Фиг.2
Изобретение относится к инструментальному производству и найдет применение при производстве сборных фрез.
Цель изобретения - повышение точности за счет использования при переустановке режущих пластин из рабочего положения в положение заточки одних и тех же зажимных элементов.
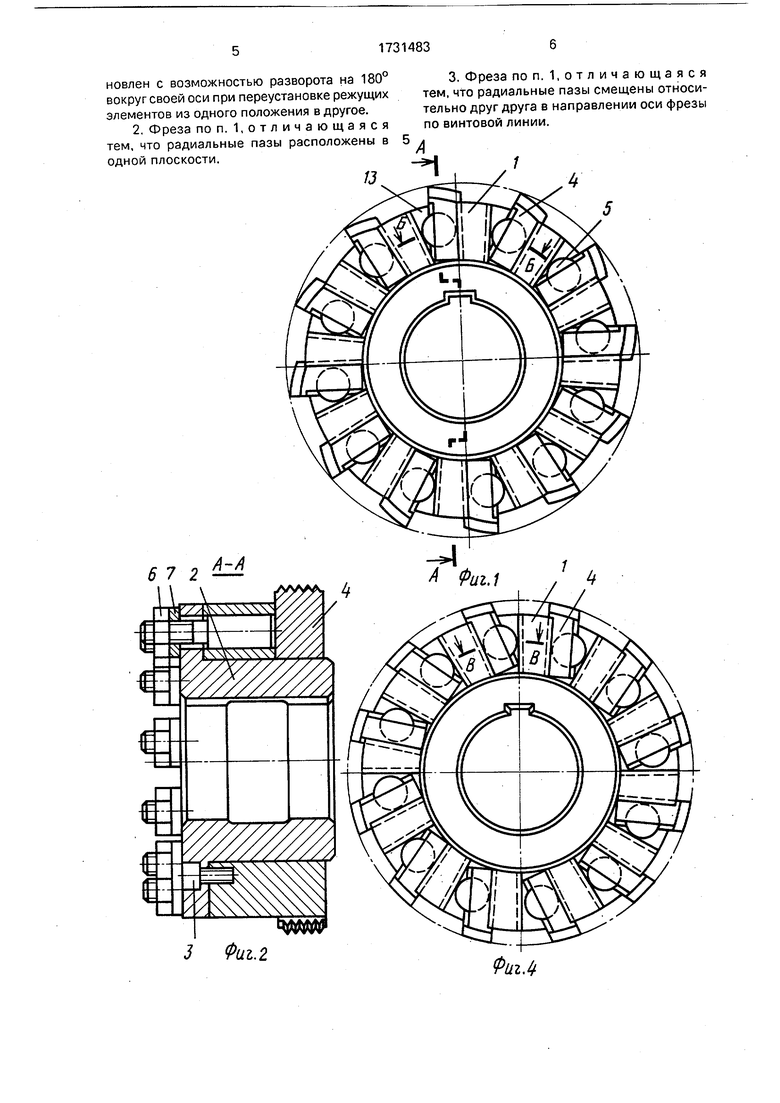
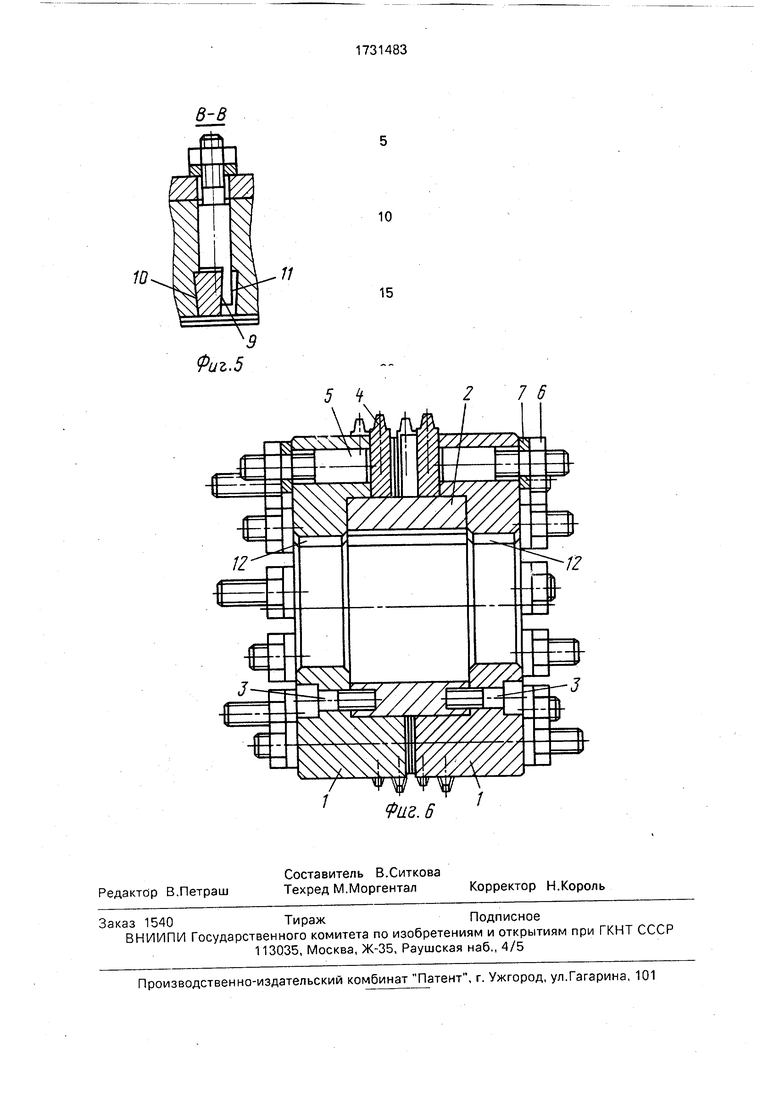
На фиг. 1 изображена сборная фреза с режущими элементами в рабочем положении, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - резрез Б-Б на фиг. 1; на фиг, 4 - фреза с режущими элементами в технологическом положении, общий вид; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - фреза при выполнении корпуса сборным, разрез.
Сборная фреза состоит из корпуса 1, имеющего центральное отверстие, по которому он базируется на втулке 2 и крепится винтами 3. На торце корпуса выполнены радиальные пазы, в которых режущие элементы 4 закреплены посредством зажимных винтов 5, расположенных в сквозных отверстиях (не обозначены) с осью, параллельной оси фрезы.
На одном конце винта выполнена резьба, предназначенная для взаимодействия с гайкой 6, упирающейся через шайбу 7 в корпус 1. На другом конце винта выполнена лыска 8 для взаимодействия с ответной лы- ской 9, выполненной на режущем элементе 4. Для жесткости центральная цилиндрическая часть винта, контактирующая с корпусом, и ответное ей отверстие корпуса выполнены одного диаметра. Режущий элемент 4 установлен в радиальном пазу с возможностью переустановки из рабочего положения в положение заточки при креплении одним и тем же винтом 5. При переустановке режущего элемента 4 последний контактирует с одной из боковых поверхностей паза: с боковой поверхностью 10 - в положении заточки и с боковой поверхностью 11 - в рабочем положении.
Боковые поверхности 10 и 11 пазов и ответные поверхности режущего элемента выполнены в форме ласточкин хвост. Оси сквозных отверстий под винты 5 расположены на равном удалении от каждой из боковых сторон радиального паза. Возможен вариант конструктивного выполнения корпуса 1 из половин, крепления которых осуществляется винтами 3, но с предварительной ориентацией. Последняя производится на технологической оправке со шпонкой, находящейся в пазу 12, предусмотренном на обеих половинах корпуса.
Установка режущих элементов и их переустановка производится следующим образом.
Винт 5 с гайкой 6 и шайбой 7 вставляются в сквозное отверстие корпуса. Между боковой стороной 10 паза и лыской 9 винта 5 помещают режущий элемент 4, для чего отпускают гайку 6. Затягивая последнюю, прижимают режущий элемент 4 одновременно
к боковой стороне 10 паза, его дну 13 и наружной поверхности втулки 2. После закрепления режущих элементов в технологическом г.сложении производят шлифование их профиля. Если фреза дисковая, то задние поверхности шлифуют, как поверхности вращения. Если фреза червячная, то задние поверхности обрабатывают, как винтовые. Это предусмотрено конструкцией фрезы, в частности расположением пазов. В первом случае радиальные пазы расположены в одной плоскости, во втором радиальные пазы смещены относительно друг друга в направлении оси фрезы по винтовой линии.
После шлифования профиля режущих элементов их приводят в рабочее положение, для чего открепляют гайку 6, выводят режущий элемент в радиальном направлении из контакта с зажимным винтом 5, поворачивают последний вокруг своей оси, чтобы лыска была обращена к боковой стороне 11 паза, вставляют между ней и лыской режущий элемент и затягивают гайкой 6, прижимая режущий элемент к боковой поверхности, дну паза и наружной поверхности втулки 2.
Формула изобретения
1. Сборная фреза, в радиальных пазах
корпуса которой размещены режущие элементы с возможностью переустановки из рабочего положения в положение заточки и крепления в них при помощи одних и тех же
зажимных винтов, установленных в сквозных отверстиях корпуса, оси которых параллельны оси фрезы, отличающаяся тем, что, с целью повышения точности фрезы, режущие элементы размещены в пазах с
возможностью поочередного взаимодействия при переустановке с боковыми сторонами паза, сквозные отверстия корпуса выполнены на равном удалении от каждой из боковых сторон пазов, использованы за-жимные винты, имеющие на одном конце резьбу, предназначенную для взаимодействия с гайкой, а на другом конце лыску, пред- назначенную для взаимодействия с ответными лысками, сделанными на режущих элементах, при этом каждый винт установлен с возможностью разворота на 180° вокруг своей оси при переустановке режущих элементов из одного положения в другое.
2. Фреза по п. 1,отличающаяся тем, что радиальные пазы расположены в одной плоскости.
/J
Фаг.2
3. Фреза по п. 1,отличающаяся тем, что радиальные пазы смещены относительно друг друга в направлении оси фрезы по винтовой линии.
Фиг4
ю
15
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2245228C1 |
| ДИСКОВАЯ ФРЕЗА | 2005 |
|
RU2293626C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| КАМЕРА ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2276414C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2314180C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2572110C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
Изобретение относится к инструментальному производству и применяется при производстве сборных фрез. Сборная фреза имеет радиальные пазы в корпусе, в которых размещены режущие элементы 4 с возможностью переустановки из положения заточки в рабочее положение и крепления в них при помощи одних и тех же зажимных винтов 5, установленных в сквозных отверстиях корпуса, оси которых параллельны оси фрезы. Режущие элементы 4 размещены в пазах с возможностью поочередного взаимодействия с боковыми сторонами пазов при переустановке из положения заточки в рабочее положение. При этом сквозные отверстия корпуса выполнены на равном удалении от каждой из боковых сторон паза. Зажимные винты имеют на одном конце резьбу, предназначенную для взаимодействия с гайкой 6, а на другом конце лыску, предназначенную для взаимодействия с ответными лысками, выполненными на режущих элементах. Каждый винт установлен с возможностью разворота на 180° вокруг .своей оси при переустановке режущих элементов из одного положения в другое. Радиальные пазы могут быть расположены в одной плоскости. Радиальные пазы могут быть смещены друг относительно друга в направлении оси фрезы по винтовой линии. 2 з.п.ф-лы, 6 ил, со с
Й/г.5
5 Ч
2
Фиг. 6
| Электронный регулятор | 1949 |
|
SU89400A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
