Изобретение относится к сцинтилляционной технике и может быть использовано при разработке новых технологий и производстве сцинтилляционных детекторов ионизирующих излучений.
Известно, что кристаллический сцинтиллятор, будучи заключенным в герметичный контейнер, располагается в нем с зазором, заполненным светоотражающим порошком (MgO, TiO2, Al2О3 и др. ) Равномерная плотность порошка в пределах всей светоотражающей оболочки является фактором, определяющим не только светосбор детектора, но и его вибротермопрочностные свойства.
Известен способ [1] формирования такой светоотражающей оболочки, предусматривающей использование трубчатого цилиндрического элемента в качестве уплотнителя. Процесс формирования оболочки начинается с установки сцинтиллятора в ориентированный вертикальный контейнер. После этого зазор между стенками контейнера и сцинтиллятором частично заполняют порошком и приступают к его уплотнению. Уплотнение выполняют вручную, путем осевого перемещения введенного в зазор трубчатого уплотнителя. Оболочку формируют поэтапно, постепенно поднимаясь до нужного уровня.
Недостатком известного способа является то, что в процессе заполнения зазора порошком последний располагается неравномерно и после уплотнения эта неравномерность сохраняется. Не исключается также перекос уплотнителя и вследствие этого задевание им поверхностей сцинтиллятора, сопровождающееся смещением сцинтиллятора, а также защемление попавшего в пространство между наружной поверхностью сцинтиллятора и внутренней поверхностью уплотнителя отдельных частиц порошка, нарушение оболочки.
Известен способ [2] формирования светоотражающей оболочки, предусматривающий использование трубчатой цилиндрической конструкции уплотнителя. В процессе формирования оболочки производятся установка и центровка в контейнере, засыпка отражающего порошка между сцинтиллятором и корпусом контейнера, а также в бункер. Уплотнение порошка осуществляется воздействием одноосных нагрузок на цилиндр.
Указанным способом возможно формировать равномерноплотные светооражающие порошкообразные оболочки только определенной высоты. В этом техническом решении формирование светоотражающих оболочек осуществляется путем воздействия на всю массу порошка уплотнителя, на который действует одноосная нагрузка. Это воздействие осуществляется однократно.
Как было установлено в результате экспериментов, порошки типа MgO (жесткие сыпучие среды) можно равномерно уплотнить по высоте в узких зазорах ≈3 мм под действием одноосных нагрузок на высоте 20 мм При большой высоте зазора получается неуплотненный слой в части зазора, противоположной вхождению цилиндрического элемента.
Кроме того, практически невозможно по указанному способу изготавливать детекторы с равномерной повышенной плотностью оболочки, так как на границе между порошком, засыпанным в контейнер, и порошком, поступающим из дополнительного бункера, возникает "запирающий слой", начиная с которого под действием уплотняющего элемента происходит максимальное уплотнение оболочки, т. е. плотность светоотражающей оболочки не равномерна по высоте.
Целью изобретения является создание равномерно уплотненной оболочки.
Цель достигается тем, что уплотнитель известной конструкции (трубчатой цилиндрической формы с цельным и нормально оси обрезанным концом) снабжен отключающимся приводом на вращение, а дозировка разовой подачи порошка осуществляется с самим уплотнителем за счет изменения его высоты подъема над сцинтиллятором. Отключение привода вращения выполняется автоматически, синхронно пиковым осевым нагрузкам на уплотнителе и одновременно с ними.
В основу способа положен метод поэтапного формирования светоотражающей оболочки.
Процесс формирования оболочки начинается с закрепления контейнера детектора в вертикальном положении и установки на его верхнем торце воронки для порошка, используемого в качестве материала оболочки. После этого известными методами формируют донную часть оболочки и устанавливают на нее сцинтиллятор. Закрепляют сцинтиллятор путем осевого прижима его к дну контейнера. В прижатом состоянии сцинтиллятор находится до полного завершения процесса формирования светоотражающей оболочки. После этого в зазор между сцинтиллятором и внутренними поверхностями контейнера вводится уплотняющий элемент. Поскольку воронка с порошком находится непосредственно над контейнером, то уплотняющий элемент одновременно используют в качестве кольцевой шиберной задвижки, дозирующей подачу порошка.
Перед засыпкой порошка в воронку уплотнитель находится в опущенном состоянии, полностью предупреждая осыпание порошка в упомянутый выше зазор. В таком положении уплотнителя воронка частично (в нужном количестве) заполняется порошком. После этого начинается собственно процесс формирования оболочки. Одновременно с подъемом уплотнителя ему сообщается движение. Подъем осуществляется на такую высоту, чтобы уплотнитель открыл порошку путь для осыпания в зазор и обеспечил достаточные его поступления. Затем происходит возвратное осевое движение уплотнителя, т. е. движение вниз. Все это время уплотнитель вращается, тем самым равномерно распределяя порошок по периметру кольцевого зазора. Движение уплотнителя вниз происходит до тех пор, пока собственно не начнется процесс уплотнения осыпавшейся части порошка. В это время осевая нагрузка на уплотнителе возрастает, равно как и момент трения на его торце. Процесс равномерного распределения порошка по поперечнику зазора пока продолжается. Как только момент трения на торце уплотнителя превысит вращательный момент его привода, уплотнитель прекращает вращаться, но в осевом направлении некоторое время продолжает двигаться. Осевое перемещение прекращается после выравнивания активных сил (сил привода, перемещающих вниз) и пассивных, т. е. сил сопротивления перемещению. В это время осевой привод уплотнителя переключается на подъем. Вращение уплотнителя начинается как только момент сил трения на его конце становится меньше вращающего момента привода. После этого весь цикл повторяется и прекращается только по завершению всего процесса формирования светоотражающей оболочки.
Таким образом, у уплотнителя возвратно-поступательное движение сопряжено с вращательным, при этом осевая нагрузка на уплотнитель не постоянна.
Количество порошка, поступающего из бункера ,
M≅π(R2-r2)h ρ , где R - внутренний радиус контейнера;
r - радиус сцинтиллятора;
h - высота, не превышающая 20 мм, при (R - r) ≈3 мм;
ρ- требуемая плотность оболочки, что было установлено экспериментальным путем с таким количеством порошка, которое необходимо для создания оболочки нужной плотности в зазорах известного объема.
С точки зрения качества выполнения светоотражающей оболочки совершенно не имеет значения, является ли вращательное движение уплотнителя по отношению к контейнеру абсолютным или относительным. Во втором варианте привод на вращение имеет сам контейнер, а уплотнитель с точки зрения абсолютного движения совершает возвратно-поступательные перемещения. Возможен и третий вариант, правда сложно реализуемый технически, когда контейнер вместе со сцинтиллятором, формируемой оболочкой и воронкой на торце сам совершает возвратно-поступательные перемещения, а уплотнитель находится в неподвижности. Поэтому, когда речь идет о взаимных перемещениях уплотнителя относительно формируемой оболочки или о вращательном его движении, то всегда следует понимать, что указанные движения могут быть как абсолютными, так и относительными.
Из существующего уровня техники не известны технические решения с аналогичными отличительными признаками, приводящими в совокупности с известными признаками к достижению цели.
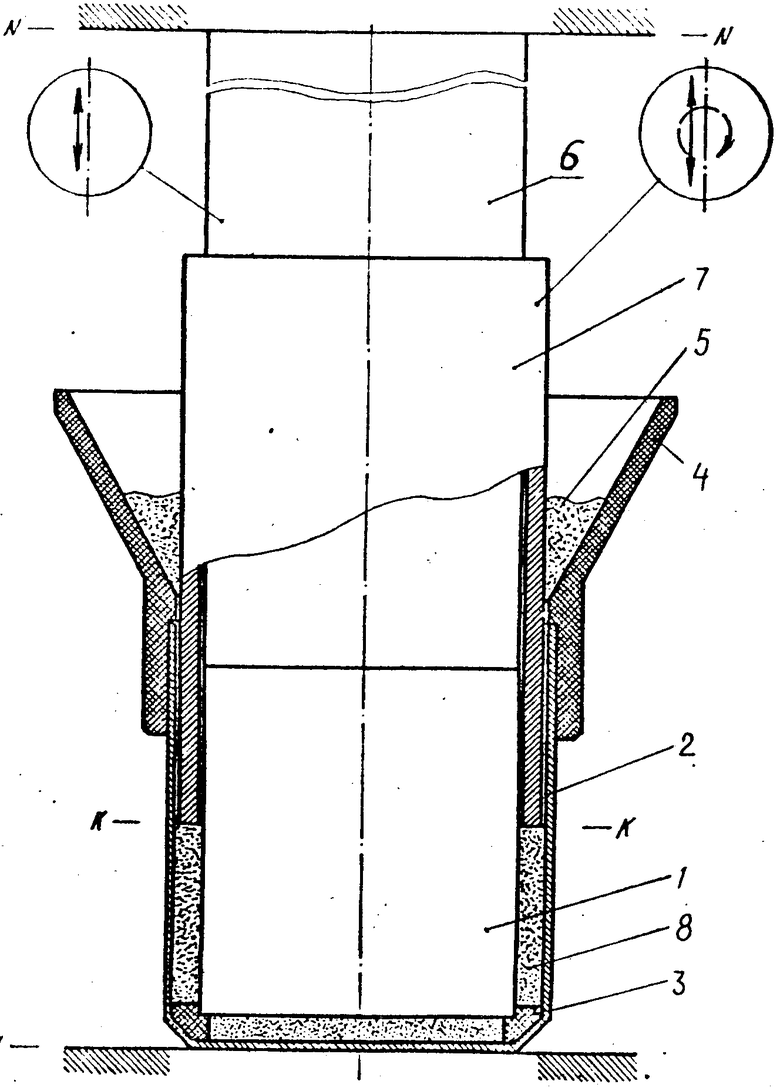
На чертеже изображено устройство, реализующее способ формирования светоотражающей оболочки в сцинтилляционном детекторе (пример конкретной реализации способа).
На чертеже изображен монокристаллический сцинтиллятор 1, помещенный в металлический контейнер 2. С тем чтобы зазор между боковыми поверхностями сцинтиллятора 1 и внутренними поверхностями стенок контейнера 2 оставался постоянным по всему его периметру, сцинтиллятор 1 фиксирован в контейнере 2 с помощью кольца 3. Располагается контейнер 2 на неподвижной поверхности М-М. На верхнем торце контейнера 2 закреплена воронка-бункер 4 с порошком 5. Чтобы предупреждать смещения упомянутой выше сборки и отдельных ее деталей, в частности сцинтиллятора 1, в каком-либо направлении, что в принципе было бы возможным в процессе формирования светоотражающей оболочки, вся сборка через сцинтиллятор 1 прижата к поверхности М-М прижимом 6, закрепленным на поверхности N-N. Усилие прижима определяется прочностными свойствами самого сцинтиллятора 1. Такое крепление сборки может осуществляться в двух вариантах. По первому варианту прижим 6 - деталь монолитная, закрепленная неподвижно на поверхности N-N, а процесс прижатия осуществляется за счет вертикально ориентированного возвратно-поступательного перемещения самой этой поверхности по отношению к поверхности М-М. По второму варианту крепления поверхность N-N, равно как и М-М, принадлежит одной и той же корпусной детали и, следовательно, неподвижна относительно М-М. В этом случае прижим 6 представляет собой раздвижную конструкцию, например телескопическую (гидроцилиндр) или винтовую, и крепление сборки осуществляется путем изменения длины прижима 6. Внешние поверхности прижима 6 одновременно являются направляющими поверхностями для уплотнителя 7, охватывающего прижим 6. Уплотнитель 7 в нижней рабочей части представляет собой отрезок трубы фиксированного наружного и внутреннего диаметра. Кроме того, уплотнитель 7 имеет два независимых привода, один для осевого возвратно-поступательного перемещения, а другой для вращения вокруг собственной оси. На чертеже приводы не показаны, так как представляют собой известные технические решения.
Способ включает следующую последовательность операций: засыпку порошка в воронку, включение приводов уплотнителя, подъем уплотнителя, засыпку порошка в зазор между сцинтиллятором и контейнером, опускание уплотнителя, прекращение вращательного движения, прекращение осевого перемещения.
Способ осуществляют следующим образом.
Перед засыпкой порошка 5 в воронку 4 уплотнитель 7 находится в опущенном состоянии и полностью перекрывает сообщение внутренней полости воронки 4 с зазором между сцинтиллятором 1 и контейнером 2. После засыпки нужного количества порошка 5 в воронку 4 включаются оба привода уплотнителя 7. С этого момента начинается направленное вверх осевое перемещение уплотнителя 7 вдоль направляющих поверхностей прижима 6. Подъем уплотнителя 7 продолжается до тех пор, пока он в должной мере не откроет доступ порошка 5 из воронки 4 в упомянутый выше зазор.
Вращение уплотнителя способствует скорейшему осыпанию порошка и равномерному распределению его по поперечнику зазора (по поперечному контуру формируемой светоотражающей оболочки). После этого осевой привод уплотнителя 7 переключается на опускание, а вращение уплотнителя 7 продолжается. На начальном этапе опускания уплотнитель 7, выполняя функции шиберной задвижки, перекрывает доступ порошка в зазор. Поскольку ширина зазора незначительная и может составлять даже доли миллиметра, то порошок дна кольцевой щели между сцинтиллятором 1 и контейнером 2 не достигает, а зависает в ней, распределяясь в значительной мере случайно и далеко не равномерно. Опускающийся и одновременно вращающийся уплотнитель 7 увлекает за собой зависший порошок, опять способствуя равномерному его распределению по контуру формируемой оболочки. Когда уплотнитель 7 достигает дна засыпанной порошком щели, осевая нагрузка на нем начнет возрастать, равно как и момент трения на его торце (плоскость К-К). В это время начинается процесс уплотнения поступившей на дно щели порции порошка. Поскольку уплотнитель 7 все еще вращается, то выравнивание неравномерности распределения порошка по контуpу щели также еще продолжается. В момент времени, когда момент трения на торце уплотнителя 7 становится равным приводному моменту, вращательное движение прекращается. Осевое перемещение продолжается, но также до того момента, когда осевые силы сопpотивления поравняются с осевыми приводными силами. После этого осевой привод переключается на подъем уплотнителя 7. Вращение уплотнителя начинается, как только момент трения на его торце упадет до уровня приводного вращательного момента. Все этапы рабочего процесса фоpмирования оболочки 8 повторяются в цикле в перечисленной выше последовательности.
Дозирование разовой подачи порошка 5 и воронки 4 осуществляется самим уплотнителем 7 в зависимости от высоты его подъема, а следовательно, в зависимости от ширины щели, через которую полость воронки 4 сообщается между сцинтиллятором 1 и контейнером 2. Чем выше подымается уплотнитель 7, тем больше порошка 5 будет увлечено в щель за один рабочий цикл.
После завершения формирования всей светоотражающей оболочки 8, освободив от воздействия прижима 6, детектор вынимают из устройства и направляют далее по технологии сборки для ее завершения.
К преимуществам заявляемого способа следует отнести возможность формирования оболочки высотой, во много раз превышающей ее средний диаметр, не поступаясь при этом ее качеством. Достигается это за счет использования уплотнителя 7 традиционной трубчатой формы, достаточно прочной на изгиб, и за счет его прерывистого вращения. Вращение уплотнителя 7 на всех этапах его осевого перемещения, вплоть до начала прессования порошка, активно способствует равномерности распределения порошка по контуру формируемой оболочки, а также снижает воздействие уплотнителя 7 на сцинтиллятор 1, поскольку препятствует защемлению порошка между поверхностями сцинтиллятора 1 и внутренними поверхностями уплотнителя 7. Дозирование подачи порошка с помощью самого уплотнителя 7 позволяет автоматизировать процесс, не прибегая к использованию каких-либо других дозаторов, и получить равномерно плотную по высоте оболочку ≈2 г˙см-3. (56) 1. Авторское свидетельство СССР N 1074061, кл. G 01 T 1/202, 1980.
2. Авторское свидетельство СССР N 1526401, кл. G 01 T 1/202, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЦИНТИЛЛЯЦИОННОГО ДЕТЕКТОРА | 1991 |
|
RU2018877C1 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| Устройство для формирования светоотражающей оболочки в сцинтилляционном детекторе | 1989 |
|
SU1626894A1 |
| СПОСОБ СБОРКИ СЦИНТИЛЛЯЦИОННОГО ДЕТЕКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2069871C1 |
| СЦИНТИЛЛЯЦИОННЫЙ ДЕТЕКТОР И СПОСОБ ЕГО СБОРКИ | 1990 |
|
RU2014634C1 |
| Термостатированный сцинтилляционный детектор | 1991 |
|
SU1789946A1 |
| СПОСОБ СБОРКИ СЦИНТИЛЛЯЦИОННОГО ДЕТЕКТОРА | 1991 |
|
RU2019857C1 |
| Способ сборки сцинтилляционных детекторов | 1988 |
|
SU1526401A1 |
| Сцинтилляционный детектор и способ его изготовления | 1982 |
|
SU1074061A1 |
| СЦИНТИЛЛЯЦИОННЫЙ ДЕТЕКТОР | 1991 |
|
RU2018878C1 |
Изобретение относится к детектирующим устройствам для регистрации ионизирующего излучения и может найти широкое применение при изготовлении сцинтилляционных детекторов. Целью изобретения является создание равномерно уплотненной оболочки. Для достижения цели одновременно с возвратно-поступательным движением цилиндрическому элементу сообщают относительное вращательное движение с периодическими остановками, синхронизированными и совпадающими по фазе с пиками осевой нагрузки на элементе. Дозирование разовой подачи порошка осуществляют при завершении каждого цикла возвратно-поступательного движения при подъеме уплотняющего элемента. Предлагаемое решение позволяет улучшить равномерность уплотнения оболочки до ~ 2 г·см-3 по всей высоте, которая может во много раз превышает ее диаметр при высоком качестве оболочки. 1 ил.
СПОСОБ ФОРМИРОВАНИЯ СВЕТООТРАЖАЮЩЕЙ ОБОЛОЧКИ В СЦИНТИЛЛЯЦИОННОМ ДЕТЕКТОРЕ, включающий засыпку отражающего порошка и его уплотнение с использованием возвратно-поступательного движения уплотняющего трубчатого цилиндрического элемента, отличающийся тем, что, с целью создания равномерно уплотненной оболочки, одновременно с возвратно-поступательным движением уплотняющему трубчатому цилиндрическому элементу сообщают относительное вращательное движение с периодическими остановками, синхронизированными и совпадающими по фазе с пиками осевой нагрузки на элементе, а дозирование разовой подачи порошка осуществляют при завершении каждого цикла возвратно-поступательного движения при подъеме уплотняющего трубчатого цилиндрического элемента.
