Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухполярный гибкий водоохлаждаемый кабель | 1979 |
|
SU964739A1 |
| Водоохлаждаемый кабель и способ изготовления кабельной линии с водоохлаждаемым кабелем | 1980 |
|
SU968859A1 |
| ВОДООХЛАЖДАЕМЫЙ КАБЕЛЬ | 1991 |
|
RU2051438C1 |
| Способ монтажа на подвесной сварочной машине гибкого токоподвода | 1989 |
|
SU1723615A1 |
| НАКОНЕЧНИК ДВУХПОЛЯРНОГО ГИБКОГО ВОДООХЛАЖДАЕМОГО КАБЕЛЯ | 1993 |
|
RU2087955C1 |
| Двухполярный гибкий водоохлаждаемый токоподвод | 1987 |
|
SU1510015A1 |
| Наконечник двухполярного гибкого водоохлаждаемого кабеля | 1979 |
|
SU974485A1 |
| Способ изготовления водоохлаждаемого кабеля и водоохлаждаемый кабель, изготовленный по данному способу | 2023 |
|
RU2825433C1 |
| Водоохлаждаемый кабель | 1978 |
|
SU845179A1 |
| Концевая заделка двухполярного охлаждаемого токоподвода | 1990 |
|
SU1762366A1 |
Изобретение относится к электротехнике, в частности к конструкциям водоохлаж- даемых токоподводов для сварочной техники. Цель изобретения - повышение срока службы путем устранения электродинамических рывков при одновременном обеспечении охлаждения жил по всему сечению. Токоподводы прямого и обратного направлений располагают параллельно друг другу и скрепляют хомутами 5 с устранением зазоров 6 между рукавами 3 и 4 и жилами 1 и 2. 2 ил.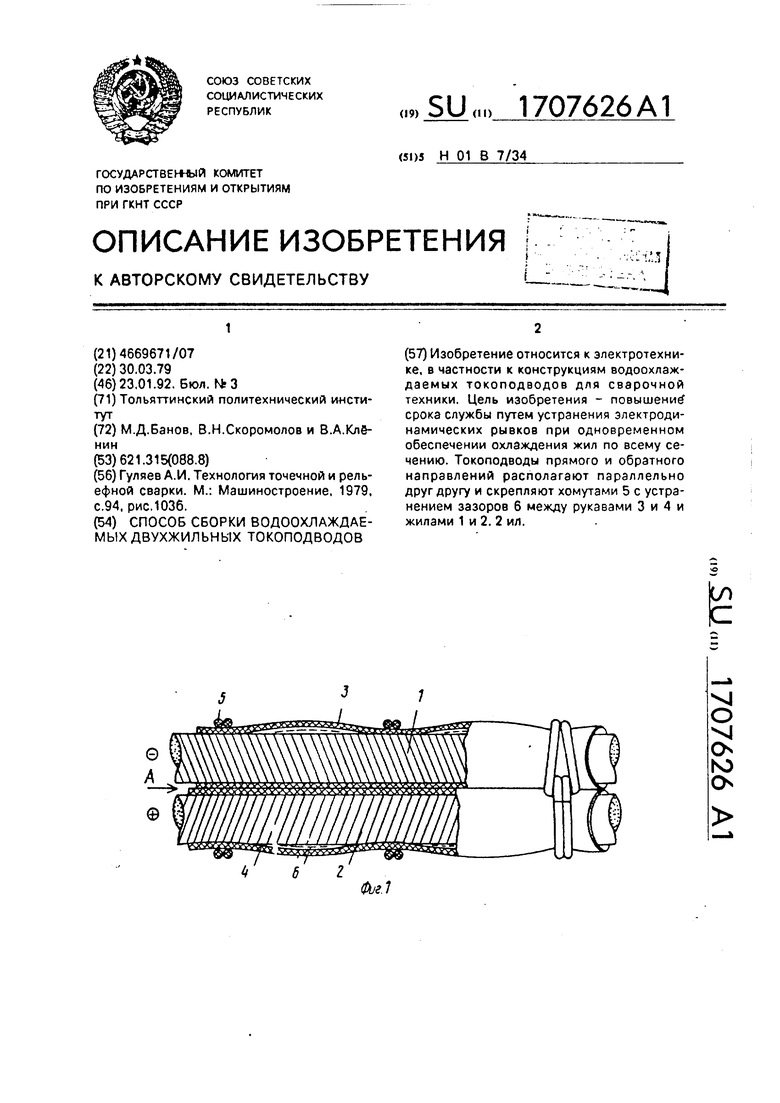
VJ
О Ч
О Ю О
Изобретение относится к электросварочной технике и может быть использовано для экономной передачи больших мощностей от источников энергии к потребителям.
Цель изобретения - повышение срока службы токоподводов путем устранения электродинамических рывков при одновременном обеспечении охлаждения жил по всему сечению.
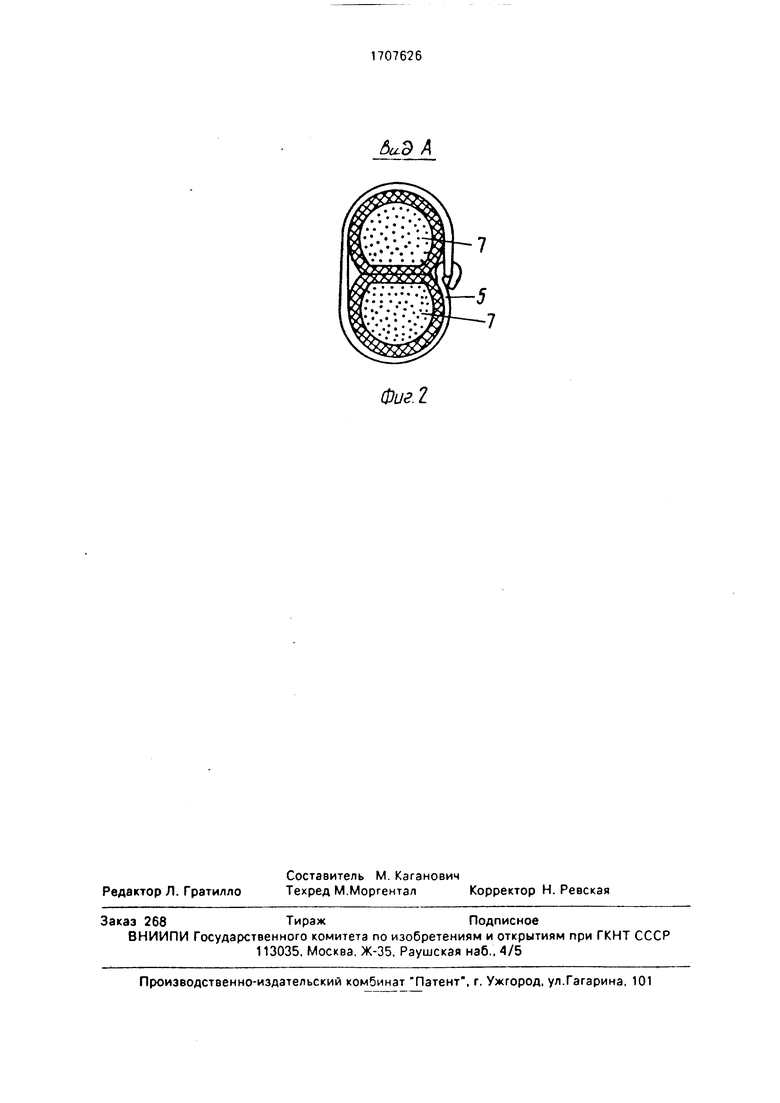
На фиг.1 представлена схема, поясняющая способ сборки двух водоохлаждэемых жильных токоподводов прямого и обратного направлений; на фиг.2 - вид А на фиг.1.
На схеме показаны жилы 1 и 2 прямого и обратного направлений, рукава 3 и 4 токоподводов прямого и обратного направлений, хомуты 5, зазор 6 (полость) между жилой и рукавом, заполненный водой, полости 7 между волосками в жилах, заполненные водой.
Способ сборки водоохлаждаемых двух- жильных токоподводов, заключенных в индивидуальные рукава, состоит в следующем.
Токоподводы прямого и обратного направлений, прикрепленные своими наконечниками к трансформатору и клещам (не показано), располагают параллельно друг другу и скрепляют хомутами 5 с устранением зазоров (пережатием) между рукавами 3 и 4 и жилами 1 и 2. Пережатие производят в пределах упругого деформирования рукава под хомутом. Шаг между хомутами устанавливают в зависимости от диаметров жил. исходя из условий сохранения гибкости токоподводов и полного предотвращения электродинамических рывков. При меньшем шаге уменьшается гибкость токоподводов и расход воды, при большем шаге возникают электродинамические рывки. Пережатие зазора между рукавом и жилой обеспечивает равномерное смывание жил водой по всему ее сечению, т.е. равномерное ее охлаждение.
Предлагаемый способ сборки двух водоохлаждаемых жильных токоподводов реализован при сборке токоподводов с жилой сечением 150 мм ($20 мм) каждый и длиной 2000 мм. Жила помещалась в резинотканый рукав /с наружным диаметром 35 мм и толщиной стенки 5 мм. Двухсторонний зазор между жилой и рукавом 5 мм. В качестве пережимов использовался петлевой хомутик из провода АПВ-2,5. Затяжка хомутиков производилась вручную до диаметра
60 ± 1 мм. Сравнительные испытания эффективности эксплуатационных свойств предлагаемого и известного токоподводов при сварке пластин из стали 08КМ толщиной 1 мм при токах 8000 А и времени сварки
0,3 с показали, что сборка токоподводов с пережатием зазора между рукавом и жилой с оптимальным шагом между хомутами в пределах 100 мм (пять диаметров жилы) полностью предотвращает электродинамические рывки при сохранении высокой гибкости токоподводов и обеспечивает равномерное охлаждение жилы по всему сечению (нагрев воды остался на прежнем уровне 12°С при отсутствии пузырьков вскипания воды Б центральной части жилы). Два новых положительных свойства (отсутствие рывков и равномерность охлаждения жилы) позв олили повысить износостойкость предлагаемых токоподводов в полтора-два
раза по сравнению с известными.
Формула изобретения Способ сборки водоохлаждэемых двух- жильных токоподводов, при котором токопроводящие жилы размещают в рукавах параллельно друг другу и стягивают их хомутами, обеспечивая прохождение воды между жилами и рукавами, отличающийся тем, что, с целью повышения срока
службы путем устранения электродинамических рывков при одновременном обеспечении охлаждения жил по всему сечению, стягивание хомутами производят до полного устранения зазоров между жилами и рукавами.
А
Фиг. 2
| Гуляев А.И | |||
| Технология точечной и рельефной сварки | |||
| М.: Машиностроение, 1979, с.94 | |||
| ВИСЯЧИЙ СЕКРЕТНЫЙ БУКВЕННЫЙ ЗАМОК БЕЗ ДУЖКИ, ОТКРЫВАЕМЫЙ С КЛЮЧЕМ И БЕЗ КЛЮЧА | 1923 |
|
SU1036A1 |
