де проводов б и 7. Активный электрод 3 выполнен в виде цилиндра с продольной цилиндрической полостью 8 с щелевым отверстием 9, расположенным по длине его образующей, обращенной к заземленному валковому электроду 1. Продольная цилиндрическая полость 8 активного электрода 3 снабжена газораспределительной камерой 10. установленной неподвижно 6 продольной полости 8 по центральной оси и образующей равномерный кольцевой зазор с поверхностью Г1родольиой полости 8, причем на стенке камеры 10 (которая выполнена плоской или выпуклой) выполнены сквозные отверстия 11с проходным семением, плавно увеличивающимся от центра камеры 10 к ее торцам для образования ламинарного потока газа по длине щелевого отверстия 9 продольной полости 8 активного электрода 3 на поверхность изделия. В торцовых стенках активного электрода 3 и камеры 10 активного электрода 3 установлены патрубки 12 и 13 для сообщения с источником 14 инертного газа посредством трубопроводной системы, содержащей гибкие диэлектрические трубопроводы 15, вентили 16 и 17 и расходомеры 18 и 19. Активный электрод 3 смонтирован с возможностью вертикального перемещения и поворота вокруг горизонтальной оси для изменения угла выхода газа из щелевого отверстия 9 относительно поверхности изделия 20 (механизм поборота на чертеже не показан).
Устройство работает следующим образом.
Изделие 20 (полимерная пленка, лист, бумажное полотно, кожа и др.) проходит в межэлектродном зазоре Н между двумя электродами 1 и 3, где активный электрод 3 соединен с источником 5 высокого напряжения, а второй электрод 1,покрытый слоем 2 диэлектрика, заземлен приводом 7.
В межэлектродном зазоре Н образуется коронный разряд, и изделие 20 обрабатывается с одной стороны поверхности (если оно плотно прижато к заземленному электроду 1 с диэлектрическим слоем 2 покрытия) или с двух сторон (если оно проходит в межэлектродном зазоре Н между электродами 1 и 3).
Эффективность обработки поверхности изделия 20 зависит в основном от мощности и частоты тока, подаваемого на электрод 3, а также.от скорости движения изделия 20. Качество обработки поверхности изделия 20, лежащего на поверхности заземленного электрода 1 с диэлектрическим слоем 2 покрытия, достигается тем, что электрический разряд по всей ширине обрабатываемой поверхности изделия 20 в межэлектродном зазоре Н равномерно распределен в виде короны. Проводником электрического тока в межэлектродном зазоре Н является инертный газ, выходящий из щелевого отверстия 9 активного электрода 5. Обработка поверхности изделия 20 между электродами 1 и 3 в среде инертного газа исключает образование озона, который является сильным окислителем и токсичен, и снижает энергозатраты. Снижение рабочего напряжения снижает тепловыделения в межэлектродном зазоре Н. Отсутствие высоких температур газа исключает деструкцию и растрескивание диэлектрического слоя 2 покрытия заземленного электрода 1, что увеличивает срок службы установки и качество изделия 20.
Инертный газ от источника 14 по трубопроводам 15 подают к патрубкам 12 и 13 газораспределительной камеры Юакшвного электрода 3.
Из газораспределительной камеры 10 через сквозные отверстия 11, выполненные на стенке камеры 10, обращенной к внутренней стенке продольной полости 8, инертный газ равномерно по длине выходит в продольную полость 8 Цилиндрической формы и далее в щелевое отверстие 9 и межэлектродный зазор.
Тонкость регулирования и равномерность подачи и выхода газа по длине щелевого отверстия 9 осуществляется вентилями 16 и 17 по показанию расходомеров 18 и 19 с обеспечением расходов в патрубках 12 и 13.
Для обеспечения ламинарного потока газа на поверхность изделия 20 и исключения пульсации газа на выходе из щели 9 инертный газ из газораспределительной камеры 10 в цилиндрическую продольную полость 8 активного электрода 3 через сквозные отверстия 11 подают на стенку по центру для разделения на два равных потока, сходящихся в едийъ1й поток газа в щелевом отверстии 9.
Процесс обработки поверхности изделия 20коронным разрядом - непрерывный и проходит в течение длительного времени. В процессе обработки в сети подачи инертного газа могут возникнуть колебания давления при подачи его в камеру 10, что сказывается на равномерности обработки поверхности изделия 20 по ширине, т.е. свойства адгезии будут разные. Чтобы исключить влияния незначительных колебаний и падений давления в системе подачи и выхода газа, площадь сечения отверстий 11 для выхода газа на стенке камеры 10 больше ИЛИ равна площади сечения щелевого отверстия Эвактивном электроде 3 (Роте Рщели).
Коронный разряд в газовом межэлектродном зазоре Н образуется при подаче высокого напряжения от генератора 5 на активный электрод 3 по токопроводу 4. Равномерное распределение коронного разряда между элект|эодом 3 и электродом 1 с диэлектрическим слоем 2 обеспечивается по ширине изделия 20 благодаря равномерному распределению инертного газа по его д/1ине. Использование инертного газа, имеющего низкую по сравнению с воздухом диэлектрическую проницаемость, снижает энергозатраты. Посредством вертикального перемещения активного электрода 3 изменяется величина межэлектродногр разряда Н. Практика показала, что в случае обработки поверхности изделия 20 коронным разрядом в зазоре Н на скорости перемещения его менее 30 м/мин наиболее благоприятно направление подачи газовой струи против движения изделия 20 с углом наклона оз (см. фиг. 3). В случае обработки поверхности изделия на скорости перемещения более 30 м/мин увеличение тепловой нагрузки на проходящее изделие (пленка, кожа и др.) на узком участке достигается увеличением угла наклона аа газовой струи, а также уменьшением межэлектродного зазора с углом наклона а 90°.
Оптимальный выбор угла а наклона газовой струи в сторону противодвижения изделия 20 позволяет получить минимальные тепловые потери тазовой струи и обеспечихвает качественную обработку поверхности изделия 20 коронным разрядом в межэлектронном зазоре Н при минимальных энергозатратах.
;Выбор вида инертного газа определяется различными технико-экономическими факторами, среди .которых важнейшими являются требования минимального пробойного электрического напряжения, в частности для ocyilieHt oro и подогретого азота равного 600 В/мм. Oтнpcиteльнo заземленного э/ ектрода 1 с диэлектрическим слоем 2 с целью, увеличения интенсивности обработки поверхности изделия 20 могут быть установлены параллельно несколько активных электродов 3 предложенной конструкции.
Пример. Изотропную заготовку полипропиленовой (ПП) пленки, полученную на экструзионнойустановке, толщиной 1000 мкм вытягивают в продольном направлении со степенью вытяжки 5,5.
Продольно вытянутое полотно толщиной 180 мкм вытягивают в поперечном направлении со степенью вытяжки 9 на установке поперечной ориентации.
Затем двухосно-ориентированную пленку ПП толщиной 20 мкм подают в межэлектродный зазор Н на обработку поверхности коронным разрядом. От источника 14 инертного газа по трубопроводам 15 азот подают к патрубкам 12 и 13 при установившемся давлении 0,8 атм. Если давление газа увеличить свыше 1,5 атм, коронный.разряд разрывается. При подаче высокого напряжения 2000 В Нс( активный электрод 3 от генератора 5 возникает короннь1й разряд между поверхностью пленки ПП, лежащей на диэлектрическом слое 2 электрода 1, и электродом 3.
Равномерное распределение коронного разряда по межэлектродному зазору Н обеспечивается равномерным и постоянным распределением азота по его длине;. В результате обработки пленки ПП на скорости 80 м/мин получают двухосно-ориентированную пленку ПП с активированной поверхностью толщиной 20 мкм. Изменение свободной энергии поверхности пленки оценивают по .степени ее смачивания смесью целовольв-формамид.,. Величина свободной энергии поверхности пленки.ПП, обработанной коронным разрядом, составляла 70-72 мн/н, что характеризует хорошие печатные свойства и повышение адгезии к тем или иным субстратам.
Выполнение стенки камеры 10 газораспределения выпуклой или плоской со сквозными отверстиями 11 ведет к упрощению ее изготовления. Выполнение щелевого отверстия 9 сложной формы, т.е. щелевого отверстия 9, плавно увеличивающегося от центра камеры 10 к ее торцам, очень сложно и трудоемко по сравнению с выполнением сквозных отверстий 11 на стенке камеры 10.
Если на стенке камеры 10 газораспределения выполнить сквозные отверстия 11 равной площади, то по длине стенки камеры 10 поток газа распределяется неравномерно при подаче потока газа с обеих сторон камеры 10 при .
Как показали испытания, если5 Ротв.Рщели, то это условие обеспечивает по длине равномерное распределение потока газа в щелевом отверстии 9 активного электрода 3 и равномерное распределение электрического разряда, что обеспечивает качество обработки поверхности изделия 20 (при условии, если газораспределительная камера 10 установлена по центру).
С увеличением скорости подачи изделия 20 в межзлектродный зазор для обработки поверхности изделия 20 коронным разрядом (более 8Q м/мин) наблюдается
унос потока газа в сторону движения изделия 20, что снижает качество обработки поверхности изделия коронным разрядом.
FOTB
При СРотв Рщели ИЛИ
1
ПОТОК
Рщели/
газа динамически устойчивый (без пульсаций, в межэлектродном зазоре по ширине изделия 20,. равномерный электрический разряд, что. обеспечивает качественную обработку поверхности изделия 20.
Механизмом поворота (не показан) изменяют угол выхода потока газа из щелевого отверстия 9 активного электрода 3 относительно горизонтальной поверхности изделия для тонкой регулировки качества активации поверхности изделия 20.
В зависимости от необходимой интенсивности теплопереноса от газовой струи на поверхность изделия расстояния между сквозными отверстиями 14 или диаметры последних выбраны различными по длине камеры.
Применение предлагаемого устройства для обработки различных плоских изделий коронным разрядом позволяет повысить качество обработки поверхности изделия (адгезию на 5-10%.
Применение изобретения позволяет расширить эксплуатационные возможности устройства..
Формула изобретения
1.Устройство для обработки поверхности изделий коронным разрядом по авт. св. Мг 1691129, отличающееся тем, что,
С целью повышения качества обработки изделий за счет увеличения адгезии поверхности изделий и обеспечения равномерной обработки по их ширине, оно снабжено камерой газораспределения, установленной неподвижно по центральной оси в продольной полости активного электрода с образованием равномерного кольцевого зазора с поверхностью продольной полости, причем в стенке камеры газораспределения, параллельно щелевому отверстию, диаметрально противоположно щелевому отверстию и в одной вертикальной плоскости с ним выполнены сквозные отверстия для выхода газа из камеры в продольную полость с проходным сечением, плавно увеличивающимся от центра камеры к ее торцам.
2.Устройство по п. 1, о т л и ч а ю щ е ес я тем, что суммарная площадь сечений проходных отверстий по меньшей мере равна площади сечения щелевого отверстия.
3.Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что активный электрод смонтирован с возможностью поворота относительно горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхности изделий коронным разрядом | 1987 |
|
SU1691129A1 |
| УСТРОЙСТВО ОБРАБОТКИ ПОВЕРХНОСТИ КОРОННЫМ РАЗРЯДОМ | 2006 |
|
RU2306224C1 |
| Газоразрядное устройство для обработки плазмой при атмосферном давлении поверхности биосовместимых полимеров | 2020 |
|
RU2751547C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ КОРОТКОВОЛНОВОГО ИЗЛУЧЕНИЯ ИЗ ПЛАЗМЫ ГАЗОВОГО РАЗРЯДА | 2002 |
|
RU2252496C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ, СПОСОБ ГЕНЕРАЦИИ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2196394C1 |
| ЭЛЕКТРОРАЗРЯДНЫЙ ГЕНЕРАТОР ДЛЯ ОБРАБОТКИ ВОЗДУХА | 1993 |
|
RU2069168C1 |
| ПЛАЗМЕННАЯ ОБРАБОТКА ПОВЕРХНОСТИ С ИСПОЛЬЗОВАНИЕМ РАЗРЯДА ПИНЧЕВОГО ТИПА | 2014 |
|
RU2579845C1 |
| Аппарат для разделения газа | 1989 |
|
SU1662646A1 |
| МОЩНЫЙ ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ЭКСИМЕРНЫЙ ЛАЗЕР ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПРИМЕНЕНИЙ | 2015 |
|
RU2598142C2 |
| Устройство для изучения кинетики трибоэлектризации сыпучего материала | 1982 |
|
SU1082486A1 |
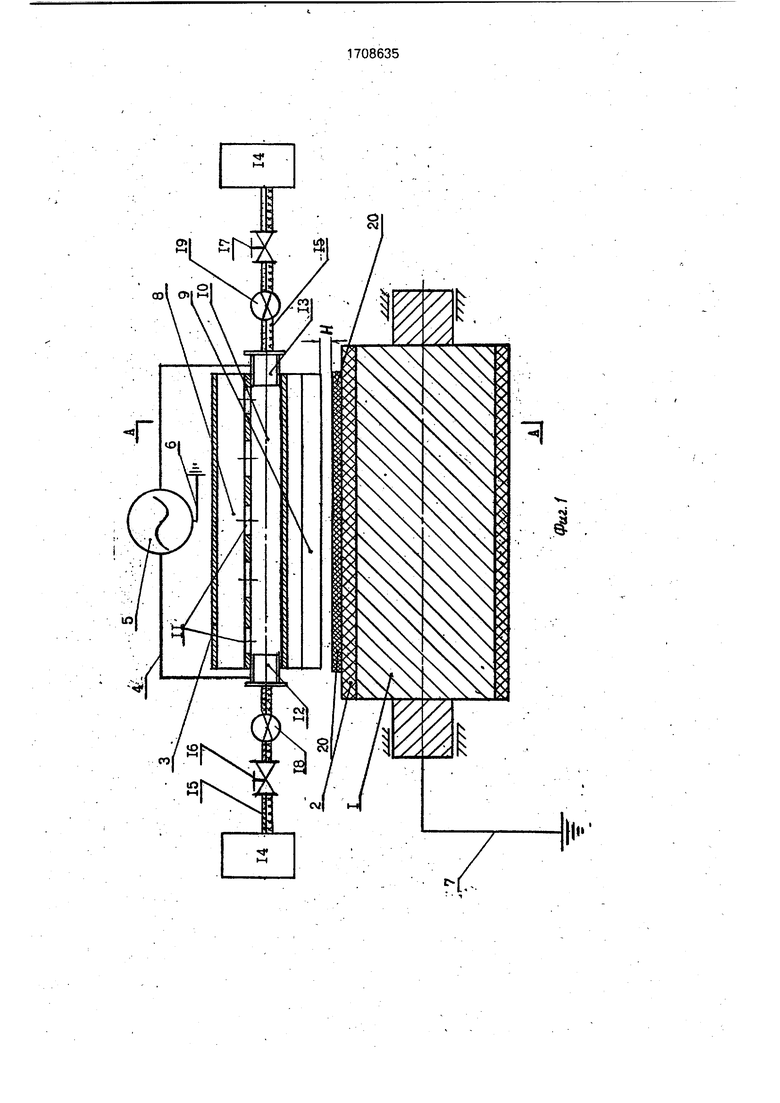

Изйбретение относится к обработке поверхности изделий коронным разрядом. Оно м.б. использовано в электронно-ионной технологии. Цель изобретения - повышение качества обработки изделий за счет увеличения адгезии поверхности изделий и обеспечения равномерной обработки по их ширине. Для этого устройство для обработки поверхности изделий коронным разрядом снабжено камерой газораспределения, установленной неподвижно в продольной полости активного электрода. На стенке ка-меры выполнены сквозные отверстия с проходным сечением, плавно увеличивающимся от центра камеры к ее торцам. Активный электрод соединен с источником напряжения. Напротив активного электрода размещен заземленный валковый электрод со слоем диэлектрика. Сквозные отверстия расположены диаметрально противоположно щелевому отверстию активного электрода для выпуска газа на поверхность изделия. Площадь сечения сквозных отверстий по меньшей мере равна площади щелевого отверстия. Активный электрод смонтирован с возможностью поворота относительно горизонтальной плоскости. При работе инертный газ подается в камеру, выходит из сквозных отверстий и попадает в щелевое отверстие. При этом между электродами образуется коронный разряд. Равномерное распределение газа спосоОствует равномерному коронному разряду. Это повышает качество обработки и адгезию материала. 2 з.п. флы, 3 ил.V,I ^^Изобретение относится к электронно- ионной технологии и может быть использовано для обработки поверхности изделий, в частности полимерных материалов, коронным разрядом с целью повышения их адгезионных свойстЬ к красящим, клеящим и другим материалам без существенного изменения физико-механических свойств.Цель изобретения - повышение качества обработки изделий за счет увеличения адгезии поверхности изделий и обеспечения равномерной обработки по их ширине.На фиг. 1 изображено предложенное устройство для обработки поверхности изделий коронным разрядом, продольныйразрез: на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема распределения потока газа относительно поверхности изделия.Устройство для обработки поверхности изделий коронным разрядом содержит по меньшей мере один заземленный валковый электрод 1 в виде цилиндра с диэлектрическим слоем 2 покрытия и активный электрод 3, расположенный над заземленным валковым электродом 1 и параллельно ему с образованием межэлектродного зазора Н, причем активный электрод 3 соединен токо- проводом 4 с заземленным источником высокого напряжения - генератором 5, а заземляющие линии связи выполнены в ви-S00оСА) СЛ>& ND
| Устройство для обработки поверхности изделий коронным разрядом | 1987 |
|
SU1691129A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
