Изобретение отн осится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для питания сварочной части роботов и робототехнологических комплексов.
Целью изобретения является повышение надежности в работе источника за счет уменьшения величины тока намагничивания сварочного трансформатора.
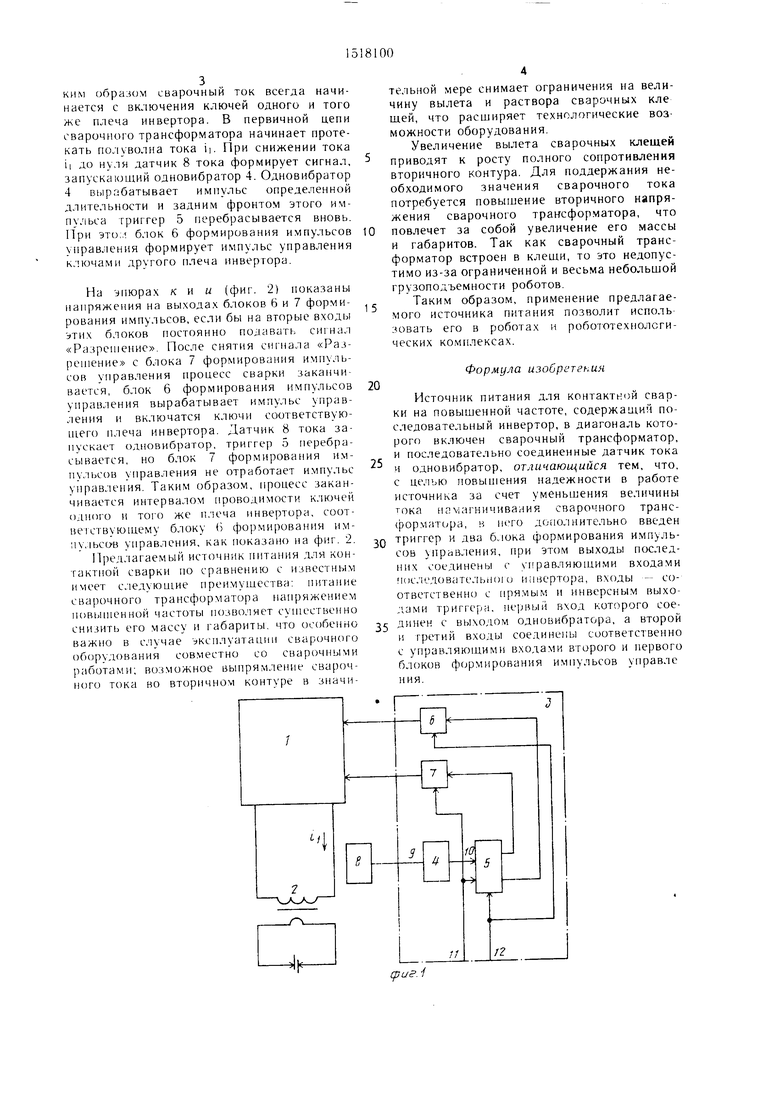
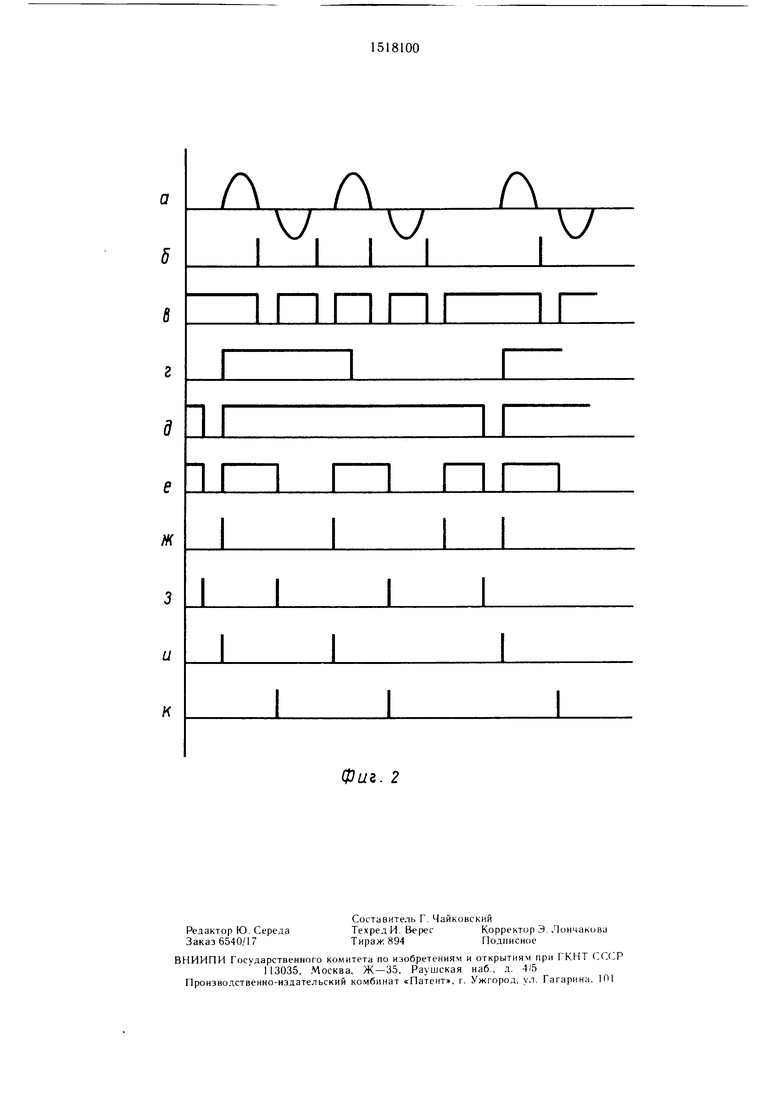
На фиг. 1 приведена схема источника питания; на фиг. 2 - эпюры напряжений в разных точках схемы источника.
Источник питания содержит последовательный инвертор 1 (фиг. 1), к которому подсоединен сварочный трансформатор 2. Система 3 управления содержит одновибра- тор 4, триггер 5, блоки 6 и 7 формирования импульсов управления, выход датчика 8 тока соединен с входом 9 одновибратора 4, выход одновибратора соединен с первым
входом 10 триггера 5, выходы триггера 5 соединены с первыми входами блоков 6 и 7 формирования импульсов управления. Второй вход триггера 5 соединен с вторым входом одного из блоков 7 формирования импульсов управления и с первым входом 1 1 системы управления, третий триггера 5 соединен с вторым входом другого блока 6 формирования импульсов управ ления и с вторым входом 12 системы управления.
Источник работает следуюихим образом.
Перед сваркой на второй вход 12 системы управления подают сигнал «Установка триггера 5 в начальное состояние. При подаче на первый вход 11 системы управления сигнала «Разрешение триггер 5 перебрасывается в другое положение и блок 7 формирования импульсов управления формирует первый сигнал управления ключами, образующих одно из плеч инвертора. Тасл
00
КИМ образом сварочный ток всегда начинается с включения ключей одного и того же плеча инвертора. В первичной цепи сварочного трансформатора начинает протекать полуволна тока ii. При снижении тока ii до нуля датчик 8 тока формирует сигнал, запускающий одновибратор 4. Одновибратор 4 вырабатывает импульс определенной длительности и задним фронтом этого им- пу.пьса триггер 5 перебрасывается вновь. При это:л блок 6 формирования импульсов управления формирует импульс управления ключами другого плеча инвертора.
Па эпюра.х кии (фиг. 2) показаны напряжения на выходах блоков 6 и 7 форми- рования импульсов, если бы на вторые входы этих блоков постоянно подавать сигнал «Разреп1ение, После снятия сигнала «Разрешение с блока 7 формирова1П1я импульсов управления процесс сварки заканчивается, блок 6 формирования импульсов управления вырабатывает импульс управления и включатся ключи соответствую- Hiero плеча инвертора. Датчик 8 тока запускает одновибратор, триггер 5 перебрасывается, но блок 7 формирования импульсов управления не отработает импульс управления. Таким образом, процесс заканчивается интервалом проводимости ключей Олиюго и того же плеча инвертора, соот- вегствующему блоку ( формирования им- пульсо В управления, как показано на фиг. 2.
Предлагаемый источник питания для контактной сварки по сравнению с известным имеет с.ледуюшие преимущества: питание сварочного трансформатора напряжением повышенной частоты позволяет су1пествеино снизить его массу и габариты, что особенно важно в с,чучае эксплуатации сварочного оборудования совместно со сварочными работами; возможное вьтрямление сварочного тока во вторичном контуре в значи
, 0 Q
5
5
тельной мере снимает ограничения на величину вылета и раствора сварочных кле щей, что расширяет технологические возможности оборудования.
Увеличение вылета сварочных клещей приводят к росту полного сопротивления вторичного контура. Для поддержания необходимого значения сварочного тока потребуется повышение вторичного напряжения сварочного трансформатора, что повлечет за собой увеличение его массы и габаритов. Так как сварочный трансформатор встроен в клеши, то это недопустимо из-за ограниченной и весьма небольшой грузоподъемности роботов.
Таким образом, применение предлагаемого источника питания позволит использовать его в роботах и робототехнологических комплексах.
Формула изобретения
Источник питания для контактн1 й сварки на повышенной частоте, содержащий последовательный инвертор, в диагональ которого включен сварочный трансформатор, и последовательно соединенные датчик тока и одновибратор, отличающийся тем, что, с целью повышения надежности в работе источника за счет уменьшения величины тока намагничивания сварочного транс- (рорматора, в пего дополнительно введен триггер и два блока формирования импульсов управления, при этом выходы последних соединены с уиравляюшими входами ||()с. 1едовате:1ьи()1 о инвертора, входы -- ccj- отвстственно с фя.мым и инверсным выхо- ;1ами триггера, первый вход которого соединен с выходом одновибратора, а второй и третий входы соединены соответственно с управляюшими входами второго и первого блоков ф(;рмирования импульсов управле ния.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной сварки | 1990 |
|
SU1738550A1 |
| Способ управления тиристорами последовательного инвертора источника тока для контактной сварки | 1990 |
|
SU1704985A1 |
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1447607A1 |
| Устройство контроля и измерения энергетических параметров многодуговой сварки переменным током | 1989 |
|
SU1690991A1 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| Источник постоянного тока для дуговой сварки | 1990 |
|
SU1704979A1 |
| Конденсаторная машина для контактной сварки на повышенной частоте | 1991 |
|
SU1815075A1 |
| Способ управления сварочным током при контактной сварке | 1990 |
|
SU1801716A1 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| Источник питания для контактной сварки на повышенной частоте | 1990 |
|
SU1750890A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для питания сварочной части роботов и робототехнологических комплексов. Цель изобретения - повышение надежности источника в работе за счет уменьшения величины тока намагничивания сварочного трансформатора. Источник питания содержит последовательный инвертор, сварочный трансформатор, датчик тока и одновибраторы. В источник дополнительно введены триггер и два блока формирования импульсов управления. Такое построение источника питания обеспечивает симметрию тока первичной обмотки сварочного трансформатора, включение сварочного тока с включения ключей одного и того же плеча источника, выключение сварочного тока с выключения ключей другого плеча источника. Это ведет к снижению намагничивающего тока сварочного трансформатора и повышению надежности источника питания в работе. 2 ил.
qjue.-l
о
лл
V/. .V
ппп
I
л
V/
| Источник питания для контактнойСВАРКи HA пОВышЕННыХ чАСТОТАХ | 1979 |
|
SU837671A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Источник питания для контактнойСВАРКи HA пОВышЕННОй чАСТОТЕ | 1979 |
|
SU846173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
