резцедержателем с несколькими, предусмотренными в основной части, гнездами для инструментов, в каждое из которых своим установочным хвостовиком может вставляться режущий инструмент и фиксироваться посредством зажимного устройства. При этом зажимное устройство содержит стяжную гайку и зажимной болт, который проходит сбоку через отверстие в основной части до гнезда для инструмента и который на своем внешнем конце имеет головку, выполненную с возможностью воздействия на нее установочного инструмента. При этом головка болта фиксируется за счет стопорного элемента, расположенного на основной части в зоне отверстия и образующего упор для головки болта.
При таком варианте осуществления особым преимуществом следует считать то обстоятельство, что зажимной болт защищен от выпадения за счет дополнительного стопорного элемента, и то, что поэтому зажимное устройство может вставляться в основную часть только с одной стороны. Поэтому, в целом, за счет стопорного элемента обеспечивается защита от выпадения. Поэтому сквозное отверстие и доступность отверстия с обеих сторон не требуются и поэтому не предусмотрены. Наоборот, отверстие заканчивается внутри основной части. Поэтому благодаря такому исполнению в основную часть без проблем могут быть интегрированы гнезда для инструментов таким образом, что они будут расположены в нем рядом друг с другом. Поэтому не требуется, чтобы гнезда для инструментов как отдельные элементы были разъемно соединены с основной частью, поскольку это в связи с необходимостью в дополнительных крепежных элементах привело бы к увеличению габаритов.
В противоположность этому основная часть у описываемого здесь резцедержателя предпочтительно выполнена цельной (за одно целое), т.е. гнезда для инструментов выполнены в виде отверстий в едином блоке, образующем основную часть. В принципе, имеется возможность предусмотреть несколько элементов, несущих инструменты, причем каждый из отдельных элементов, несущих инструменты, предпочтительно имеет по одному гнезду для инструмента, оснащенному зажимным устройством. При таком варианте исполнения отдельные элементы, несущие инструменты, вместе с несущей частью для отдельных элементов, несущих инструменты, при необходимости образуют основную часть резцедержателя.
Особые преимущества, в частности, применительно к компактному варианту осуществления достигаются, в частности, в случае резцедержателя с двумя или более гнездами для инструментов. В принципе, может быть также предусмотрено только одно гнездо для инструмента.
Предпочтительно резцедержатели расположены на торцовой стороне или радиально на окружной стороне.
Режущий инструмент содержит, например, корпус режущего инструмента, выполненный, например, в виде кассеты, на которой закреплен сменный режущий элемент, к примеру поворотная режущая пластинка. Поэтому режущий инструмент на своем заднем конце имеет зажимной или установочный хвостовик, которым он может вставляться в гнездо для инструмента. На противолежащем конце предусмотрены режущий элемент или лезвие. В принципе, режущий инструмент может быть также цельным, т.е. лезвие может быть закреплено на режущем инструменте без возможности замены, являясь при этом интегрированной и жестко соединенной составной частью режущего инструмента.
В соответствии с целесообразным усовершенствованным вариантом стопорный элемент выполнен при этом в виде вставки. Поэтому стопорный элемент является отдельной, простой с точки зрения технологии изготовления деталью, которая, будучи также удобной при монтаже, может простым способом соединяться с основной частью.
При этом предпочтительно предусматривается, что стопорный элемент разъемно крепится к основной части. Это без проблем позволяет осуществлять простую смену зажимного болта, если таковое потребуется. Для разъемного крепления предусматривается, например, зажимное соединение или соединение с геометрическим замыканием, например, по типу байонета. Предпочтительно стопорный элемент привинчен к основной части.
Согласно предпочтительному усовершенствованному варианту предусмотрено также, что стопорный элемент образует направляющую для головки болта. Это означает, что головка болта, совершая движение скольжения, как минимум, частично, перемещается в продольном направлении болта в пределах стопорного элемента. За счет этой направляющей достигается точное позиционирование зажимного болта и, таким образом, максимально точно заданное зажимное усилие зажимного устройства.
Предпочтительно на головке болта предусмотрен контрупор, в частности, в форме кольцевого ребра, который в смонтированном состоянии противолежит упору, предусмотренному на стопорном элементе. За счет взаимодействия упора и контрупора предотвращается опасность того, что зажимной болт может выпасть из отверстия, например, когда в гнезде для инструмента отсутствует режущий инструмент, и вследствие этого зажимной болт находится внутри отверстия в подвижном состоянии без опоры. Вариант исполнения, в частности, кольцевого ребра, прилегающего к зажимному болту, без проблем осуществим с точки зрения технологии изготовления. В качестве альтернативы расположения кольцевого ребра на зажимном болте предусмотрено, что контрупор образуется самим зажимным болтом, т.е. то, что он своим торцом со стороны конца взаимодействует со стопорным элементом. И при этом варианте исполнения стопорный элемент также предпочтительно образует направляющую для головки болта.
В особенно простом и предпочтительном варианте осуществления предохранительный элемент является втулкой, в частности резьбовой втулкой, которая может снаружи разъемно вставляться или ввинчиваться в отверстие. При этом предпочтительно цилиндрическая втулка за счет своей внутренней боковой поверхности простым образом образует направляющую поверхность для наружной боковой поверхности цилиндра головки болта. Одновременно втулка может быть изготовлена особенно просто.
В качестве альтернативы этому стопорный элемент выполнен в виде закрепленного на основной части, в частности пластинчатого элемента, в частности перфорированной пластины. Эта пластина закреплена на основной части, например, посредством винтов.
В соответствии с одним целесообразным вариантом осуществления стопорный элемент не выступает за пределы основной части, т.е. стопорный элемент расположен на одной линии с наружной стороной основной части или расположен более глубоко внутри отверстия в основной части. За счет этого сохраняется компактная конструкция всего резцедержателя.
В отношении зажимного действия для обеспечения зажима режущего инструмента предусмотрена стяжная гайка, смещаемая в продольном направлении отверстия, и в которую одним из своих концов может ввинчиваться зажимной болт. Стяжная гайка, а также зажимная головка зажимного болта на своих обращенных друг к другу участках имеют, в частности, конические части, которые действуют как зажимные детали. При ввинчивании зажимного болта в стяжную гайку обе эти конические зажимные поверхности, выполненные по типу усеченных конусов, сближаются и, таким образом, надежно удерживают находящийся между ними установочный хвостовик режущего инструмента в отверстии для инструмента.
При этом целесообразным образом свобода движения стяжной гайки в продольном направлении отверстия ограничена так, что стяжная гайка является подвижной лишь в пределах заданной области. Для этого, в частности, предусмотрен предохранительный штифт, который проходит сбоку через основную часть в направлении стяжной гайки.
При этом предохранительный штифт вместе со стяжной гайкой предпочтительно образует геометрическое замыкание. В частности, предохранительный штифт входит в пазообразное углубление в стяжной гайке. При этом ширина паза превышает диаметр предохранительного штифта таким образом, что благодаря этому между пазом и предохранительным штифтом обеспечивается возможность относительного движения. При этом это относительное движение определяет свободное пространство, в пределах которого стяжная гайка может перемещаться в продольном направлении отверстия.
Пример осуществления изобретения более подробно поясняется ниже с помощью чертежей. На чертежах в схематическом и частично упрощенном виде показано следующее:
Фиг.1 - вид спереди в перспективе резцедержателя с элементами зажимного устройства, которые представлены в подетальном представлении;
Фиг.2 - вид сзади в перспективе резцедержателя согласно Фиг.1 и
Фиг.3 - вид в перспективе отдельных элементов зажимного устройства без основной части резцедержателя на Фиг.1 и Фиг.2.
На чертежах детали одинакового действия, соответственно, снабжены одинаковыми ссылочными позициями.
Резцедержатель 2, изображенный на Фиг.1 и Фиг.2, служит для базирования в целом четырех режущих инструментов, не изображенных здесь более детально. Они вставляются с торцовой стороны спереди в соответствующие гнезда 4 для инструментов в резцедержателе 2, а затем крепятся в гнездах 4 для инструментов посредством зажимного устройства, которое в дальнейшем описывается более подробно.
Резцедержатель 2 содержит основную часть 6, которая выполнена цельной из одной детали или в качестве альтернативы этому варианту имеет несколько отдельных прилегающих друг к другу элементов, несущих инструменты. При этом каждый элемент, несущий инструмент, имеет по одному гнезду 4 для инструмента. На своем заднем конце основная часть 6 имеет хвостовик 8, которым она зажимается в соответствующем гнезде обрабатывающего станка. Поэтому резцедержатель 2 проходит от своего переднего торца, на котором по типу отверстий выполнены гнезда 4 для инструментов, в продольном направлении 10 до хвостовика 8.
Обычно обработка изделия резанием производится с помощью одного из установленных режущих инструментов. При этом обрабатываемое изделие обычно вращается, а режущий инструмент установлен неподвижно или возможно совершает только линейное движение вдоль заданной траектории. Поэтому, в целом, осуществлен токарный инструмент, у которого обработка резанием происходит на основании относительного вращательного движения между изделием и режущим инструментом. Многоинструментальный резцедержатель 2 служит, в частности, для многоступенчатой обработки изделия различными режущими инструментами. Для смены режущего инструмента, находящегося в контакте с изделием, требуется лишь выполнить поворот резцедержателя 2, например, приблизительно на 90°.
На его передней торцовой стороне каждому гнезду 4 для инструмента придано по одному выпускному отверстию 12 для охлаждающей среды, через которое охлаждающая среда при необходимости подводится к режущему инструменту во время обработки резанием. Основная часть 6 имеет по существу многогранное, в данном примере осуществления - восьмигранное - поперечное сечение и выполнена вращательно-симметричной относительно продольной оси 10 через 90°.
Исходя из ее наружной боковой поверхности к каждому отдельному гнезду 4 для инструмента проходит по одному отверстию 14, ориентированному приблизительно перпендикулярно направлению, заданному продольной осью 10. При этом отверстия 14 соответственно заканчиваются внутри основной части 6 и, таким образом, не образуют сквозных отверстий. В каждое из отверстий 14 снаружи вставляются элементы зажимного устройства, а именно стяжная гайка 16, зажимной болт 18, а также резьбовая втулка 20, образующая стопорный элемент. Обычно для монтажа зажимной болт 18 частично уже ввинчен резьбой 22 на конце болта в стяжную гайку 16. Особое значение имеет то, что все элементы зажимного устройства вводятся с одной стороны, т.е. с одной наружной стороны. Поэтому не требуется, чтобы с противолежащей стороны также имелась возможность доступа к гнезду 4 для инструмента.
Также с боковой стороны основной части 6 через другое отверстие 24 вставляется предохранительный штифт 26 с поворотным смещением приблизительно на 90° относительно отверстия 14. Он достигает гнезда 4 для инструмента, входя в него, и в смонтированном состоянии взаимодействует со стяжной гайкой 16. При этом предохранительный штифт 26 ограничивает подвижность стяжной гайки 16 в продольном направлении 28 отверстия 14. Предохранительный штифт 26 удерживается в основной части 6 посредством потайного винта 30.
Зажимной болт 18 имеет цилиндрическую головку 32. В данном примере осуществления она имеет внутренний многогранник 34, который служит для приема установочного инструмента, при помощи которого зажимной болт 18 может закручиваться. В продольном направлении 28 отверстия в направлении стяжной гайки 16 к цилиндрической боковой поверхности головки 32 болта примыкает кольцевое ребро 36, которое задает контрупор. При дальнейшем контакте образуется коническая зажимная поверхность 38А в форме усеченного конуса. В соответствии с этим стяжная гайка 16 также имеет аналогичную зажимную поверхность 38В.
Резьбовая втулка 20 в смонтированном состоянии ввинчена в отверстие 14 основной части 6, причем отверстие 14 имеет для этого соответствующую внутреннюю резьбу. В конечном смонтированном состоянии резьбовая втулка 20 полностью располагается внутри основной части 6, т.е. не выступает наружу. Резьбовая втулка 20 на своей наружной кольцевой стороне выполнена с прорезью таким образом, что она может ввинчиваться в отверстие 14 и вывинчиваться из него при помощи обычной отвертки.
Внутренняя сторона резьбовой втулки 20 своим внутренним диаметром подогнана к наружному диаметру головки 32 болта в области его наружной боковой поверхности. Т.е. резьбовая втулка 20 принимает головку 32 болта не далее чем до кольцевого ребра 36. При этом образуется лишь малый зазор между внутренней стороной втулки и боковой поверхностью головки 32 болта. Поэтому внутренняя сторона втулки образует направляющую 40 для головки 32 болта. Передняя кольцевая поверхность резьбовой втулки 20, ориентированная в сторону головки 32 болта, представляет собой упор 42, с которым взаимодействует кольцевое ребро 36, выступающее в качестве контрупора. Упор 42 и кольцевое ребро 36 в своем взаимодействии обеспечивают защиту зажимного болта 18 и стяжной гайки 16 от выпадения.
Как, в частности, следует из Фиг.2 и Фиг.3, предохранительный штифт 26 в смонтированном состоянии входит в пазообразное углубление 44. При этом ширина углубления 44, т.е. его протяженность в продольном направлении 28 отверстия, превышает диаметр предохранительного штифта 26. Поэтому стяжная гайка 16 может совершать возвратно-поступательное перемещение в продольном направлении 28 отверстия относительно неподвижного предохранительного штифта 26 в пределах заданной области. Кромки углубления 44 образуют упоры, ограничивающие свободу перемещения стяжной гайки 16.
При использовании резцедержателя все элементы зажимного устройства, а именно стяжная гайка 16, зажимной болт 18, а также резьбовая втулка 20 на одной стороне и, соответственно, предохранительный штифт 26 и потайной винт 30 на другой стороне, будучи предварительно смонтированными, расположены в резцедержателе 2. При установке режущего инструмента последний своим соответствующим образом выполненным установочным хвостовиком предварительно вставляется в гнездо 4 для инструмента. При затяжке зажимного болта 18 последний ввинчивается в стяжную гайку 16 дальше таким образом, что обе зажимные поверхности 38А,В сближаются друг с другом, а установочный хвостовик удерживается как за счет зажимного усилия, так и за счет геометрического замыкания. Вариант осуществления установочного хвостовика, а также принципиальный механизм зажима известны, в частности, из DE 60023191 T2, на который в этом отношении настоящим дается ссылка.
Для смены инструмента требуется лишь ослабить зажимной болт 18 с тем, чтобы обе зажимные поверхности 38А,В снова удалились друг от друга в противоположном направлении. При этом зажимной болт 18 может вывинчиваться до тех пор, пока своим кольцевым ребром 36 он не будет прилегать к упору 42 резьбовой втулки 20. И в этом расфиксированном положении часть резьбы 22 болта остается в стяжной гайке 16.
В целом, описанный здесь вариант осуществления позволяет получить чрезвычайно компактный резцедержатель 2, имеющий несколько гнезд 4 для режущих инструментов. При этом компактность достигается по существу за счет того, что гнезда 4 для инструментов непосредственно интегрированы в основную часть 6 и не образуют отдельных узлов. Это в значительной степени обеспечивается за счет того, что все элементы зажимного устройства соответственно вводятся только с наружной стороны боковой поверхности основной части 6. Таким образом, здесь не требуется, чтобы были предусмотрены сквозные отверстия. Для этого резьбовая втулка 20 выполнена как стопор, обеспечивающий защиту зажимного болта 18 и стяжной гайки 16 от выпадения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНАЯ МАШИНА | 2008 |
|
RU2492988C2 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| МНОГОПОДОВАЯ ПЕЧЬ | 2008 |
|
RU2453783C2 |
| ДОБЫЧНОЙ СТРУГ | 2006 |
|
RU2401946C2 |
| РЕГУЛИРОВОЧНЫЙ УЗЕЛ РУЧНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2440715C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2514739C2 |
| РЕЗЕЦ В СБОРЕ ДЛЯ УГОЛЬНОГО СТРУГА | 2015 |
|
RU2682826C1 |
| РЕЗЦЕДЕРЖАТЕЛЬ И НИЖНЯЯ ЧАСТЬ ИНСТРУМЕНТА ДЛЯ РЕЗЦЕДЕРЖАТЕЛЯ | 2011 |
|
RU2580342C2 |


Резцедержатель имеет несколько предусмотренных в основной части гнездами для инструмента, каждое из которых выполнено с возможностью установки в них установочным хвостовиком режущего инструмента и его зажима посредством зажимного устройства, содержащего стяжную гайку и зажимной болт, который проходит сбоку через отверстие в основной части до гнезда для инструмента и на своем внешнем конце имеет головку, выполненную с возможностью воздействия на нее установочным инструментом и фиксируемую за счет стопорного элемента, расположенного на основной части в области отверстия и образующего упор для головки болта. Технический результат: расширение технологических возможностей за счет создания компактного резцедержателя с быстрой и простой сменой инструмента. 9 з.п. ф-лы, 3 ил.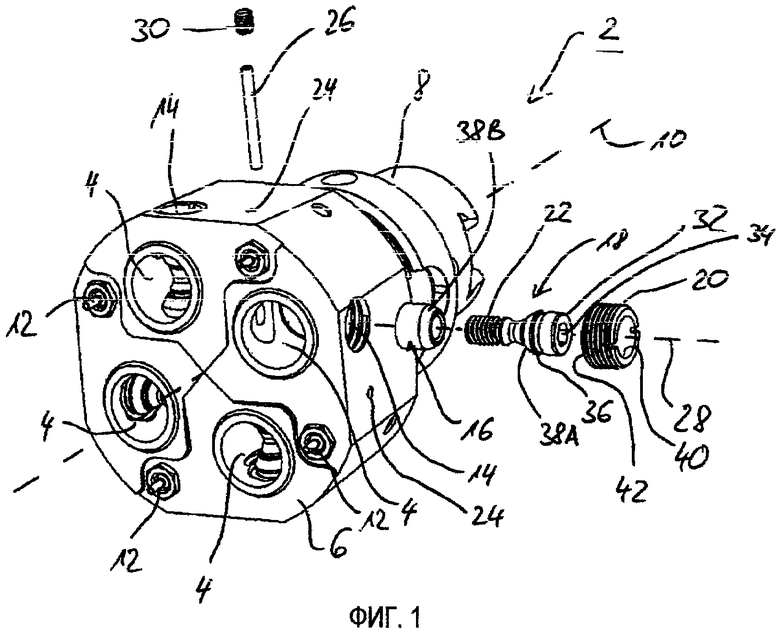
1. Резцедержатель (2) с несколькими предусмотренными в основной части (6) гнездами (4) для инструмента, каждое из которых выполнено с возможностью установки в него своим установочным хвостовиком режущего инструмента и его зажима в гнезде (4) для инструмента посредством зажимного устройства, содержащего стяжную гайку (16) и зажимной болт (18), который проходит сбоку через отверстие (14) в основной части (6) до гнезда (4) для инструмента и на своем внешнем конце имеет головку (32), выполненную с возможностью воздействия на нее установочным инструментом и фиксируемую за счет стопорного элемента (20), расположенного на основной части (6) в области отверстия (14) и образующего упор (42) для головки (32) болта.
2. Резцедержатель (2) по п.1, в котором стопорный элемент (20) выполнен в виде вставки.
3. Резцедержатель (2) по п.1 или 2, в котором стопорный элемент (20) разъемно закреплен на основной части (6).
4. Резцедержатель (2) по п.1, в котором стопорный элемент (20) образует направляющую (40) для головки (32) болта.
5. Резцедержатель (2) по п.1, в котором в примыкании к головке (32) винта выполнен контрупор (36) для предусмотренного на стопорном элементе (20) упора (42).
6. Резцедержатель (2) по п.1, в котором стопорный элемент (20) выполнен в виде втулки, в частности резьбовой втулки, которая имеет возможность разъемной вставки снаружи в отверстие (14).
7. Резцедержатель (20) по п.1, в котором стопорный элемент (20) не выступает за пределы основной части (6).
8. Резцедержатель (2) по п.1, в котором стяжная гайка (16) установлена подвижно в продольном направлении (28) в отверстии основной части (6) и навинчена на зажимной болт (18).
9. Резцедержатель (2) по п.8, в котором предусмотрен предохранительный штифт (26), который проходит сбоку через основную часть (6) в направлении стяжной гайки (16) и ограничивает ее движение в продольном направлении (28) отверстия.
10. Резцедержатель (2) по п.9, в котором стяжная гайка (16) имеет пазообразное углубление (44), в которое входит предохранительный штифт (26).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| КЛИНОВОЙ МЕХАНИЗМ ЗАЖИМАСТЕРЖНЕЙ ВСТАВНЫХ РЕЗЦОВВ ДЕРЖАВКЕ | 1972 |
|
SU427794A1 |
| Торцовая регулируемая фреза | 1990 |
|
SU1738497A1 |
| РЕЗЕЦ | 1991 |
|
RU2032499C1 |
| РЕЗЕЦ | 1992 |
|
RU2053046C1 |

