Изобретение предназначено для использования в металлообрабатывающей промышленности и относится к импульсно- дуговой сварке плавящимися электродами.
Известно сварочное устройство для импульсно-дуговой сварки плавящимися электродами как одним, так и двумя постами сварки, содержащее однофазный -сварочный трансформатор, к выходу которого диагональю переменного тока подсоединен мостовой выпрямитель, к каждому плечу диагонали переменного тока последнего анодом подсоединен соответствующий один из двух тиристоров, катоды которых связаны через дуговые промежутки соответствующего поста с общей точкой соединения анодов диодов мостового выпрямителя, к общей точке соединения катодов диодов мостового выпрямителя подсоединены одними выводами два сглаживающих дросселя, вторые выводы которых соединены с соответствующим катодом одного из тиристоров и между собой через ключ с двухсторонней проводимостью и двухсторонней блокировкой.
Известное устройство сложно по конструкции, обладает низкой экономичностью,
т к. содержит сложный по конструкции и по управлению ключ с двухсторонней проводимостью и двухсторонней блокировкой, наличие которого приводит к тому что импульсные составляющие сварочного тока, формируемые от разных полупериодов сетевого напряжения будут протекать через цепи с различным количеством последовательно соединенных полупроводниковых элементов схемы при работе устройства HO один пост, что значительно увеличит потери электроэнергии в один из полупериодов при протекании импульсной составляющей через указанный ключ
Целью настоящего изобретения является упрощение и повышение экономичности устройства.
Поставленная цель достигается тем, что в сварочное устройство, содержащее однофазный сварочный трансформатор к выходу которого диагональю переменного тока подсоединен мостовой выпрямитель к каждому плечу диагонали переменного тока ко- торогоанодомподсоединен
соответствующий один из двух тиристоров, катоды которых связаны через дуговые про(А С
х|
XJ
Ю СЛ О СЛ
межутки соответствующего поста с общей точкой соединения анодов диодов мостового выпрямителя, а через соответствующий один из двух сглаживающих дросселей с общей точкой соединения катодов диодов мостового выпрямителя, введен третий тиристор, анод которого соединен с общей точкой соединения одного плеча диагонали переменного тока мостового выпрямителя с анодом одного из двух первых тиристоров, а катод - с точкой соединения катода второго одного из двух первых тиристоров и соответствующего сглаживающего дросселя.
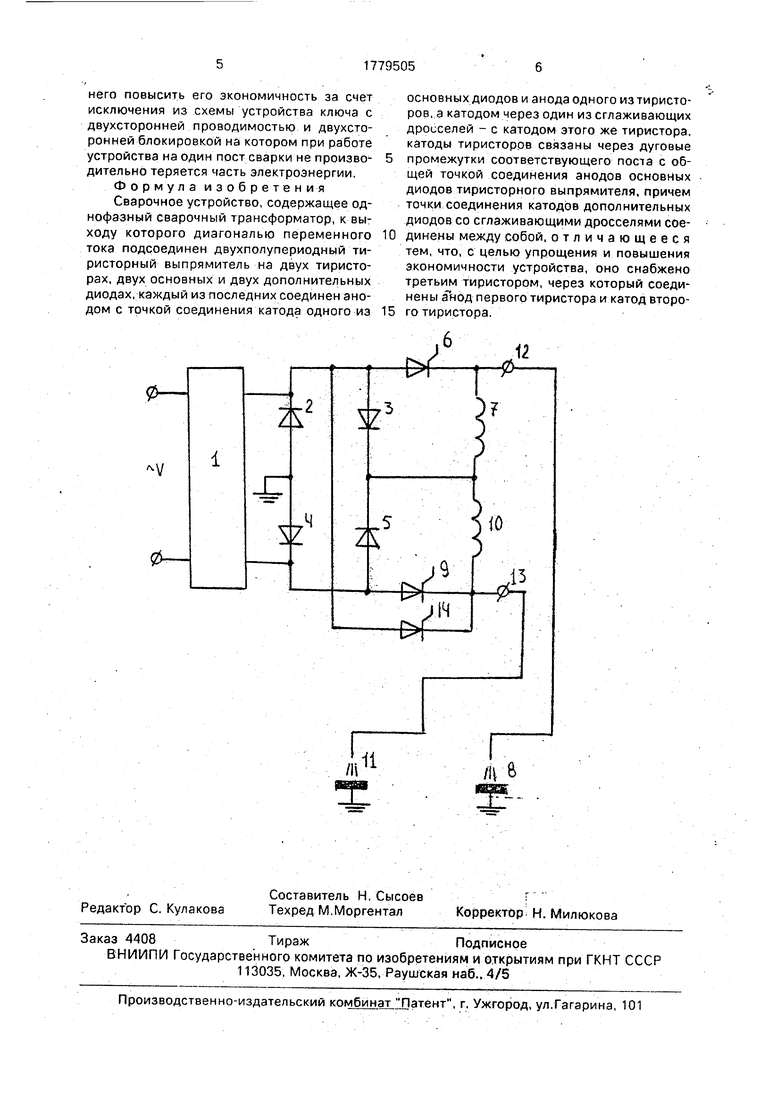
На чертеже представлена принципиальная электрическая схема силовой части устройства.
Сварочное устройство содержит однофазный сварочный трансформатор 1, к выходу которого подсоединен диагональю переменного тока мостовой выпрямитель на диодах 2-5. К точке соединения диодов 2, 3 выпрямителя подсоединен анод тиристора 6, катод которого связан с катодом диода 3 через сглаживающий дроссель 7 и одновременно является положительным выводом 12 для подключения приспособлений для сварки первого поста 8, а к точке соединения катода диода 4 и анода диода 5 выпрямителя подсоединен анод тиристора 9, катод которого через сглаживающий дроссель 10связан сточкой соединения катодов диодов 3, 5 и является одновременно положительным выводом 13 для подключения приспособлений для сварки второго поста 11. Общая точка соединения анодов диода 3, тиристора 6 и катода диода 2 соединена с анодом тиристора (тринистора) 14, катод которого соединен с точкой соединения катода тиристора 9 и сглаживающего дросселя 10.
Устройство может работать в двух режимах, т.е. работать одновременно с двумя или с одним постом сварки. При работе устройства на два поста сварки управляющие сигналы импульсной составляющей сварочного тока подаются с блока управления на управляющие электроды тиристоров 6, 9, а управляющий электрод тиристора 14 в этом режиме отключен. Импульсные составляющие сварочного тока каждого поста сварки протекают по двум независимым цепям. Для первого поста импульсный ток протекает по цепи: верхний (по схеме) вывод выхода трансфор матора 1, тиристор 6, дуговой промежуток и изделие 8, диод 4 и нижний (по схеме) вывод выхода трансформатора 1. Соответственно и для второго поста импульсный ток протекает по цепи: нижний вывод выхода трансформатора 1, тиристор 9, дуговой промежуток и изделие
11, диод 2 и верхний вывод выхода-трансформатора 1. Между импульсными составляющими сварочного тока обоих постов полностью исключено взаимное влияние,
т.к. они запитываются от противоположных полупериодов переменного сетевого однофазного напряжения. Частота следования импульсов тока в каждом посту сварки равна частоте питающей сети, т.е. 50 Гц. Базо0 вые же токи обоих постов сварки получают энергию от выходной обмотки трансформатора 1 через мостовой выпрямитель на диодах 2-5, т.е. сглаживающие дросселя 7, 10 получают энергию от каждого пблупе5 риода питающего сетевого напряжения. При отсутствии управляющих импульсов на управляющих электродах тиристоров 6, 9 базовый ток в один из полупериодов питающего напряжения протекает
0 для первого поста по цепи: верхний вывод выхода трансформатора 1, диод 3, дроссель 7, дуговой промежуток и изделие 8, диод 4 и нижний вывод выхода трансформатора 1. Во второй полупериод базовый ток первого
5 поста протекает по цепи: нижний вывод выхода трансформатора 1, диод 5, дроссель 7, дуговой промежуток и изделие 8, диод 2 и верхний вывод выхода трансформатора 1, а второго поста соответственно- нижний вы0 вод выхода трансформатора 1, диод 5, дроссель 10, дуговой промежуток и изделие 11, диод 2 и верхний вывод выхода трансформатора 1. Так как базовые токи при импульсно- дуговой сварке имеют сравнительно малую
5 величину от общего сварочного тока, включающего и наложенную импульсную составляющую, то взаимным влиянием между постами сварки можно пренебречь. При необходимости работы сварочного устройства
0 на один (по схеме - на второй пост) пост сварки достаточно отключить изделие 8 и управляющие сигналы импульсной составляющей сварочного тока подавать не на управляющие электроды тиристоров б, 9, а на
5 управляющие электроды тиристоров 9,14. В этом режиме работы устройства импульсная составляющая сварочного тока может иметь частоту повторения как 50 Гц, так и 100 Гц в зависимости от наличия управляющих сиг0 налов на управляющих электродах тиристоров 9, 14. При работе устройства на один пост сварки как импульсная, так и базовая составляющие сварочного тока получаются с использованием однофазных мостовых
5 схем выпрямления (для импульсной - мостовой выпрямитель на диодах 2, 4 и тиристорах 9, 14, а для базовой - мостовой выпрямитель на диодах 2-5).
Применение предложенного устройст- ва позволит при упрощении схемы последнего повысить его экономичность за счет исключения из схемы устройства ключа с двухсторонней проводимостью и двухсторонней блокировкой на котором при работе устройства на один пост сварки не производительно теряется часть электроэнергии. Формула изобретения Сварочное устройство, содержащее однофазный сварочный трансформатор, к выходу которого диагональю переменного тока подсоединен двухполупериодный ти- ристорный выпрямитель на двух тиристорах, двух основных и двух дополнительных диодах, каждый из последних соединен анодом с точкой соединения катода одного из
0
5
основных диодов и анода одного изтиристо- ров, а катодом через один из сглаживающих дросселей - с катодом этого же тиристора, катоды тиристоров связаны через дуговые промежутки соответствующего поста с общей точкой соединения анодов основных диодов тиристорного выпрямителя, причем точки соединения катодов дополнительных диодов со сглаживающими дросселями соединены между собой, отличающееся тем, что, с целью упрощения и повышения экономичности устройства, оно снабжено третьим тиристором, через который соединены анод первого тиристора и катод второго тиристора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочное устройство | 1990 |
|
SU1706795A1 |
| Сварочное устройство | 1991 |
|
SU1815060A1 |
| Сварочное устройство | 1987 |
|
SU1648662A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для сварки постоянным током | 1989 |
|
SU1632669A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2005 |
|
RU2294269C1 |
Изобретение относится к металлообрабатывающей промышленности и предназначено для импульсно-дуговой сварки плавящимися электродами Сущность изобретения: устройство содержит однофазный сварочный трансформатор, к выходу которого подсоединен мостовой выпрямитель К каждому плечу диагонали переменного тока мостового выпрямителя анодом подсоединен соответствующий тиристор. Катоды тиристоров связаны через дуговые промежутки соответствующего поста с точкой соединения анодов диодов в через соответствующие сглаживающие дроссели - с общей точкой соединения катодов диодов выпрямителя Третий тиристор соединяет анод первого тиристора и катод второго тиристора 1 ил
| Сварочное устройство | 1990 |
|
SU1706795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
