Изобретение относится к области резания материалов и может быть использовано в технологии машиностроения и инструментальном производстве.
Известен резец для чистовой обработки, содержащий державку, в которой расположена режущая пластина и узел ее крепления, вставку из высоконаполненного композиционного материала на полимерной основе с овальным выступом со стороны узла крепления, размещенную в выборке державки, и датчик силы (а.с.СССР №1602212, кл. В23В27/00, 1991г., Бюл.№2).
Недостатками являются: низкое качество обработки, связанное с тем, что режущая пластина и узел ее крепления расположены непосредственно в державке, жестко закрепленной в резцедержателе, т. е. не происходит виброизоляции их металлических поверхностей, кроме того, вставка имеет постоянную жесткость, поэтому в ней при действии на резец возмущающей силы резания возникает момент пары восстанавливающих сил, недостаточный для эффективного демпфирования колебаний резца; вставка заполняет выборку, имеющую большой объем, что приводит к перерасходу материала вставки.
Известен демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, резец снабжен металлической оправкой и тонкостенным контейнером, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполненными вставкой из материала с высоким демпфированием, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер неподвижно закреплен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой (патент РФ №2457078, МПК В23 В27/00, опубл. 27.07.2012, Бюл. № 21).
Резец имеет следующие недостатки:
1. При обработке изделия возмущающая сила резания вызывает колебания оправки с жестко фиксированной на ее верхней поверхности режущей пластиной, однако материал с высоким демпфированием вставки имеет постоянную жесткость по всей вставке, поэтому возникающая в ней пара восстанавливающих сил, хотя и создает момент, стремящийся вернуть режущую пластину в положение статического равновесия, и демпфирует колебания, но он не достаточен, чтобы минимизировать вибрации до желаемого уровня и не позволяет достигнуть требуемого качества обработки.
2. Сложность конструкции резца, снабженного тонкостенным контейнером с установленной в нем металлической оправкой, и неподвижным закреплением контейнера в выборке, выполненной по форме контейнера.
3. Расход материала на изготовление тонкостенного контейнера.
4. Перерасход материала с высоким демпфированием вставки, т.к. она заполняет боковые зазоры по всей части оправки, размещенной в контейнере.
Технической задачей предлагаемого изобретения является повышение качества обработки, упрощение конструкции резца и снижение его материалоемкости.
Технический результат по повышению качества обработки, упрощению конструкции резца и снижению его материалоемкости достигается тем, что в демпфирующем резце, содержащем режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, снабженым металлической оправкой, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда, выборка ориентирована по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой, в выборке, выполненной по форме оправки, размещен нижний конец оправки с равномерными по дну и стенкам выборки зазорами, заполненными вставкой из материала с высоким демпфированием, вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости, первая из полувставок - подпятник расположен на конце оправки со стороны дна выборки, а вторая - на верхней части оправки, размещенной в выборке, при этом протяженности подпятника и второй полувставки меньше половины глубины выборки, а жесткость подпятника больше жесткости второй полувставки.
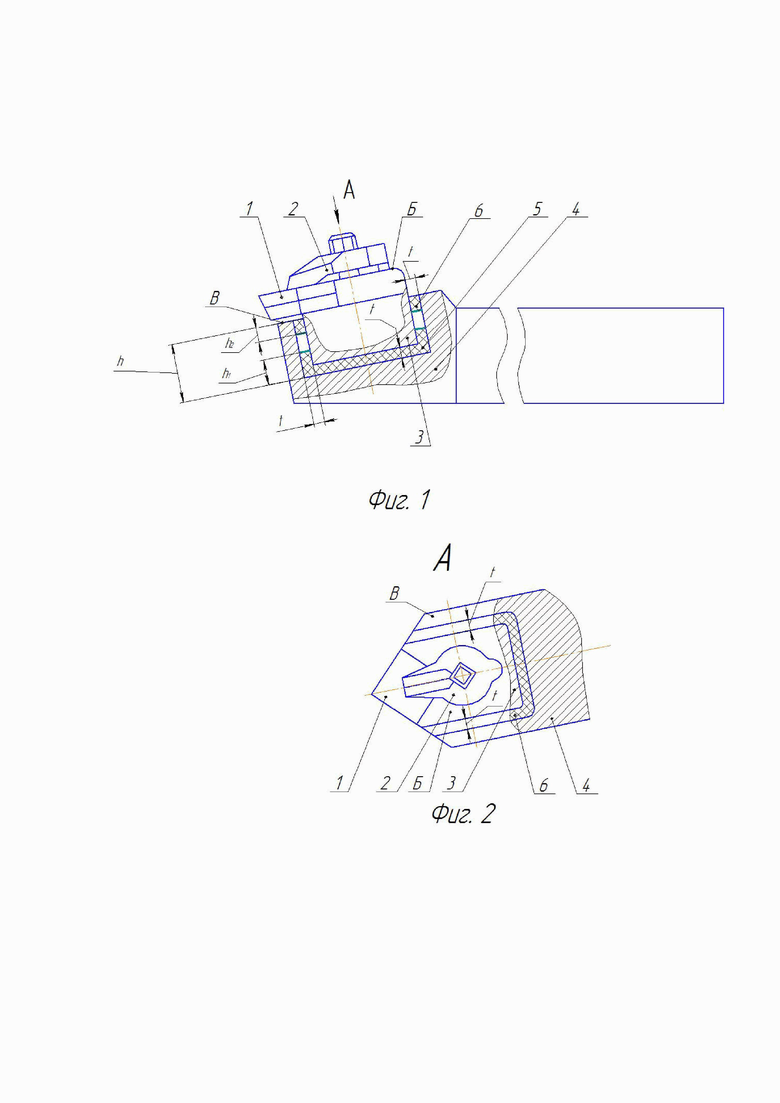
На фиг. 1 представлен общий вид резца; на фиг. 2 - вид А на фиг. 1.
Режущая пластина 1 узлом ее крепления 2 жестко фиксирована на верхней поверхности Б металлической оправки 3, изготовленной в виде прямоугольного параллелепипеда. В выборке, выполненной по форме оправки 3 и ориентированной по нормали к верхней плоскости В переднего конца державки 4, размещен нижний конец оправки 3 с равномерными по дну и стенкам выборки зазорами t с обеспечением отсутствия контактирования режущей пластины 1 и узла ее крепления 2 на оправке 3 с державкой 4. Зазоры заполнены вставкой из материала с высоким демпфированием, сформированной из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости. Первая из полувставок - подпятник 5 расположен на конце оправки 3 со стороны дна выборки, а вторая 6 - на верхней части оправки 3, размещенной в выборке, при этом протяженности h1, подпятника 5 и h2 полувставки 6 меньше половины глубины h выборки, а жесткость подпятника 5 больше жесткости полувставки 6.
Подготовка демпфирующего резца к работе происходит в такой последовательности.
Нижний конец оправки 3 размещают с равномерными зазорами t по дну и стенкам выборки, выполненной по форме оправки 3 и ориентированной по нормали к верхней плоскости В переднего конца державки 4 с обеспечением отсутствия контактирования режущей пластины 1 и узла ее крепления 2 на верхней поверхности Б оправки 3 с державкой 4. Заполняют указанные зазоры материалом с высоким демпфированием с образованием вставки, которую формируют из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости. Первую из полувставок - подпятник 5 располагают на конце оправки 3 со стороны дна выборки, а вторую 6 - на верхней части оправки 4, размещенной в выборке. При этом подпятник 5 обладает большей жесткостью, чем жесткость полувставки 6. Выдерживают условие, чтобы протяженности h1, подпятника 5 и h2 полувставки 6 были меньше половины глубины h/2 выборки (h1 < h/2; h2 < h/2 ).
Таким образом нижний конец оправки 3 оказывается размещенным в подпятнике 5 и полувставке 6 из материалов с высоким демпфированием различных жесткостей, формирующих вставку, разделяющую оправку 3 и державку 4. После этого резец закрепляют в резцедержателе (не показан).
Демпфирующий резец функционирует следующим образом.
Задают режимы резания конструкционного материала. При его обработке возмущающая сила резания вызывает колебания оправки 3 с жестко фиксированной на ее верхней поверхности Б узлом крепления 2 режущей пластиной 1. В случае изготовления вставки цельной по всей длине нижнего конца оправки 3, размещенной в выборке, или вставки, сформированной из подпятника 5 и полувставки 6 из материала с высоким демпфированием одинаковой жесткости, в цельной вставке возникает пара восстанавливающих сил, а в подпятнике 5 и полувставке 6 - две одинаковые пары восстанавливающих сил. В обоих случаях созданные восстанавливающие моменты демпфируют колебания и стремятся вернуть режущую пластину 1 в положение статического равновесия, но они недостаточны, чтобы минимизировать вибрации до желаемого уровня. (Пара сил - это две равные по модулю параллельные силы, направленные в противоположные стороны; момент пары - произведение модуля одной силы пары на плечо, взятое со своим знаком; расстояние между линиями действия этих сил - плечо пары).
Так как вставка сформирована из подпятника 5 и полувставки 6 из материалов с высоким демпфированием, имеющих различные жесткости, при чем жесткость подпятника 5 больше жесткости полувставки 6, то в подпятнике 5 и полувставке 6 действуют восстанавливающие параллельные силы, направленные в противоположные стороны и не равные по модулю, при этом модули сил в подпятнике 5 больше модулей сил в полувставке 6, так как подпятник 5 имеет большую жесткость. Поэтому, кроме момента от пары сил, равных по модулю силам в полувставке 6, в подпятнике 5 действуют еще силы, равные величине разности модулей сил в подпятнике 5 и полувставке 6 и создающие дополнительный восстанавливающий момент, что повышает эффективность демпфирования режущей пластины 1. (Дополнительный момент равен произведению величины разности модулей указанных сил на плечо). Таким образом, происходит высокоэффективное демпфирование продольных, поперечных вибраций и ударных нагрузок, возникающих в процессе резания. Поэтому подбором различных жесткостей материалов с высоким демпфированием в подпятнике 5 и полувставке 6 возможно минимизировать вибрации режущей пластины 1 до необходимого уровня и достигнуть требуемого качества обработки.
В демпфирующем резце нижний конец металлической оправки 3 непосредственно размещен в выборке, выполненной по форме оправки 3, с равномерными по дну и стенкам выборки зазорами t, заполненными материалами с высоким демпфированием подпятника 5 и полувставки 6, что упрощает конструкцию резца и снижает его материалоемкость, так как нет необходимости в дополнительных конструкционных разработках для размещения конца оправки 3.
Экономия материала вставки происходит за счет размещения на расстоянии друг от друга подпятника 5 и полувставки 6 и их протяженностей h1 и h2 , меньших половины глубины h/2 выборки.
Оригинальностью предложенного демпфирующего резца является то, что в выборке, выполненной по форме оправки 3, размещен нижний конец оправки 3 с равномерными по дну и стенкам выборки зазорами t, заполненными вставкой из материала с высоким демпфированием, вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости, первая из полувставок - подпятник 5 расположен на конце оправки 3 со стороны дна выборки, а вторая 6 - на верхней части оправки 3, размещенной в выборке, при этом протяженности h1 подпятника 5 и h2 второй полувставки 6 меньше половины глубины h/2 выборки, а жесткость подпятника 5 больше жесткости второй полувставки 6, что позволяет:
1. Повысить качество обработки путем увеличения эффективности демпфирования колебаний режущей пластины, жестко фиксированной на верхней поверхности оправки, за счет формирования вставки из подпятника и второй полувставки, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости, причем жесткость подпятника больше жесткости второй полувставки.
2. Упростить конструкцию резца, так как нижний конец оправки размещен непосредственно в выборке, выполненной по форме оправки, с равномерными зазорами по дну и стенкам выборки, что не требует для размещения дополнительных конструктивных элементов.
3. Снизить расход материала вставки, так как она состоит из подпятника и второй полувставки, размещенных на нижнем конце оправки на расстоянии друг от друга, а протяженности подпятника и полувставки меньше половины глубины выборки, кроме того, исключен расход материала на изготовление дополнительных конструктивных элементов для размещения оправки в выборке.
Таким образом, предлагаемый демпфирующий резец позволяет достичь технического результата по повышению качества обработки, упрощению конструкции резца и снижению его материалоемкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Демпфирующий резец | 2018 |
|
RU2686500C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2015 |
|
RU2621939C2 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
| Демпфирующий сборный резец | 2021 |
|
RU2771248C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
Резец содержит режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием и металлическую оправку. Режущая пластина с узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда. Выборка ориентирована по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия возможности контактирования режущей пластины и узла ее крепления на оправке с державкой. В выборке, выполненной по форме оправки, размещен нижний конец оправки с равномерными по дну и стенкам выборки зазорами, заполненными вставкой из материала с высоким демпфированием. Вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости, первая из полувставок – подпятник расположен на конце оправки со стороны дна выборки, а вторая – на верхней части оправки, размещенной в выборке. При этом протяженности подпятника и второй полувставки меньше половины глубины выборки, а жесткость подпятника больше жесткости второй полувставки. Достигается повышение качества обработки, упрощение конструкции резца и снижение его материалоемкости. 2 ил.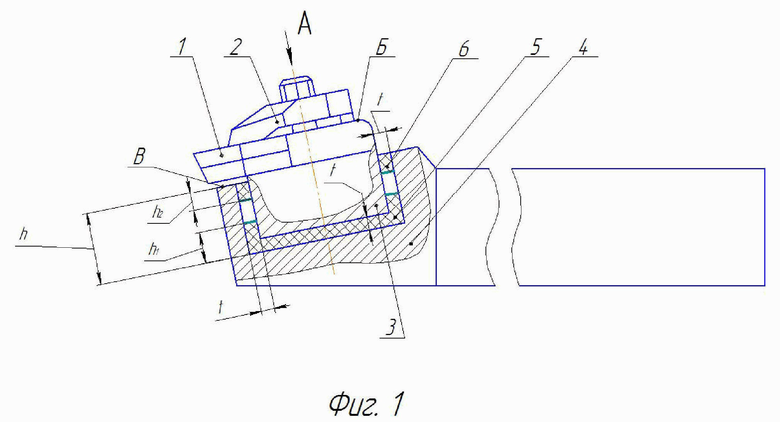
Демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, снабжен металлической оправкой, причем режущая пластина посредством узла крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда, выборка ориентирована по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия возможности контактирования режущей пластины и узла ее крепления на оправке с державкой, отличающийся тем, что в выборке, выполненной по форме оправки, размещен нижний конец оправки с равномерными по дну и стенкам выборки зазорами, заполненными вставкой из материала с высоким демпфированием, вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов с высоким демпфированием и имеющих различные жесткости, первая из полувставок – подпятник расположен на конце оправки со стороны дна выборки, а вторая – на верхней части оправки, размещенной в выборке, при этом протяженности подпятника и второй полувставки меньше половины глубины выборки, а жесткость подпятника больше жесткости второй полувставки.
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| Виброгаситель для режущих инструментов | 1961 |
|
SU151174A1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2015 |
|
RU2621939C2 |
| WO 2005107982 A1, 17.11.2005. | |||

