Фие. /
3 150
Изобретение относится к обработке металлов давлением и может быть использовано в радиотехнической, приборостроительной, автомобильной и других отраслях промьшленности.
Цель изобретения - повьшение качества изделия за счет предотвращения завивки лепестков в продольном направлении и прогиба в поперечном направлении при надрезке.
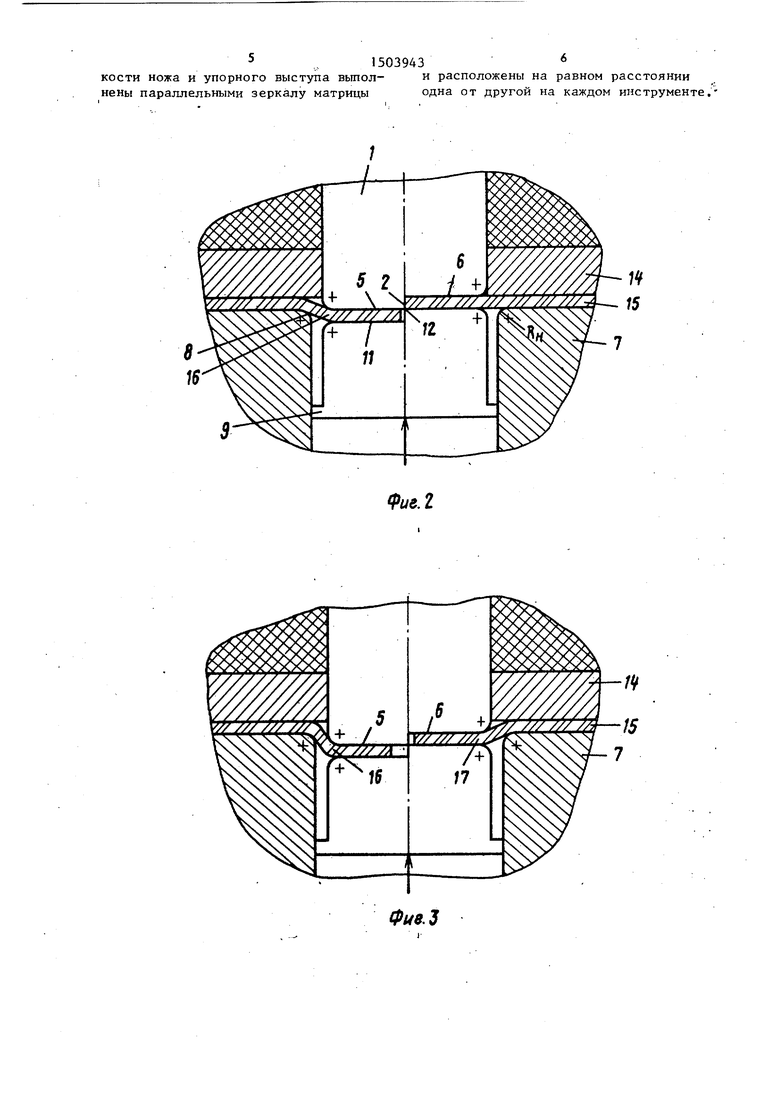
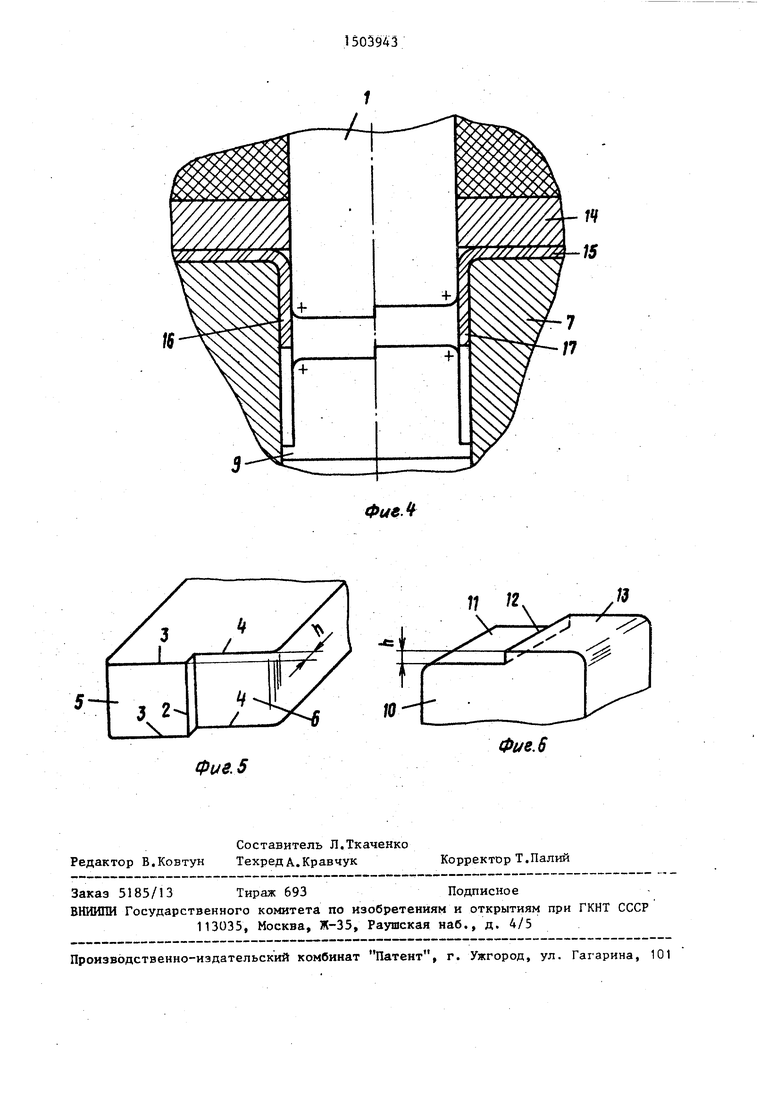
На фиг, 1 изображен штамп перед началом разрезки лепестков; на фиг. 2 - штамп в момент окончания надрезки первого лепестка; на фиг.З- то же, в. момент окончания надрезки второго лепестка; на фиг, 4 - то же, в момент окончания гибки старого лепестка; на фиг, 5 - пуансон в объемном изображении; на фиг, б - нож в объемном изображении.
Штамп содержит ступенчатьш пуансон 1 с кромкой для разрезки 2 и двумя парами боковых параллельных режущих кромок 3 и 4, расположенных на торцовых поверхностях 5 и 6 по об стороны от кромки для резки 2, матрицу 7 с двумя режущими кромками, расположенными в горизонтальной плоскости (не показаны) параллель- но кромкам 3 и 4, и гибочными кромками 8, а также нож 9 с упорным выступом 10 с торцовой поверхностью 11, кромкой для разрезки 12, размещенной на торцовой поверхности 13 ножа 9,
Кромки 2 и 12 размещены в плоскости поперечной симметрии штампа. Поверхности 5 и 6 пуансона и поверхности 11 и 13 ножа параллельны зеркалу матрицы 7 и отстоят одна от дру гой на расстоянии h,
Минимальная высота h равна толщине заготовки.
Штамп имеет также подпружиненный прижим-съемник 14, Нож установлен на упругом основании (не показано),
Штамп работает следующим образом.
Заготовку 15 помещают на зеркало матрицы 7 и прижимают прижимом 14, При рабочем ходе пуансона 1 вниз кромка 2 и две боковые режущие кромки 3 поверхности 5 пуансона 1, взаимодействуя через материал заготовки 15 с режущим контуром, образованным кромкой 12 ножа 9 и режущими кромка- ми левой части матрицы 7, разрезают заготовку 15 по линии раздела лепе- .стков с одновременной вырезкой боковых сторон контура лепестка 16
(левого)с частичным оформлением радиуса гибки.
Этот этап заканчивается тем, что заготовка 15 на участке, расположенном под поверхностями 5 и 6 пуансона 1, прижимается к поверхностям 11 и 13 ножа 9, После этого происходит вырезка боковых сторон контура лепестка 17 боковыми кромками 4 пуансона 1, расположенными на поверхности 6 пуансона 1, и режущими кромками правой части матрицы 7,
В конце первого этапа поверхность 5 располагается в одной плоскости с зеркалом матрицы 7, Второй этап заканчивается в момент, когда поверхность 6 пуансона 1 с расположенными на ней боковыми режущими кромками 4 расположится в одной плоскости с зеркалом матрицы 7,
Повышение качества изделия происходит на первом и втором этапах процесса за счет того, что обрабатываемый материал лепестков прижат между параллельными поверхностями 5 и 6 пуансона 1 и поверхностями 11 и 13 ножа 9,, к которому на этих двух этапах приложено усилие противодавления, чем предотвращается завивка лепестков в продольном направлении и прогиб в поперечном направлении,
В дальнейшем процесс происходит без подпора со стороны ножа 9 до момента выхода лепест1сов 16 и 17 в вертикальное положение - сначала ле-; вого 16, а затем правого 17 лепестков.
При обратном ходе ползуна пресса готовоеt изделие снимается с пуансона 1 прижимом--съемником 14, а нож 9 за счет усилия противодавления возвращается в исходное положение,
Готовое изделие удаляется механическим путем из рабочей зоны штампа и процесс повторяется.
Данный штамп позволяет получать лепестки более стабильными по высоте.
Формула изобретения
Штамп для надрезки и отгибки лепестков на листовьпс заготовках по авт, ев, № 1109225, отличающ и и с я тем, что, с целью повышения качества изделий, торцовые плоскости пуансона с кромками для надрезки и разрезки и торцовые плос
, 1503943
кости ножа и упорного выступа вьтол- и расположены на равном расстоянии нены параллельными зеркалу матрицы одна от другой на каждом инструменте.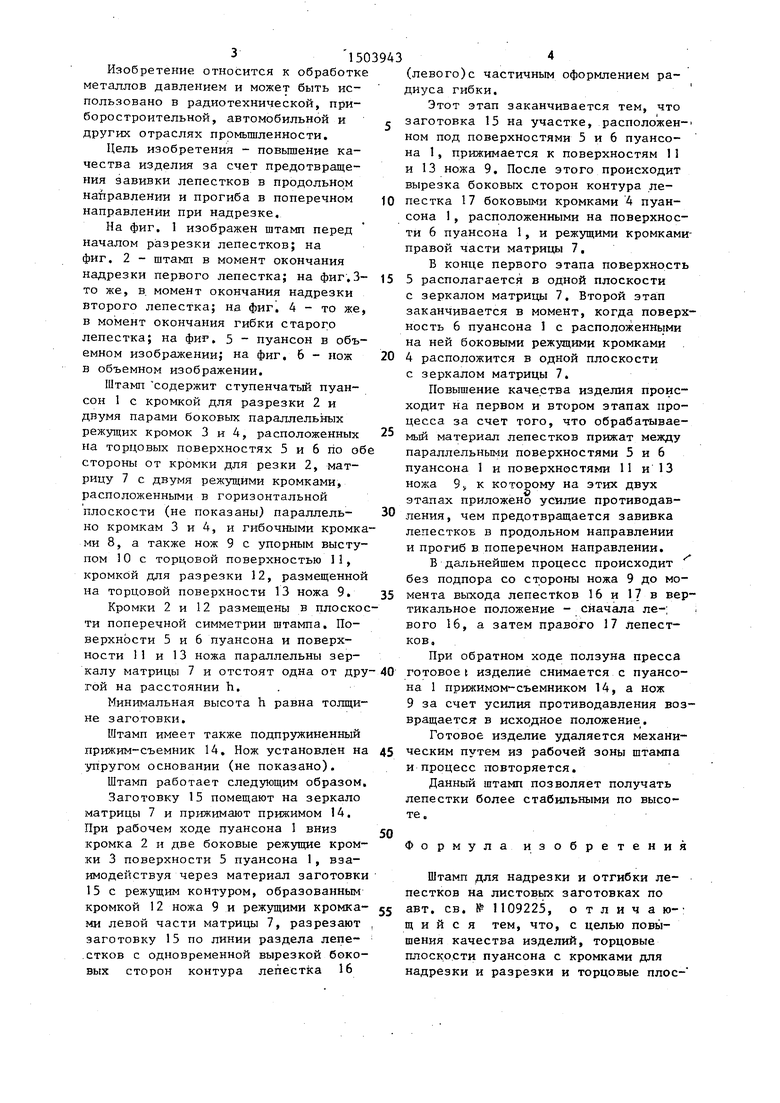
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1983 |
|
SU1109225A1 |
| Штамп для надрезки и отгибки | 1991 |
|
SU1804937A1 |
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1984 |
|
SU1217531A1 |
| Штамп для надрезки и отгибки | 1989 |
|
SU1712033A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для поэлементной штамповки деталей из листовых заготовок | 1983 |
|
SU1199363A1 |
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| Штамп для надрезки и отгибки | 1986 |
|
SU1328033A1 |
| Штамп совмещенного действия | 1986 |
|
SU1310076A1 |
| Штамп для надрезки и отгибкилЕпЕСТКА | 1979 |
|
SU804102A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в радиотехнической, приборостроительной, автомобильной и других отраслях промышленности. Цель изобретения - повышение качества изделий. Штамп содержит пуансон 1 с расположенными на рабочем торце кромкой 2 для разрезки и двумя парами параллельных в плане кромок для надрезки, размещенных на торцовых поверхностях /ТП/ 5 и 6 пуансона 1, и матрицу 7. Нож /Н/ 9 установлен в рабочем окне матрицы 7 на упругом основании. Режущая кромка Н 9 и кромка 2 пуансона 1 размещены в поперечной плоскости симметрии штампа. На боковой поверхности Н 9 расположен упорный выступ 10, выполненный с возможностью взаимодействия с ТП 5 посредством ТП 11. ТП 5 и 6 пуансона 1 и ТП 11 и 13 Н 9 размещены в плоскостях, параллельных зеркалу матрицы 7. Перепады их высот равны между собой. 6 ил.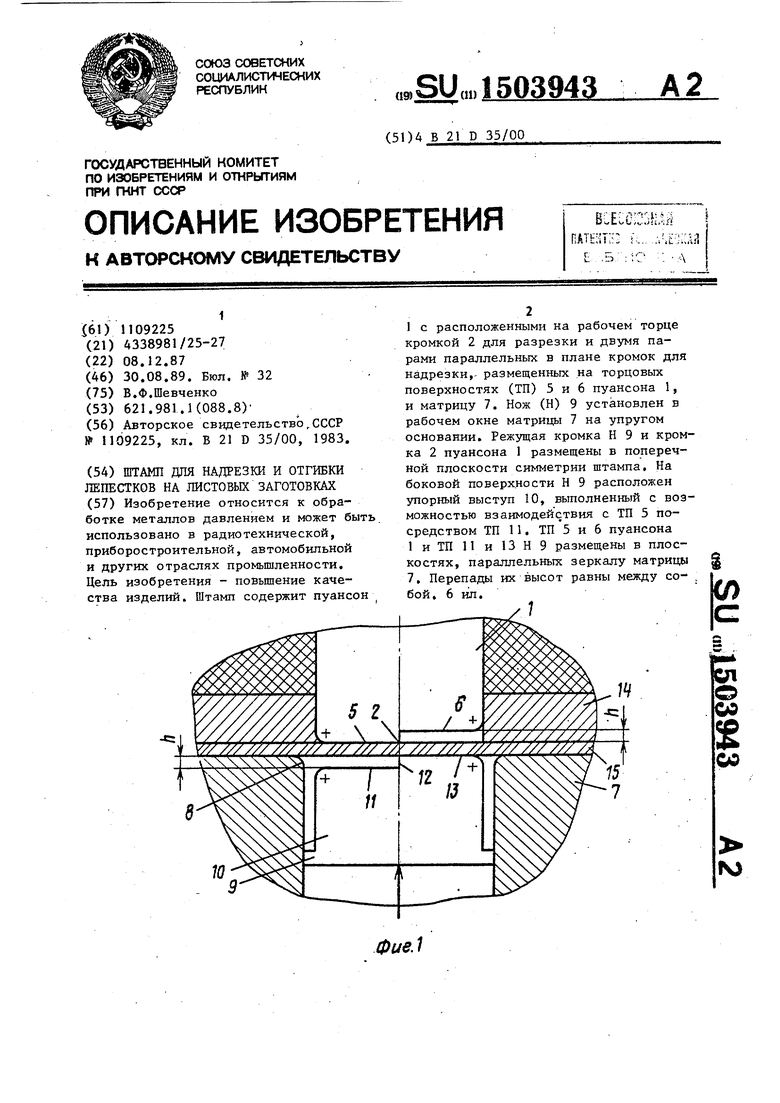
Фиг. 2
Фи8.3
Фые.З
ФиеЛ
Z
I 7;
.Г г хФие.б
| Авторское свидетельство,СССР № 1109225, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
