Изобретение относится к электротехнике, в частности к электросварочной технике, и может быть использовано для экономной передачи больших мощностей от источников энергии к потребителю.
Известен способ монтажа двух жильных токоподводов, при котором прямую и обратную жилы, изолированные друг от друга, размещают в один рукав.
Такой способ монтажа токоподводов приводит к усложнению конструкции развязки жил при подсоединении их к клещам и, кроме того, приводит к большой жесткости токоподводов.
Наиболее близким к изобретению является способ монтажа на подвесной сварочной машине гибкого токоподвода, состоящий из двух параллельно расположенных изолированных жил, заключающийся в подсоединении указанных жил к трансформатору и клещам и последующем стягивании их гибким элементом. Стягивание жил производится в двух-трех участках по длине токоподвода при помощи гибкого элемента - ремня.
Однако этот прием стягивания трудоемок и мало эффективен, так как в процессе эксплуатации ременные стяжки, расположенные на большом расстоянии друг от друга, быстро вытягиваются электродинамическими силами. Увеличение количества стягивающих ремней малоэффективно, так как их монтаж и демонтаж трудоемок и, кроме того, в процессе эксплуатации они сползают на нижний торец токоподводов, т.е. оказываются бесполезными. Предварительное крепление токоподводов при помощи клея неприемлемо, так как не позволяет использовать крепление токоподводов со стороны клещей при помощи резьбового соединения без накидных гаек.
Цель изобретения - упрощение монтажа и демонтажа токоподводов.
Указанная цель достигается тем, что в известном способе монтажа на подвесной сварочной машине гибкого токоподвода, состоящего из двух параллельно расположенных изолированных жил, заключающийся в подсоединении указанных жил к трансформатору и клещам и последующем стягивании их гибким элементом, в качестве гибкого указанного элемента используют длинномерный элемент, выполненный из эластичного материала, один конец которого предварительно закрепляют на трансформаторе, после подсоединения указанных жил осуществляют их стягивание, обвивая по винтовой линии длинномер- ным элементом, после чего на клещах закрепляют его второй конец.
На чертеже представлен монтаж двух параллельно расположенных изолированных жил на подвесной сварочной машине. Элементы монтажа включают в себя две
параллельно расположенные изолированные жилы 1 и 2, гибкий элемент 3, обвивающий их, трансформатор 4 с местом 5 для крепления к нему одного конца гибкого элемента 3 и клещи 6 с местом 7 для крепления
к ним второго конца гибкого элемента 3.
Способ монтажа на подвесной сварочной машине гибкого токоподвода состоит в следующем.
Вначале к трансформатору 4 и клещам
6 подсоединяют изолированные жилы 1 и 2 с параллельным расположением друг относительно друга. Одновременно к трансформатору 4 подсоединяют к месту 5 один конец гибкого элемента 3. Затем гибким
элементом 3 изолированные жилы 1 и 2 стягивают до соприкосновения друг с другом и обвивают по винтовой линии с натягом и обеспечением шага между витками в пределах трех диаметров жилы токоподвода. При
меньшем шаге навивки гибкого элемента бесполезно увеличивается его длина, при большем шаге токоподводы начинают вибрировать в результате электродинамических рывков. Второй конец гибкого
элемента 3 подсоединяют к клещам по месту 7.
Способ реализован при монтаже гибкого токоподвода, состоящего из двух параллельно расположенных изолированных жил длиной 2000 мм, сечением 150 мм2 к трансформатору мощностью 75 кВа и х-образ- ным клещам. Стягивание жил токоподвода и их обвивку производили гибким Злементом, выполненным из эластичного материала, например, резиновым жгутом сечением 4 х 25 100 мм, длиной 2400 мм. Шаг свивки выбран в пределах 3 х 20 60 мм. Один конец гибкого элемента закреплен на трансформаторе, второй - на одной из жил вблизи ее крепления к клещам.
Сравнительные испытания трудоемкости стягивания жил по прототипу и по изобретению показали, что на монтаж и
демонтаж по прототипу требуется 15 мин, по изобретению всего 2 мин.
Таким образом, использование изобретения позволит повысить производительность монтажа по крайней мере в 7 раз.
Кроме того, надежность стягивания и обвив- ка токоподвода гибким элементом гарантирует снижение потребляемой мощности на 30% вследствие обеспечения минимального индуктивного сопротивления и повышения износостойкости на 50% вследствие
предотвращения электродинамических рывков.
Ф о р м у л а и з о б р ет е н и я Способ монтажа на подвесной сварочной машине гибкого токоподвода, состоящего из двух параллельно расположенных изолированных жил, заключающийся в подсоединении указанных жил к трансформатору и клещам и последующем стягивании их гибким элементом, отличающийся
0
тем, что, с целью упрощения монтажа и демонтажа, в качестве указанного элемента используют длинномерный элемент, выполненный из эластичного материала, один конец которого предварительно закрепляют на трансформаторе, и после подсоединения указанных жил осуществляют их стягивание, обвивая по винтовой линии длинномер- ным элементом, после чего на клещах закрепляют его второй конец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки водоохлаждаемых двухжильных токоподводов | 1979 |
|
SU1707626A1 |
| Двухполярный гибкий водоохлаждаемый токоподвод | 1987 |
|
SU1510015A1 |
| НАКОНЕЧНИК ДВУХПОЛЯРНОГО ГИБКОГО ВОДООХЛАЖДАЕМОГО КАБЕЛЯ | 1993 |
|
RU2087955C1 |
| Водоохлаждаемый двухполярный токопровод | 1987 |
|
SU1436128A1 |
| Двухполярный гибкий водоохлаждаемый кабель | 1979 |
|
SU964739A1 |
| Концевая заделка двухполярного охлаждаемого токоподвода | 1990 |
|
SU1762366A1 |
| Двухполюсный гибкий водоохлаждаемый токоподвод для подсоединения трансформатора к сварочным клещам | 1988 |
|
SU1593841A1 |
| Наконечник двухполярного гибкого водоохлаждаемого кабеля | 1979 |
|
SU974485A1 |
| Токоподвод к свариваемому изделию | 1988 |
|
SU1593822A1 |
| Электрический гибкий кабель | 1974 |
|
SU543985A1 |
Изобретение относится к электротехнике. Цель - упрощение монтажа и демонтажа токоподеода. Способ заключается в том, что вначале к трансформатору 4 и клещам 6 подсоединяют изолированные жилы 1 и 2, расположенные параллельно друг другу. Одновременно к трансформатору 4 подсоединяют один конец гибкого элемента 3, которым по винтовой линии стягивают жилы, после чего другой конец гибкого элемента подсоединяют к клещам. 1 ил.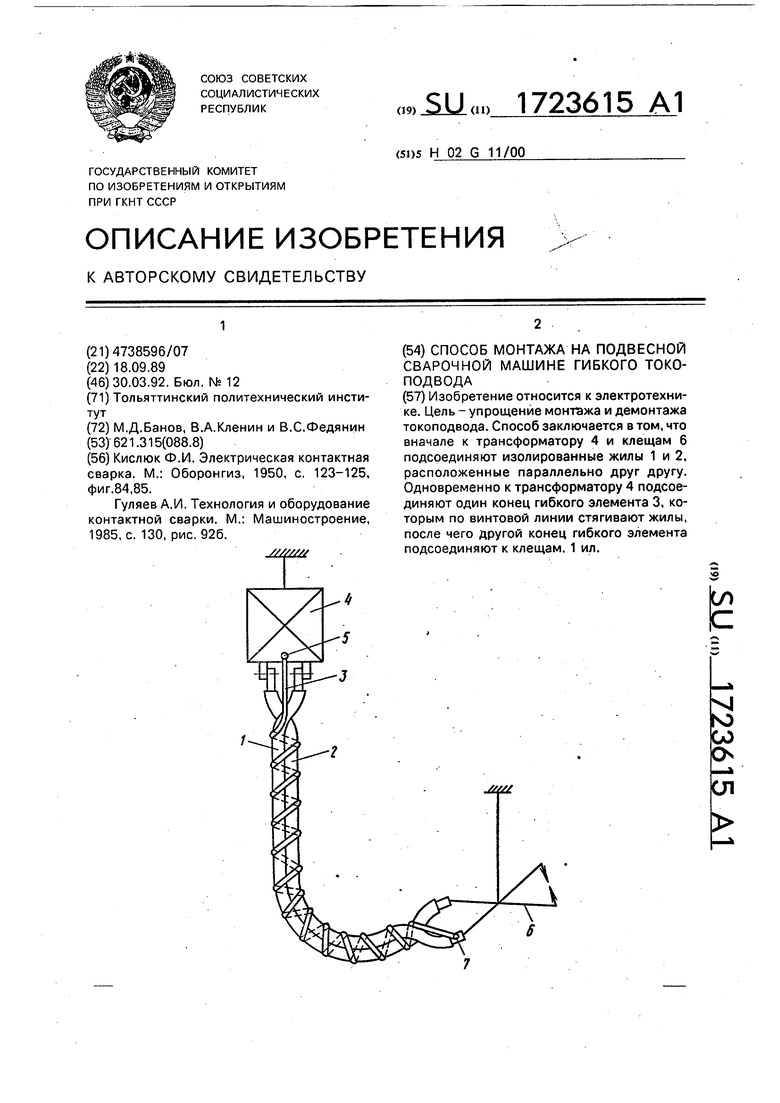
| Кислюк Ф.И | |||
| Электрическая контактная сварка | |||
| М.: Оборонгиз, 1950, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Гуляев А.И | |||
| Технология и оборудование контактной сварки | |||
| М.: Машиностроение, 1985, с | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| ЭЛЕКТРИЧЕСКИЙ ТРЕХФАЗНЫЙ КАБЕЛЬ | 1924 |
|
SU926A1 |
