Изобретение относится к контактной сварке и может быть использовано в сварочной части роботов и робототехнологических комплексов.
Целью изобретения является повышение надежности работы источника за счет исключения режима холостого хода.
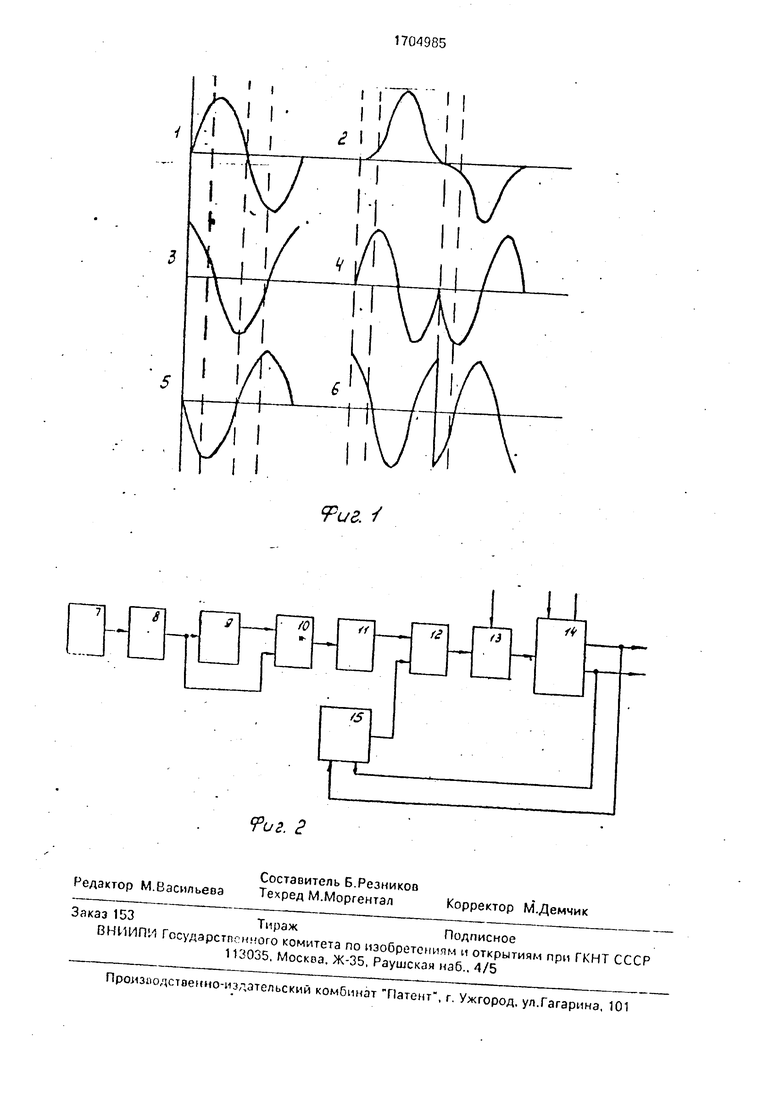
На фиг. 1 приведены осциллограммы токов первичной обмотки трансформатора и первые и вторые производные токов; на фиг.2 - функциональная схема устройства, реализующая предлагаемый способ.
Способ осуществляют следующим образом.
В течение процесса сварки определяют пероую и вторую производные тока первичной обмотки сварочного трансформатора, В каждый полупериод работы инвертора сравнивают знаки производных на контрольном интервале времени от момента оключения
очередного тиристора длительностью меньше половины полупериода работы инвертора. Величину полупериода работы инвертора определяют экспериментально или рассчитывают.
В случае совпадения знаков обеих про- эдиодных прекращают подачу импульсов управления на тиристоры.
Осциллограммы тока имеют следующие Обозначения: в рабочем режиме - 1: в режиме холостого хода - 2; первая производная тока в рабочем режиме - 3; в режиме холостого хода - Л; вторая производная тсчд в рабочем режиме - 5; в режиме холостого хода - 6,
Устройство содержит датчик 7 тока первичной обмотки трансформатор;), дифференциаторы 8, 9. аналоговый перемножитель 10, компаратор 11.элемент сппмлдонн
-.А VJ
О
Ю ОЗ 01
И 12, триггер 13, усилитель импульсов управления тиристорамй 14. одмовибратор 15.
С датчика 7 на вход дифференциатора 8 поступает сигнал, пропорциональный току первичной обмотки сварочного трансформатора.
На выходах дифференциаторов 0, 9 формируются сигналы, пропорциональные первой и второй производным тока, которые поступают на входы перемножителя 10. На оыходе компаратора 11 формируется сигнал высокого уровня - если знаки производных совпадают, и сигнал низкого уровня - если знаки производных разные. Одно- вибратор 15 задает контрольный интервал времени, формируя на выходе импульс напряжения высокого уровня, длительностью не более половины полупериодз рабочего режима инвертора, при поступлении на один из входов импульса на включение очередного тиристора. При поступлении сигнала на включение сварочного тока на один из входов триггера 13 на его выходе формируется сигнал высокогоуровня, разрешающий работу усилителя 14 импульсов управления тиристорами. В случае, если на контрольном интервале времени, который задает од- ноиибратор 15, знаки первой и второй производной тока первичной обмотки трансформатора будут разные, на одном из пходоо элемента совпадения И 12 постоянно будет сигнал низкого уровня, на выходе элемента И 12 будет формироваться сигнал низкого уровня, который не изменяет состояние триггера 13. В случае совпадения знаков производных на контрольном интервале времени, нэ обоих входах элемента совпадения И 12 появятся сигналы высокого уровня, на его выходе также появится сигнал высокого уровня, который перебросит триггер 13. На выходя триггера 13 установится сигнал низкого уровня, запрещающий работу усилителя 14.
Предлагаемым способ был реализован на макете подвесной машины для контактной сварки арматуры железобетонных конструкций. В сослав машины входят клещи, источник сварочного тока с последовательным инвертором в качестве промежуточного эпена повышенной частоты, система управления.
Частота работы инвертора составила 600 Гц, при зтом длительность контрольного интервала была выбрана равной 400 мкс.
Производилось включение источника в режимах короткого замыкания и холостого хода сварочных клещей. В режиме холостого хода-система управления тиристорами прекращала подачу импульсов управления поеле первой полуволны тока первичной обмотке сварочного трансформатора.
Технический эффект от внедрения предлагаемого изобретения по сравнению с прототипом достигается за счет повышения
надежности работы источника сварочного тока вследствие исключения аварийного режима работы последовательного инвертора источника на холостом ходе.
Формула изобретения
Способ управления тиристорами последовательного инвертора источника тока для контактной сварки, при котором контролируют ток первичной обмотки сварочного
трансформатора, включенного в диагональ переменного тока инвертора, отличающийся тем, что, с целью повышения надежности работы источника тока за счет исключения режима холостого хода, в процессе сварки определяют первую и вторую производные тока первичной обмотки сварочного трансформатора, в каж дый полупериод работы инвертора сравнивают знаки производных на контрольном интервале
времени от момента включения очередного тиристора длительностью меньше половины полупериода работы инвертора, а в случае совпадения знаков производных прекращают подачу импульсов управления
нэ тиристоры.
1 I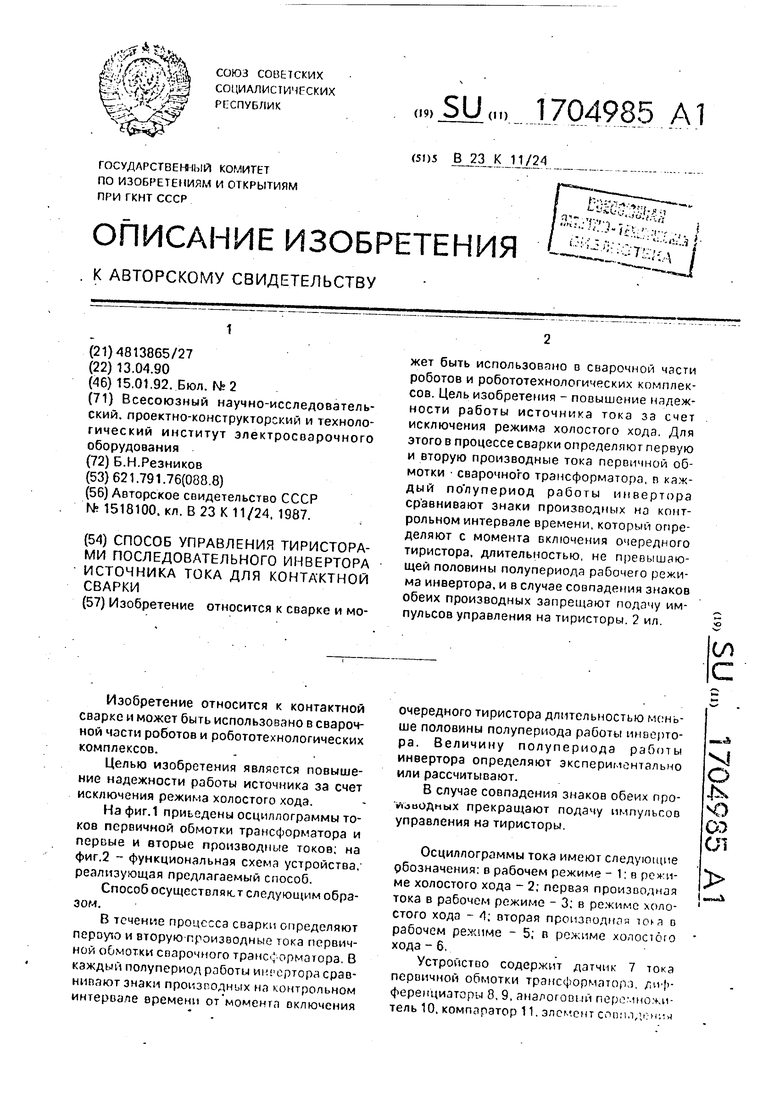

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной сварки | 1990 |
|
SU1738550A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Источник питания для контактной сварки на повышенной частоте | 1990 |
|
SU1750890A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| Способ управления источником сварочного тока | 1991 |
|
SU1786622A1 |
| Устройство снижения напряжения холостого хода трансформатора | 1984 |
|
SU1685649A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1977 |
|
SU743807A1 |
| Источник питания сварочной дуги переменного тока | 1987 |
|
SU1547988A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
Изобретение относится к сварке и может быть использовано в сварочной части роботов и робототехнологических комплексов. Цель изобретения - повышение надежности работы источника тока за счет исключения режима холостого хода. Для этого в процессе сварки определяют первую и вторую производные тока первичной обмотки сварочного трансформатора, в каждый по лупериод работы инвертора сравнивают знаки производных но контрольном интервале времени, который определяют с момента включения очередного тиристора, длительностью, не превышающей половины полупериода рабочего режима инвертора, и в случае совпадения знаков обеих производных запрещают подачу импульсов управления на тиристоры. 2 ил.
Фиг. /
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1518100A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
