Изобретение относится к стекольной промышленностии может быть использовэно для термической полировки стеклоизделий с плоской или сферической поверхностью.
Целью изобретения является повышение качества стеклЮизделий за счет ликвидации растрескивания боковых граней изделия.;
Цель достигается тем, в способе термбполировки стеклоизделий высокочастотной индукционной плазмой, включающем стеклоизделия в факел высокочастотного индукционного плазмотрона, оплавление поверхности и вывод Изделия, оплавление осуществляют в плазмотроне с вихревой стабилизацией в зрне воронкообразного с углом раскрытия 30-40° факела с изотермой 5000k в осевом сечении, повторяющей форму поверхности стеклоизделия, а ввод и вывод изделия из факела осуществляют по оси факела со скоростью не менее 0,1 м/с.
На чертеже представлена схема осуществления способа.
В способе для термополиррвки стеклоизделия 1 используется ВЧИ-плазмотрон 2 с вихревой стабилизацией, факел 3 которого имеет воронкообразную форму. Угол раскрытия факела вихревого ВЧИ-плазмотрона может изменяться от О до 60-65° в зависимости от вкладываемой в плазму мощности расхода и закрутки плазмообразующего газа. Регулируя эти параметры, можно получить такую форму факела, в осевом сечении которого получаются изотермы, близкие к профилю поверхности изделия стеклоизделия. Как установлено, оптимальный тепловой поток и максимальная площадь
эффективного контакта факела с изделием наблюдаются, если последний установлен в зону факела с изотермой 5000К. При угле раскрытия факела 30-40°, в его периферийных областях преобладающей является тангенциальная составляющая скорости плазмы. Поэтому периферийные зоны стеклоиздблия, установленного перпендикулярно оси факела, испытывают тепловое воздействие потока плазмы, набегающего под острым углом к поверхности, В этом случае тепловой поток на краях не превышает оптимальной величины. Для этой же цели в предлагаемом способе ввод стеклоизделия в факел и вывод после обработки производятся по оси факела со скоростью нениже 0,10 м/с (при скорости ввода более 0,5 м/с трудно обеспечить точноепозиционирование в оптималы ой зоне факела),
Стеклоизделие с поверхностью, превышающей размеры радиального сечения факела по изотерме 5000К, вводится в факел в осевом направлении после чего по известному способу производится его продольное и (или) поперечное сканирование относительно факела. Вывод осуществляется также в осевом направлении.
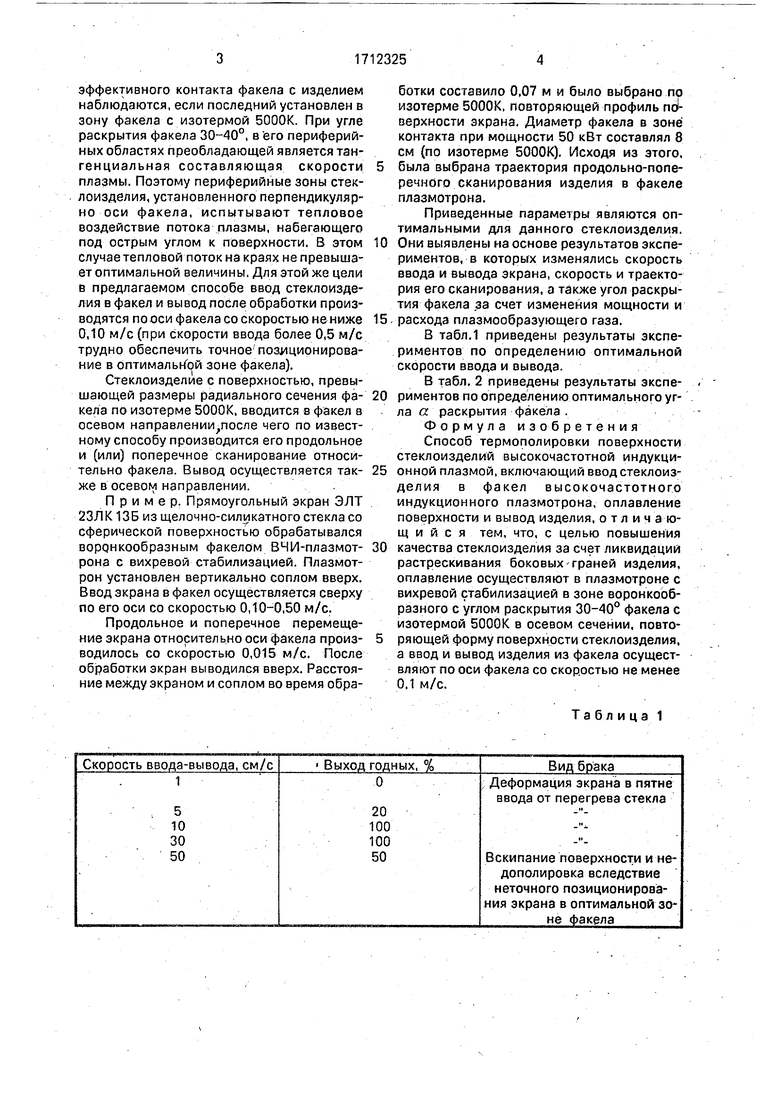
Пример. Прямоугольный экран ЭЛТ 23ЛК13Б из щелочно-силикатного стекла со сферической поверхностью обрабатывался воронкообразным факелом ВЧИ-плазмотрона с вихревой стабилизацией. Плазмотрон установлен вертикально соплом вверх. Ввод экрана в факел осуществляется сверху по его оси со скоростью 0,10-0,50 м/с.
Продольное и поперечное перемещение экрана относительно оси факела производилось со скоростью 0,015 м/с. После обработки экран выводился вверх. Расстояние между экраном и соплом во время обработки составило 0,07 м и было выбрано по изотерме 5000К. повторяющей профиль ndверхности экрана. Диаметр факела в зоне контакта при мощности 50 кВт составлял 8 см (по изотерме 5000К), Исходя из этого, была выбрана траектория продольно-поперечного сканирования изделия в факеле плазмотрона.
Приведенные параметры являются оптимальными для данного стеклоизделия. Они выявлены на основе результатов экспериментов, в которых изменялись скорость ввода и вывода экрана, скорость и траектория его сканирования, а также угол раскрытия факела за счет изменения мощности и расхода плазмообразующего газа,
В табл,1 приведены результаты экспериментов по определению оптимальной скорости ввода и вывода.
В табл, 2 приведены результаты экспериментов по определению оптимального угла а раскрытия факела .
Формула изобретения
Способ термополировки поверхности стеклоизделий высокочастотной индукционной плазмой, включающий ввод стеклоизделия в факел высокочастотного индукционного плазмотрона, оплавление поверхности и вывод изделия, о т л и ч а ющ и и с я тем, что, с целью повышения качества стеклоизделия за счет ликвидации растрескивания боковых-граней изделия, оплавление осуществляют в плазмотроне с вихревой стабилизацией в зоне воронкообразного с углом раскрытия 30-40° факела с изотермой 5000К в осевом сечении, повторяющей форму поверхности стеклоизделия, а ввод и вывод изделия из факела осуществляют по оси факела со скоростью не менее 0,1 м/с,
Таблица1
Таблица 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической полировки стеклоизделий | 1985 |
|
SU1411303A1 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 2001 |
|
RU2233563C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОДИСПЕРСНОГО ПОРОШКА ОКСИДА АЛЮМИНИЯ | 2007 |
|
RU2353584C2 |
| ВЫСОКОЧАСТОТНЫЙ ИНДУКЦИОННЫЙ ПЛАЗМОТРОН | 1997 |
|
RU2136125C1 |
| ТРАНСФОРМАТОРНЫЙ ПЛАЗМОТРОН С ДИЭЛЕКТРИЧЕСКОЙ РАЗРЯДНОЙ КАМЕРОЙ | 2008 |
|
RU2379860C1 |
| ВЫСОКОЧАСТОТНЫЙ ПЛАЗМОТРОН | 2010 |
|
RU2477026C2 |
| ПЛАЗМОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО УЛЬТРАДИСПЕРСНОГО ПОРОШКА | 2012 |
|
RU2492027C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ И ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2081068C1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
Изобретение относится к стекольндй промышленности и может быть использова^ но для термической полировки стеклоизде--ЛИЙ с плоской или сферической поверхностью. Целью изобретения является повышение качества стеклоизделия за счет ликвидации растрескивания боковых граней изделия. В способе термополировки поверхности стеклоизделий высокочастотной индукционной плазмой, включающем ввод стеклоизделия в факел высокочастотного Индукционного плазмотрона, оплавление поверхности и вывод изделия, используют ВЧИ-плазмотрон с вихревой стабилизацией. Оплавление осуществляют в зоне ао- сонкообразного с углом раскрытия 30-40° факела этого вихревого ВЧИ-плазмотрона с изотермой 5000К в осевом сечении, повторяющей форму поверхности стеклоизделия. Ввод и вывод изделия из факела осуществляют по оси факела со скоростью не менее 0,1 м/с. 1 ил., 2 табл.(А
| Способ термической полировки стеклоизделий | 1979 |
|
SU1108080A1 |
| кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
