Изобретение относится к холодной листовой штамповке, в частности к штампам последовательного действия для надрезки и отгибки лепестков или крючков.
Цель изобретения - повышение качества лепестков путем повышения их жесткости и уменьшения концентрации напряжений в месте отгиба лепестка, а также улучшение условий перешлифовки рабочих участков пуансона для надрезки и отгибки лепестков.
На фиг. 1 изображена нижняя часть (зеркало матрицы) предлагаемого штампа, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 пуансон для надрезки и отгибки, вид В на фиг. 2.
Предлагаемый штамп содержит основную матрицу 1, два расположенных в верхней части штампа пробивных овальных пуансона 2 для образования боковых сторон лепестка В в плоской заготовке 3 и пуансон 4 с режущей цилиндрической кром-: кой R и рабочим участком D для отгибки лепестка В.
В основной матрице 1 с рабочим цилиндрическим участком F для надрезки лепестка в ступенчатом отверстии Е установлена дополнительная матрица 5, имеющая криволинейный рабочий участок Н для отгибки лепестка В в плоской заготовке 3, имеющей толщину д,
В штампе имеется жестко установленный в нижней части-штампа съемник 6.
Пуансон 4 (фиг. 3 показан штриховой линией) и дополнительная матрица 5 соответственно снабжены криволинейными рабочими участками G и Н для образования продольного желобка К на лепестку В, причем в продольной вертикальной плоскости центры кривизны этих участков расположены oтнocWeльнo продольной оси пуансона 4 со стороны, противоположной его режущей кромки R. Эти криволинейные участки расположены друг от друга на расстоянии большем на 0,2-0,6 мм толщины б полосы 3. Основная матрица 1 имеет два рабочих овальных отверстия L с режущими кромками N и Р для образования боковых сторон лепестка В. Дополнительная матрица 5 выполнена по высоте, равной высоте основной матрицы 1, а рабочий торец С пуансона 4 расположен перпендикулярно его про до льной оси.
Штамп работает следующим образом.
При первом движении верхней части штампа вниз сначала пробиваются в плоской заготовке 3 два овальных отверстия L При обратном движении верхней части штампа плоская заготовка (ленты или полоса) поднимается пуансонами вверх до упора в съемник 6, снимается с пуансонов и падает обратно на зеркало матрицы 1. Затем заготовку перемещают справа налево на шаг подачи до шагового упора (не показано). При повторном перемещении верхней части штампа вниз пуансон 4 сначала надрезает, а затем отгибает лепесток вив дальнейшем образует на нем продольный желобок К и одновременно с этим в плоской заготовке снова пробиваются два овальных отверстия L для образования следующего лепестка. При дальнейшей работе штампа процесс образования лепестков (крючков) повторяется.
Предлагаемый штамп обеспечивает выполнение на плоских заготовках (в ленте или полосе) более качественных лепестков, по симметричности и механической прочности за счет повышения их жесткости путем образования на них продольных желобков и устранения в основании их боковых сторон сильных концентраторов механических напряжений.
Формула изобретения
1. Штамп для надрезки и отгибки преимущественно лепестков на плоских заготовках, содержащий съемник, пуансон с режущей кромкой и рабочим участком для отгибки лепестков, расположенной в верхней части штампа, и расположенную в нижней части штампа основную матрицу с рабочим участком для надрезки лепестка и ступенчатым отверстием с установленной в нем дополнительной матрицей, отличающийся тем, что, с целью повышения качества лепестков путем повышения их жесткости и уменьшения концентрации напряжений в месте отгибки лепестка, штамп снабжен двумя пробивными пуансонами, расположенными в верхней части штамп и выполненными в основной матрице соответствующими им рабочими отверстиями для образования боковых сторон лепестка, при этом верхний рабочий торец дополнительной матрицу расположен на одном уровне с зеркалом основной матрицы, а дополнительная матрица и обращенная к ней часть пуансона для надрезки и отгибки выполнены с криволинейными в продольной и горизонтальной плоскостях рабочими участками, причем в продольной вертикальной плоскорти центры кривизны криволинейных участков пуансона и дополнительной
матрицы расположены относительно продольной оси пуансона со стороны, противоположной оси режущей кромки, а в горизонтальной плоскости упомянутые центры расположены относительно продольной оси пуансона со стороны его режущей кромки.
2. Штамп поп. 1,отличающийС5 тем, что, с целью улучшения условий пере шлифовки рабочих участков пуансона дл надрезки и отгибки лепестков, его рабочиР торец выг1олнен перпендикулярно его про дольной оси.
cpue.i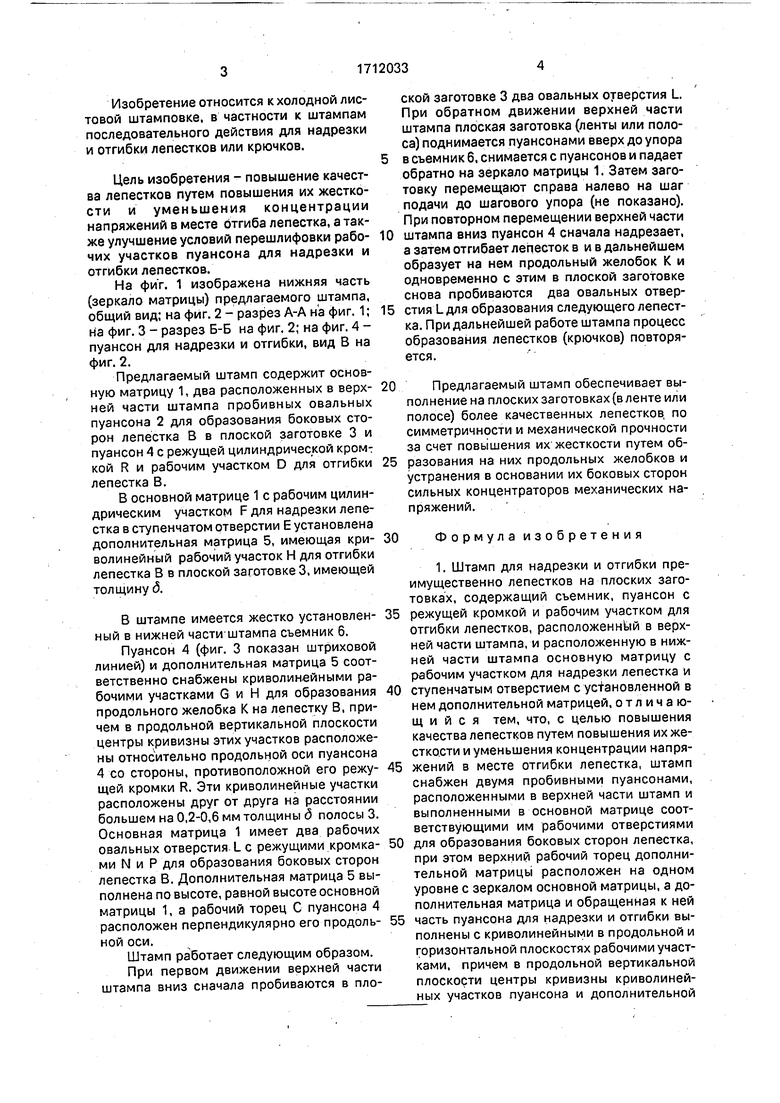
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| Штамп для надрезки и отгибкилЕпЕСТКА | 1979 |
|
SU804102A1 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1987 |
|
SU1503943A2 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1983 |
|
SU1109225A1 |
| Штамп для надрезки и отгибки надрезанных участков листового материала | 1980 |
|
SU937084A2 |
| СПОСОБ ФАСОННОЙ ОБРЕЗКИ КОНЦОВ ТРУБОК | 2007 |
|
RU2363558C1 |
| Штамп совмещенного действия | 1986 |
|
SU1310076A1 |

Изобретение относится к холодной листовой штамповке, в частности к штампам, последовательного действия для надрезкии отгибки лепестков. Цель изобретения - повышение качества лепестков путем повышение жесткости и уменьшения концентрации напряжения в месте отгибки лепестка, а так-^ же улучшение условий перешлифовки рабочих участков пуансона для надрёзки иотгибки лепестков. Штамп содержит основную матрицу 1, пробивные пуансоны 2 для предварительной пробивки в заготовке 3 двух отверстий по боковым сторонам, лепестка В, отгибаемого в заготовке 3. Пуансон4штампа предназначен для надрёзки и отгибки лепестка В. Дополнительная матрица5установлена в отверстии основной матрицы 1. Благодаря наличию на пуансоне 4 и матрице 5 криволинейных участков при над- резке и отгибке лепестка В на нем формируется желобок, повышающий жесткость лепестка. Предварительная пробивка в заготовке 3 пуансонами 2 двух отверстий уменьшает концентрацию напряжений в месте отгибки. Выполнение торца С пуансона 4 плоским позволяет улучшить условия его перешлифовки. 1 з.п. ф-лы, 4 ил.А-А•Se'ЁhO О CJсоII /^6 ^(риг.2
-5
сриаЗ
вид 8
С
Л,
:N
/ сригА
| Штамп для надрезки и отгибки | 1982 |
|
SU1021502A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
