Изобретение относится к области режущего инструмента, в частности - к кольцевым сверлам для глубокого сверления с механическим креплением многогранных неперетачиваемых пластин и режущим пластинам для их оснащения.
Известны концевые сверла с механическим креплением многогранных неперетачиваемых пластин (МНП) из твердого сплава, предназначенные для сверления отверстий глубиной до 2-х его диаметров D, состоящие из корпуса, режущих пластин неправильной трехгранной формы, закрепленных вдоль режущих кромок заборного конуса и крепежных винтов для их крепления. В корпусе выполнены отверстия для подвода СОТС в зону резания (см. книгу: Справочник инструментальщика / И.А. Ординарцев и др., под общ. редакцией И.А. Ординарцева - Л.: Машиностроение, 1987. - с. 379).
Недостатками сверл для сплошного сверления являются: усложнение условий работы его средней части за счет больших отрицательных передних углов, что исключает срезание нею стружки и сводит процесс обработки к выдавливанию или выкрашиванию материала из осевой зоны отверстия, что резко повышает нагрузки на режущие кромки средней части сверла. Кроме того, увеличивается работа на удаление всего объема металла из отверстия, что требует дополнительных энергетических затрат на сверление и повышает износ сверла. Установка пластин - радиальная к действию сил резания, а их боковая установка ведет к увеличению толщины и позволяет выдерживать более высокие нагрузки, чем при радиальной установке, но для сверл она не применяется.
Известно сборное кольцевое сверло, оснащенное сменными режущими пластинами, предназначенное для высверливания в сплошном металле сквозных отверстий глубиной h до 500 мм на универсальном оборудовании с обычной системой подвода СОТС, которое состоит из корпуса, резцов из быстрорежущей стали и крепежных элементов для крепления резцов. Основные размеры сверла: D=70…200 мм; L=255…625 мм; l=80…85 мм. (см. книгу: Справочник инструментальщика / И.А. Ординарцев и др. под общ. редакцией И.А. Ординарцева - Л.: Машиностроение, 1987, с. 379).
Недостатками данных сверл является: 1) применение режущих пластин из быстрорежущей стали, что ограничивает режущие способности; 2) специальная форма пластин, что уменьшает возможности их переустановок и повышает их расход; 3) радиальная установка пластин, что ухудшает их противодействие силам резания, а главное - увеличивает ширину прорези; 4) значительной величины минимальный диаметр сверления, что исключает их применение для диаметров менее 70 мм, 5) ограничения в глубине сверления, что сужает сферу их применения.
Известны также торцовые фрезы с боковой установкой многогранных неперетачиваемых пластин, у которых дополнительная заточка у вершин режущих пластин, в виде лысок и выемок, устраняющая радиусные участи сопряжения боковых режущих кромок, позволяет применить их для кольцевого сверления листового материала толщиной до 2 мм. (см. патент Российской Федерации на изобретение №2318634. МПК B23C 5/06 Торцовая режуще-деформирующая фреза, способ обработки ими, рабочие пластины к ним и способ их изготовления. Заявка №2005110805/02 от 13.04.05. Авт. изобр. Настасенко В.А., Урсал К.Г. / БИ 2008. №7 от 10.03.08).
Недостатком данных фрез является ограниченная глубина сверления и значительный диаметр (более 70 мм).
Задачей данной заявки на изобретение является устранение указанных недостатков путем выполнения сборного кольцевого сверла с механическим креплением многогранных режущих пластин, содержащего корпус, режущие пластины и элементы для их крепления, у которого режущие пластины, имеющие поперечные и продольные режущие кромки, сформированные их основаниями, торцовыми и боковыми поверхностями, попарно установлены одним из своих оснований в канавки корпуса и закреплены тангенциально на его кольцевой поверхности у режущего торца сверла, с размещением смежных продольных режущих кромок у спаренных режущих пластин - у передней - пластины - на наружном диаметре сверла, а у задней пластины - на внутреннем диаметре сверла, с перекрытием общего среднего диаметра между другими их смежными продольными режущими кромками, парными внешним продольным режущим кромкам, установленным по наружному и внутреннему диаметрам сверла, а для установки режущих пластин, на корпусе выполнены адекватные им канавки, а для фиксации их положения вдоль оси сверла, у канавок на торце выполнен упорный выступ, или в торцы канавок вогнутой дуговой формы введены упорные вставки, а для создания необходимых для резания задних углов α, режущие пластины в плане по контуру выполнены ромбическими, а в поперечном сечении они выполнены прямоугольными, с плоскопараллельными опорными, поперечными торцовыми и продольными боковыми режущими поверхностями, при этом, для повышения прочности режущих кромок, на их задних и/или на передних поверхностях выполнены упрочняющие ленточки, а для закрепления пар режущих пластин, параллельно их внешним основаниям на корпусе головки выполнены тангенциальные лыски, а в них введены прижимные планки, выполненные в их поперечном сечении в форме трапеций, вписанных в наружный диаметр сверла или концентричных ему сегментов, которые закреплены на корпусе винтами, а для направления сверла в отверстии, продольные кромки пластин установлены на наружном диаметре сверла параллельно его продольной оси, с возможностью их шлифования в сборе по наружной поверхности этих кромок, для исключения радиального биения и формирования на них упрочняющих ленточек, а для улучшения условий резания на торце сверла, вершины поперечных режущих кромок задних пластин, установленных по внутреннему диаметру d сверла, смещены по нормали к радиальной оси сверла на величину ln, обеспечивающую требуемые для резания боковые задние углы αб=arctg(2ln/d), а у задних пластин, установленных по внутреннему диаметру сверла, поперечные режущие кромки выполнены прорезными и смещены вдоль центральной оси корпуса выше поперечных режущих кромок передних пластин, установленных по наружному диаметру сверла, на высоту h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, а изменение требуемой по условиям резания высоты h выполнено путем варьирования толщины промежуточных вставок, введенных между нерабочими торцами задних пластин и их упорными вставками, или поперечные режущие кромки у передних пластин выполнены с наклоном на высоту h, равную или больше величины осевой подачи на одну режущую кромку сверла, в направлении от его наружного диаметра к внутреннему, а поперечные режущие кромки у задних пластин выполнены с наклоном на такую же высоту h от внутреннего диаметра сверла к наружному, а для варьирования диаметров сверла, ширина и толщина обеих, или какой-либо одной из спаренных режущих пластин, увеличена, соответственно, от 8 до 60 мм, и от 2 до 10 мм, и/или обе спаренные режущие пластины установлены по сторонам вписанного в торец корпуса сверла правильного треугольника, или квадрата, или пятигранника, или шестигранника, или иных правильных фигур с большим количеством граней, или между спаренными пластинами установлены одна и более промежуточных режущих пластин с перекрытием диаметров, проходящих через их вершины, а для увеличения ширины тела корпуса между передней и задней спаренными режущими пластинами, передняя пластина развернута на угол ϕ относительно радиальной оси, связанной с задней пластиной, при этом у передней пластины с радиальной осью сверла связана спинка, противоположная поперечной передней режущей кромке, а у задней пластины - поперечная передняя режущая кромка, которая смещена по нормали к радиальной оси сверла для обеспечения необходимых для резания боковых задних углов αб, и адекватный наклон на угол ϕ+90° для спаренных передних и задних режущих пластин имеют их индивидуальные прижимные планки, а для улучшения условий резания передней пластины, она выполнена трапецеидальной в поперечном сечении, с установкой ее большей стороны по наружному диаметру сверла и адекватным изменением канавки и упорной вставки для установки пластины, а передняя поперечная режущая кромка этой пластины и совмещенная с нею стружечная канавка на корпусе головки, совмещены с радиальной осью сверла, или имеют к ней наклон, в сторону внутреннего диаметра, а для отвода срезаемой стружки к внутреннему диаметру кольцевого сверления, спаренные передние и задние режущие пластины в поперечном сечении выполнены трапецеидальными, с установкой их большей стороны по наружному диаметру сверла, а толщина пластин увеличена на 1…5 мм для увеличения зазора между внутренним диаметром корпуса и внутренним диаметром кольцевого сверления, при этом у прорезной пластины заостренные вершины трапеции смещены по нормали к радиальной оси сверла с увеличением длины основания пластины, а тупые вершины трапеции смещены по нормали к радиальной оси сверла с уменьшением длины основания пластины, а для упрощения конструкции выполненных на корпусе канавок и упорных вставок для установки режущих пластин, канавки, упорные вставки и режущие пластины в поперечном сечении выполнены прямоугольной призматической формы, а передняя поверхность передней режущей пластины, связанная с радиальной осью сверла, выполнена путем дополнительной ее заточки только в зоне передней режущей кромки, а для отвода стружки к внутренней поверхности кольцевого сверления, алогичная заточка выполнена на передних режущих кромках задних пластин, а для уменьшения диаметров кольцевого сверления, на корпусе установлены две пары спаренных передних и задних пластин, которые в своих парах крайними вершинами режущих кромок связаны с наружным диаметром сверла, а диагональными к ним вершинами режущих кромок - с внутренним диаметром сверла, с перекрытием общего среднего диаметра между их смежными вершинами на передних режущих кромках, при этом пары пластин имеют прямоугольный профиль в поперечном сечении, а передняя режущая кромка задней пластины смещена по нормали к радиальной оси сверла ней на величину, которая обеспечивает создание необходимых для резания боковых задних углов, а спинка передней пластины совмещена с радиальной осью сверла, или смещена по нормали к ней на величину смещения, которое противоположно смещению передней режущей кромки задней пластины, а для улучшения условий резания, передняя режущая пластина в поперечном сечении выполнена трапецеидальной, ее боковая режущая кромка острой вершиной трапеции на своей передней поверхности, установлена по наружному диаметру сверла, а задняя режущая пластина прямоугольной или трапецеидальной формы в поперечном сечении, своей нижней прямоугольной или тупой вершиной на передней поверхности, установлена по внутреннему диаметру сверла, с перекрытием среднего диаметра между их спаренными вершинами на передних поверхностях обеих пластин, при этом у передней пластины с радиальной осью сверла связана передняя режущая кромка, а у задней пластины - нижняя прямоугольная или тупая вершина на передней режущей кромке смещена по нормали к радиальной оси сверла на величину, обеспечивающую создание необходимого для резания бокового заднего угла, а для уменьшения диаметров кольцевого сверления, на корпусе установлены две пары спаренных передних и задних пластин, а с установленной в канавке на корпусе и закрепленной прижимной планкой задней режущей пластиной, спарена тангенциально установленная передняя режущая пластина с плоскопараллельными боковыми опорными и торцовыми поверхностями прямоугольной формы в поперечном сечении и ромбической формы в плане, у которой по нормали к ее опорным поверхностям выполнено центральное отверстие, через которое она закреплена винтом в тангенциальной канавке, выполненной на корпусе головки, а для улучшения условий резания, ее передняя поверхность совмещена с радиальной осью сверла дополнительной ее заточкой только в зоне передней режущей кромки, или передняя пластина, или обе пластины в паре в поперечном сечении выполнены трапецеидальными, или задние режущие пластины выполнены ромбической формы в плане, а передние режущие пластины выполнены прямоугольной формы в плане, на режущих торцах которых выполнены крайний и средний зубья с выемкой между ними для размещения срезаемой стружки, при этом режущая кромка крайнего зуба передней пластины и передняя режущая кромка задней пластины выполнены прорезными, а режущая кромка среднего зуба передней пластине выполнена ниже вершин прорезных режущих кромок на высоте h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, при этом наклон этих прорезных режущих кромок выполнен навстречу друг другу в сторону среднего диаметра кольцевого сверления, на высоту 2h, а режущая кромка среднего зуба выполнена без наклона, а для дальнейшего уменьшения наружного диаметра сверла, на торце корпуса его головки тангенциально и параллельно друг другу установлена одна пара режущих пластин трапецеидальной формы в поперечном сечении у которых обе вершины на большей стороны трапеции установлены по наружному диаметру сверла, с зеркально противоположной ориентацией передних поверхностей пластин, а в плане режущие пластины выполнены прямоугольной или квадратной формы, на режущих торцах которых выполнены крайний и средний зубья, с выемкой для размещения между ними срезаемой стружки, при этом средний зуб расположен по нормали к основаниям пластины и выполнен прорезным, со смещением его режущей кромки вдоль оси сверла относительно режущей кромки переднего зуба на высоту h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, а режущая кромка переднего зуба имеет наклон к режущей кромке среднего зуба на эту высоту h в направлении от большего к меньшему основанию трапеции, при этом для направления стружки к внутреннему диаметру сверла, в радиальной плоскости наклон режущей кромки среднего зуба выполнен одинаковым с наклоном режущей кромки переднего зуба, а для направления стружки к наружному диаметру сверла, в радиальной плоскости наклон режущей кромки среднего зуба выполнен противоположным наклону режущей кромки переднего зуба, а для упрощения конструкции сверла малых размеров за счет перехода к сплошному сверлению, на рабочем торце его корпуса по диаметральной оси выполнен поперечный паз, в который вплотную, меньшими сторонами навстречу друг к другу, установлена пара режущих пластин трапецеидальной формы в поперечном сечении, которые имеют передний и средний зубья на их рабочем торце, с впадиной между ними для размещения стружки, а для улучшения условий ее размещения и схода, средний зуб и его режущая кромка в радиальной плоскости сверла выполнены с наклоном противоположным режущей кромке переднего зуба, при этом его режущая кромка в продольной плоскости сверла выполнена с наклоном к режущей кромке среднего зуба на высоту h, равную или больше величины осевой подачи на одну режущую кромку сверла, в направлении от большей стороны трапеции к меньшей, или обе эти режущих кромки выполнены с наклоном на высоту h навстречу друг другу.
Многогранная режущая пластина для оснащения сборных кольцевых сверл с механическим их креплением, которая имеет плоскопараллельные основания ромбической формы в плане и боковые стороны, сформированные по его контуру, а с острыми вершинами ромба связаны задние углы сверла, при этом режущие кромки пластины сформированы поперечно к основанию пересечением ее боковых поверхностей у острых вершин ромба, а полученные при прессовании пластин переходные радиусные участки у острых вершин ромба в плане, удалены дополнительной заточкой лысок, формирующих ленточки вдоль поперечных режущих кромок на задней поверхности с углом их заострения у вершин δ≥90°, и/или на передней поверхности с углом заострения у вершин δ≥90°, а для вывода угловых участков под ленточкой, выполненной на передней поверхности, из зоны резания, на продольных боковых режущих кромках, сформированных боковыми поверхностями и основанием пластины, дополнительно заточены ленточки, которые связаны с наружным диаметром сверла, а для улучшения условий резания, поперечные режущие кромки выполнены с наклоном к опорному основанию на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла, а для улучшения условий резания, пластина выполнена трапециевидной формы в поперечном сечении, а ее поперечные режущие кромки связаны с боковыми сторонами трапеции, а для упрочнения ее острых вершин, на продольных боковых режущих кромках со стороны основания трапеции выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам пластины, или упрочняющие ленточки выполнены со стороны поперечных режущих кромок пластины и направлены по нормали к основанию трапеции, а для улучшения условий установки и крепления пластины в гнезде на корпусе сверла, в поперечном сечении она выполнена прямоугольной, а для улучшения условий резания, направление поперечных режущих кромок по боковым сторонам трапеции выполнено дополнительной заточкой на торцовых и боковых поверхностях пластины выемок дуговой или угловой формы, а для упрочнения продольных режущих кромок у острых вершин трапеции, со стороны ее основания выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам пластины, или упрочняющие ленточки выполнены со стороны поперечных режущих кромок пластины и направлены по нормали к основанию трапеции, а для уменьшения диаметра кольцевого сверления, профиль пластины в плане выполнен прямоугольным, а на противоположных ее торцах выполнены передние и средние режущие зубья с поперечными режущими кромками и выемкой между ними для размещения срезаемой стружки, наклоном их спинок сформированы задние углы сверла, а полученные при прессовании по нормали к основанию пластин переходные радиусные участки на вершинах зубьев, удалены дополнительной заточкой лысок, формирующих ленточки вдоль режущих кромок зубьев на задней поверхности с углом их заострения у вершин δ≥90°, и/или на передней поверхности с углом заострения у вершин δ≥90°, а для вывода из зоны резания угловых участков под ленточкой на передней поверхности переднего зуба, на его продольных боковых режущих кромках, сформированных боковыми поверхностями и основанием пластины, дополнительно заточены ленточки, которые связаны с наружным диаметром сверла, а для улучшения условий резания, поперечные режущие кромки зубьев выполнены с наклоном к опорному основанию на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла, а для улучшения условий резания, она выполнена трапециевидной формы в поперечном сечении, режущие кромки ее передних зубьев связаны с боковыми сторонами трапеции, а средних зубьев - направлены по нормали к основанию трапеции, или параллельно режущей кромке передних зубьев, или противоположно им, а для упрочнения режущих кромок передних зубьев на острых вершинах трапеции, со стороны ее основания на продольных боковых режущих кромках переднего зуба выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам переднего зуба, или упрочняющие ленточки выполнены со стороны поперечных режущих кромок переднего зуба и направлены по нормали к основанию трапеции, а для улучшения условий установки и крепления пластины в гнезде на корпусе сверла, в поперечном сечении она выполнена прямоугольной, а направление поперечных режущих кромок передних зубьев по боковым сторонам трапеции выполнено дополнительной заточкой на торцовых и боковых поверхностях пластины выемок дуговой или угловой формы
Конструкции предлагаемых сборных кольцевых сверл с механическим креплением на корпусе режущей головки вставных поворотных многогранных неперетачиваемых режущих пластин и режущих пластин для их оснащения, показаны на чертежах, на которых корпус головки и прижимные планки для крепления режущих пластин, выделены оттенками серого цвета.
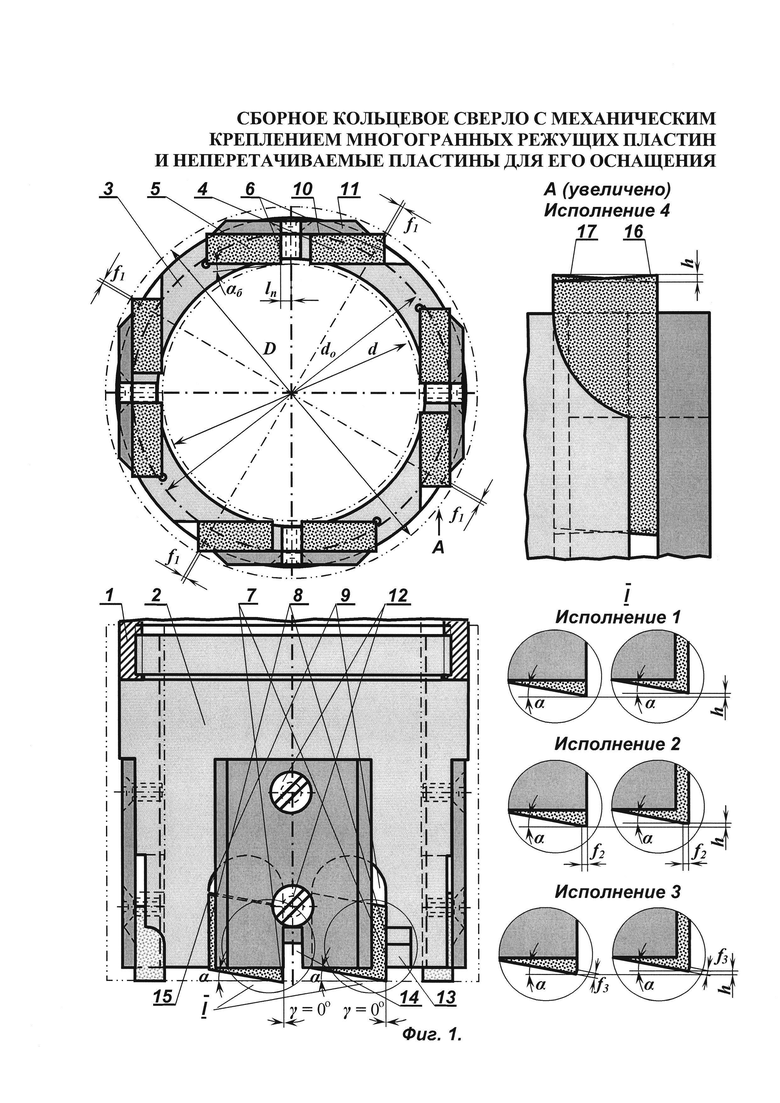
На фиг. 1 показано сборное кольцевое сверло с наружным D диаметром и внутренним d диаметрами сверления, имеющее соединенную с подводящей трубой 1 режущую головку 2, на корпусе 3 которой выполнена режущая часть из тангенциально установленных у его торца спаренных передних 4 и задних 5 вставных поворотных многогранных неперетачиваемых режущих пластин прямоугольной формы в поперечном сечении, с плоскопараллельными опорными и боковыми торцовыми режущими поверхностями, выполненными по контуру ромбической формы в плане, с задними α и передними γ=0° или γ≠0° углами на вершине ромба, которые формируют поперечные режущие кромки 6, связанные с передней и задней поверхностями пластин, а также продольные вспомогательные режущие кромки 7, связанные с передней и опорной поверхностями пластин и служащие для направления сверла и отвода стружки, а пластины введены в выполненные на корпусе продольные канавки 8, с упором стороны ромба пластины, противоположной рабочей, в торец канавки или во введенные в эти канавки упорные вставки 9. Смежные продольные режущие кромки спаренных пластин расположены: у передней пластины - на внешнем диаметре D кольцевого сверления, а у задней пластины - на внутреннем диаметре d кольцевого сверления, с перекрытием общего среднего диаметра do между их вторыми смежными продольными режущими кромками, противоположными рабочим, установленным по диаметрам D и d. Внутренние рабочие вершины передних режущих кромок у задних пластин 5 смещены по нормали к радиальным осям сверла на величину ln, которая обеспечивает требуемые для резания боковые задние углы αб=arctg(2ln/d).
Для крепления парных режущих пластин, на корпусе, параллельно их верхним основаниям, выполнены тангенциальные лыски 10, а в них введены прижимные планки 11, выполненные в поперечном сечении в форме трапеции, вписанной в наружный диаметр сверления или концентричного ему сегмента, которые закреплены на корпусе винтами 12.
Для отвода стружки от режущих кромок пластин, вдоль их передних поверхностей на корпусе и на прижимных планках выполнены пазы 13 и 14.
Для выполнения функций направления сверла в отверстии, продольные режущие кромки 7 пластин установлены по наружному диаметру D кольцевого сверления параллельно продольной оси сверла, с возможностью его шлифовки в сборе по наружной поверхности этих кромок, для исключения их биения и формирования на них направляющей ленточки f1.
Для улучшения условий резания на торце сверла, поперечные режущие кромки 6 у пластин 5, установленных по внутреннему диаметру кольцевого сверления, выполнены прорезными и смещены по нормали к рабочему торцу сверла выше поперечных режущих кромок режущих пластин 4, установленных по внешнему диаметру кольцевого сверления на высоту h, которая равна или больше величины осевой подачи на режущую кромку пластин при сверлении. Изменение высоты h обеспечивает варьирование толщины вводимых между задними пластинами и упорными вставками промежуточных вставок 15.
В исполнении 1 вершины режущих пластин выполнены заостренными, что целесообразно для быстрорежущих сталей, в исполнении 2 - на задних поверхностях режущих кромок выполнены упрочняющие ленточки шириной f2 с углом их заострения 90°, а в исполнении 3 - упрочняющие ленточки шириной f3 выполнены на передних поверхностях режущих кромок с углом их заострения 90°, что целесообразно для твердых сплавов.
В исполнении 4, для улучшения условий базирования сверла в отверстии при сверлении, у пластин 4, установленных по наружному диаметру кольцевого сверления, поперечные режущие кромки 16 выполнены с наклоном на высоту h от внешнего основания и наружного диаметра сверла к внутреннему, а у задних пластин 5, установленных по внутреннему диаметру кольцевого сверления, поперечные режущие кромки 17 выполнены с наклоном на высоту h от внешнего основания и внутреннего диаметра сверла к наружному.
Для варьирования диаметров сверл до D=500 мм, ширина и толщина обеих, или какой-либо одной из спаренных режущих пластин, может быть увеличена, соответственно, с 8 до 60 мм, и с 2 до 10 мм, и/или обе спаренные режущие пластины установлены по сторонам вписанного в рабочий торец сверла правильного треугольника, или квадрата, или пятигранника, или шестигранника, или иных правильных фигур с большим количеством граней, или между спаренными пластинами установлены одна и более промежуточных режущих пластин с перекрытием диаметров, проходящих через их вершины.
Принцип работы сверла отличается от базовых сверл для кольцевого сверления с радиальным расположением режущих пластин возможностью увеличения нагрузок на режущие кромки, за счет значительного увеличения толщины пластин в направлении действия сил резания. Главным отличием является уменьшение наружного диаметра и ширины кольцевого сверления при одинаковых размерах режущих пластин. Простейшее исполнение - для четырех пар передних 4 и задних 5 режущих пластин, ромбических в плане и прямоугольных в поперечном сечении, у которых острые вершины ромба установлены в общей рабочей торцовой плоскости сверла. При этом передняя пластина 4 связана вершиной передней поверхности 6 и продольной боковой режущей кромкой 7 с внешним диаметром D кольцевого сверления, а задняя пластина 5 связана нижней вершиной передней поверхности 6 и продольной боковой режущей кромкой с внутренним диаметром d кольцевого сверления, с общим перекрытием противоположными вершинами этих пластин среднего диаметра do между ними на величину 0,1…0,2 мм. Передняя пластина 4 прорезает кольцо от внешнего диаметра D до среднего диаметра do, а задняя пластина 5 - прорезает кольцо от среднего диаметра do до внутреннего диаметра d. Зажим установленных в канавки 8 с упором в упорные вставки 9 спаренных пластин накладной планкой 11 и винтами 12, обеспечивает для них надежное базирование и крепление.
Смещение передней поверхности 6 задних пластин на величину ln, относительно радиальной оси сверла обеспечивает формирование у них благоприятных для резания боковых задних углов αб на внутреннем диаметре кольцевого сверления и неблагоприятных на смежных режущих вершинах, установленных по среднему диаметру кольцевого сверления. Для передних режущих пластин - наоборот, благоприятные для резания боковые задние углы созданы на внешнем диаметре кольцевого сверления, а неблагоприятные - на смежных им вершинах, установленных по среднему диаметру кольцевого сверления. Выполнение на передней и задней режущих пластинах прорезных режущих кромок 16 и 17, со встречным наклоном их к среднему диаметру сверления на высоту h, которая равна или больше величины осевой подачи на одну режущую кромку при сверлении, исключает резание с неблагоприятными задними углами.
Сход срезаемой стружки с передних поверхностей режущих пластин производится в канавках 13, выполненных на корпусе головки сверла, и в канавках 14, выполненных на прижимных планках. Обе пары этих канавок и их продолжения на корпусе головки могут быть выполнены винтовыми.
Отвод стружки и подвод в зону резания смазующе-охлаждающих технологических средств (СОТС) выполняют по известным ранее методам.
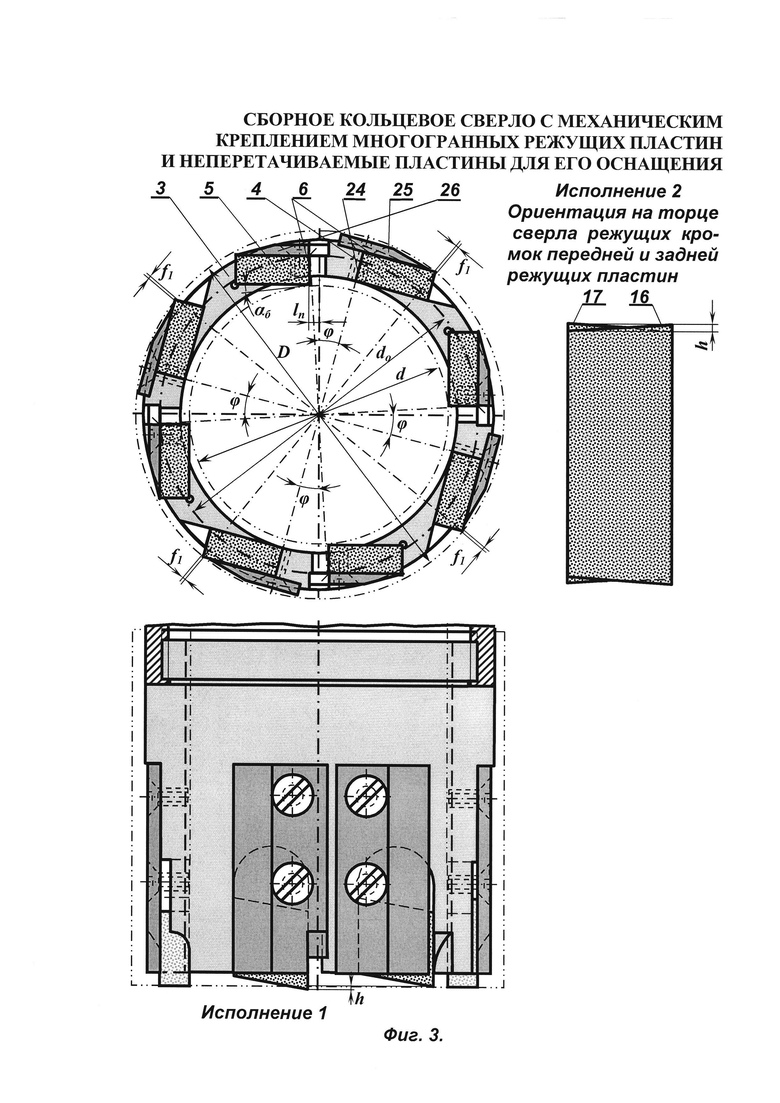
На фиг. 2 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для улучшения условий резания передних пластин 18, они выполнены трапецеидальной формы в поперечном сечении, с установкой большей стороны трапеции по наружному диаметру кольцевого сверления и адекватным изменением формы канавок 19 и вставок 20 для их удержания, а поперечные режущие кромки 21 пластин и связанные с ними стружечные канавки 22 на корпусе 3 головки совмещены с радиальной осью сверла, или имеют к ней наклон, в сторону внутреннего диаметра. При этом длина поперечной режущей кромки увеличивается, что позволяет уменьшать толщину передней 18 и задней 5 пластин, увеличить средний диаметр do их перекрытия и внутренний диаметр d сверления, что дает дополнительный эффект - уменьшение ширины кольца сверления и адекватное уменьшение работы на превращение в стружку удаляемого из этого кольца материала.
Для упрочнения острой вершины режущей кромки трапецеидальной передней пластины 18 со стороны ее боковой задней поверхности по нормали к передней поверхности выполнена упрочняющая ленточка шириной f4, а в исполнении 1 упрочняющая ленточка шириной f5 выполнена со стороны ее передней поверхности по нормали к боковой задней поверхности пластины. В исполнении 2 она сочетается с упрочняющей ленточкой f2, выполненной вдоль поперечной режущей кромки по ее задней поверхности, а в исполнении 3 - она сочетается с упрочняющей ленточкой f3, выполненной вдоль ее передней поверхности.
В исполнении 4, для улучшения условий базирования сверла в отверстии при сверлении, у передних пластин 18, установленных по наружному диаметру кольцевого сверления, поперечные режущие кромки 23 выполнены с наклоном на высоту h от внешнего основания и наружно диаметра сверла к внутреннему, а у задних пластин 5, установленных по внутреннему диаметру кольцевого сверления, поперечные режущие кромки 17 выполнены с наклоном на высоту h от внешнего основания и внутреннего диаметра сверла к наружному.
Все остальные элементы сверла аналогичны предыдущему исполнению, показанному на фиг. 1.
Принцип работы данного сверла отличается от предыдущего лучшими условиями срезания и перемещения стружки и меньшей шириной кольцевого сверления.
На фиг. 3 показано сборное кольцевое сверло, которое отличается от исполнения, показанного на фиг. 1 тем, что для равномерного распределения ширины тела корпуса 3 между режущими пластинами, передняя спаренная пластина 4 развернута относительно радиальной оси сверла, связанной с задней пластиной 5, на угол ϕ в пределах от 1° до 360°/z, где z - количество режущих пластин на торце сверла, при этом у передней пластины с радиальной осью сверла связана спинка 24, противоположная передней поперечной режущей кромке 6, а у задней пластины - поперечная передняя режущая кромка 6 смещена по нормали к радиальной оси сверла на величину ln, которая обеспечивает формирование необходимых для резания боковых задних углов αб. Аналогичный наклон для каждой из спаренных режущих пластин имеют их передняя 25 и задняя 26 прижимные планки.
Все остальные элементы сверла, в т.ч. выполнение прорезных зубьев с высотой h в исполнении 1 и наклона режущих кромок 16 и 17 передней и задней пластин в исполнении 2, аналогичны предыдущим конструкциям сверл.
Принцип работы данного сверла не отличается от предыдущих.
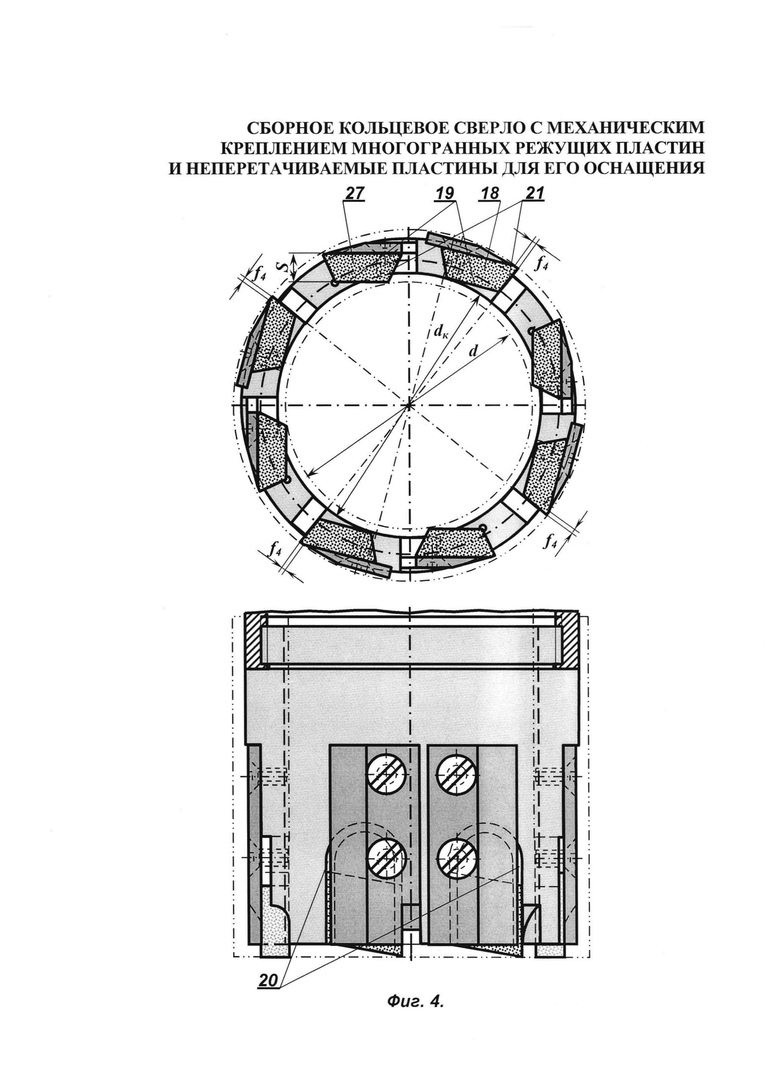
На фиг. 4 показано сборное кольцевое сверло, которое отличается от предыдущих исполнений тем, что для отвода срезаемой при резании стружки к внутреннему диаметру кольцевого сверления, передняя 18 и задняя 27 режущие пластины в паре выполнены трапецеидальной формы в поперечном сечении, с установкой их больших сторон по наружному диаметру кольцевого сверления и адекватным изменением формы канавок 19 и упорных вставок 20 для их размещения и установки, а их толщина S увеличена на 1…5 мм, для увеличения полости между внутренним диаметром dк корпуса и внутренним диаметром кольцевого сверления d.
Все остальные конструктивные элементы сверла, в т.ч. встречный наклон режущих кромок на высоту h, упрочняющие ленточки f4, а также f2, f3 и f5, дополнительной заточки для других вариантов режущих пластин, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от предыдущего только направлением стружки в полость между внутренним диаметром dк корпуса сверла и внутренним диаметром d кольцевого сверления, что уменьшает повреждение внутренней поверхности обрабатываемого отверстия.
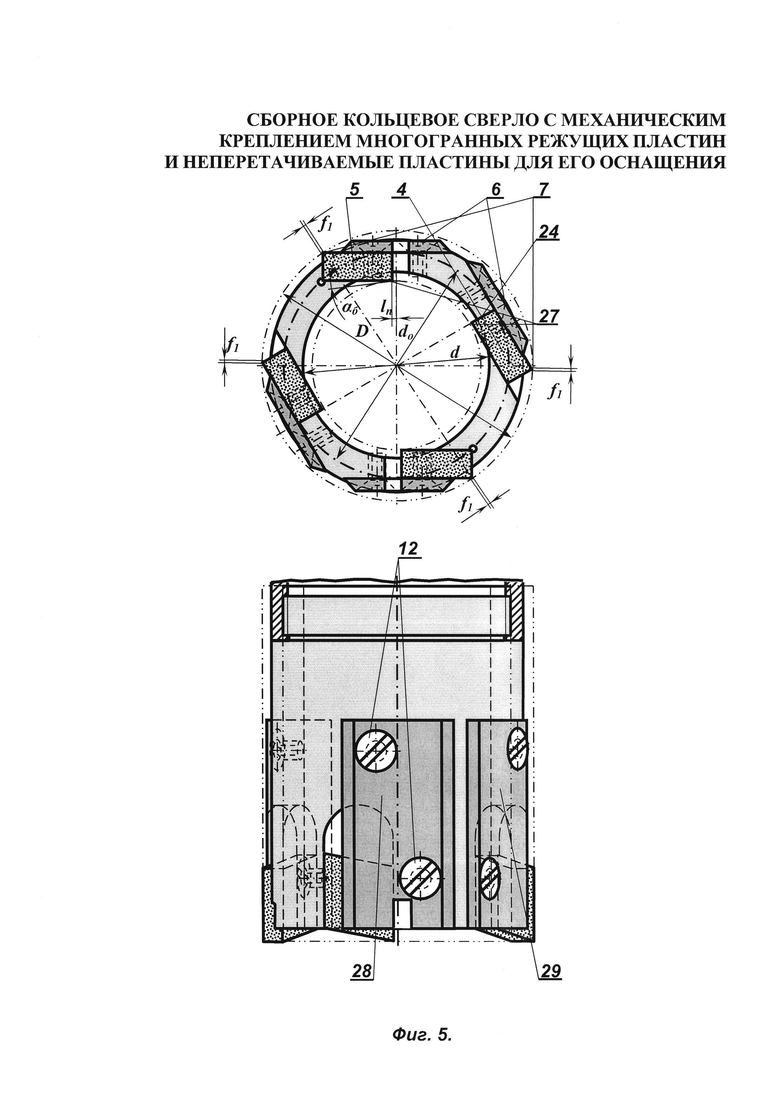
На фиг. 5 показано сборное кольцевое сверло, которое отличается от предыдущих исполнений тем, что для уменьшения наружного и внутреннего диаметров кольцевого сверления, количество пар режущих пластин сокращено до двух, спарнные режущие пластины одной боковой режущей кромкой 7 установлены по наружному диаметру D кольцевого сверления, а диагональной ей боковой режущей кромкой 27 - по внутреннему диаметру d кольцевого сверления, с перекрытием внутреннего общего диаметра do между их вторыми боковыми режущими кромками. При этом в каждой паре у задней пластины 5 передняя режущая кромка 6 смещена по нормали к радиальной оси сверла на величину ln, которая обеспечивает формирование необходимых для резания боковых задних углов αб. а у передней пластины 4 с радиальной осью сверла связана противоположная передней режущей кромке 6 спинка 24. Адекватно изменена форма передней 28 и задней 29 прижимных планок, закрепляемых винтами 12.
Все остальные элементы сверла, в т.ч. ленточки f1 а также f2, f3 и f5, дополнительной заточки для других вариантов режущих пластин, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от первого, приведенного на фиг. 1, только уменьшением диаметра D кольцевого сверления.
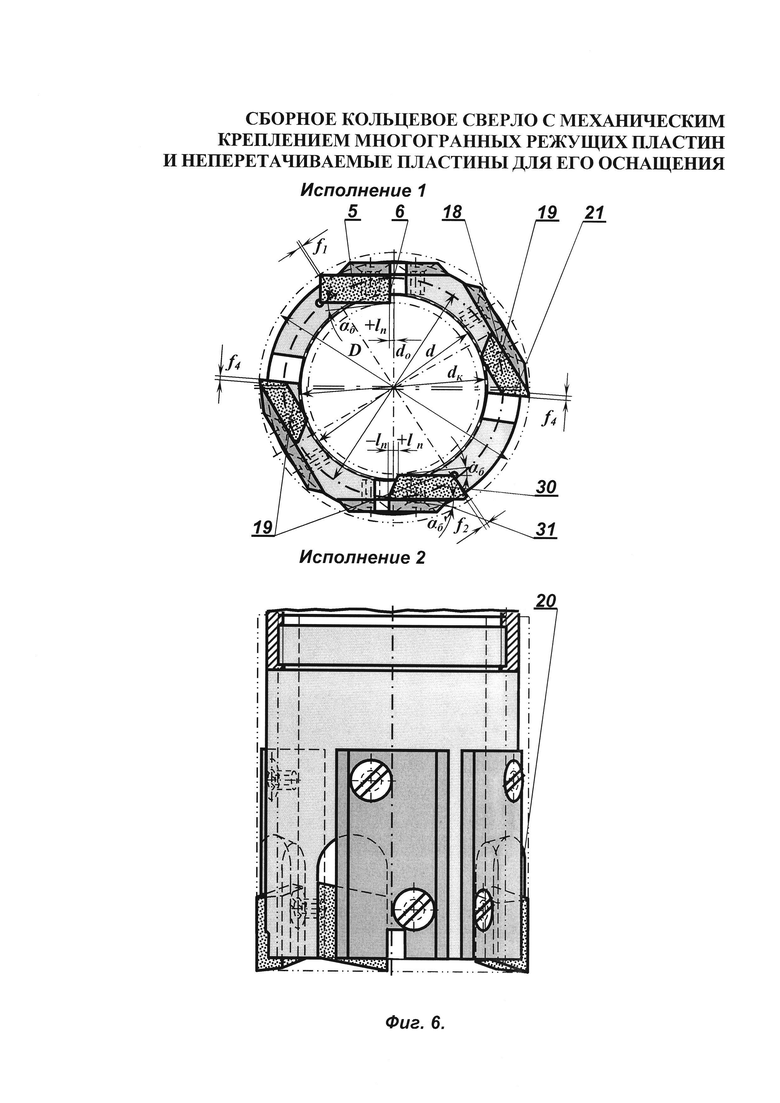
На фиг. 6 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для улучшения условий резания передней пластины 18, она выполнена трапецеидальной формы в поперечном сечении, с установкой большей стороны трапеции по наружному диаметру кольцевого сверления и адекватным изменением формы канавок 19 и вставок 20 для ее удержания, при этом задняя пластина 5 выполнена прямоугольной формы в поперечном сечении (исполнение 1), или удлиненной трапецеидальной формы 30 (исполнение 2) для уменьшения внутреннего диаметра кольцевого сверления d по сравнению с внутренним диаметром dк корпуса сверла и отвода стружки в эту полость. Для создания боковых задних углов αб у тупых и 
Все остальные элементы сверла, в т.ч. ленточки f1, f4, а также f2, f3 и f5, дополнительной заточки для других вариантов режущих пластин, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от предыдущего только улучшением условий срезания и отвода стружки.
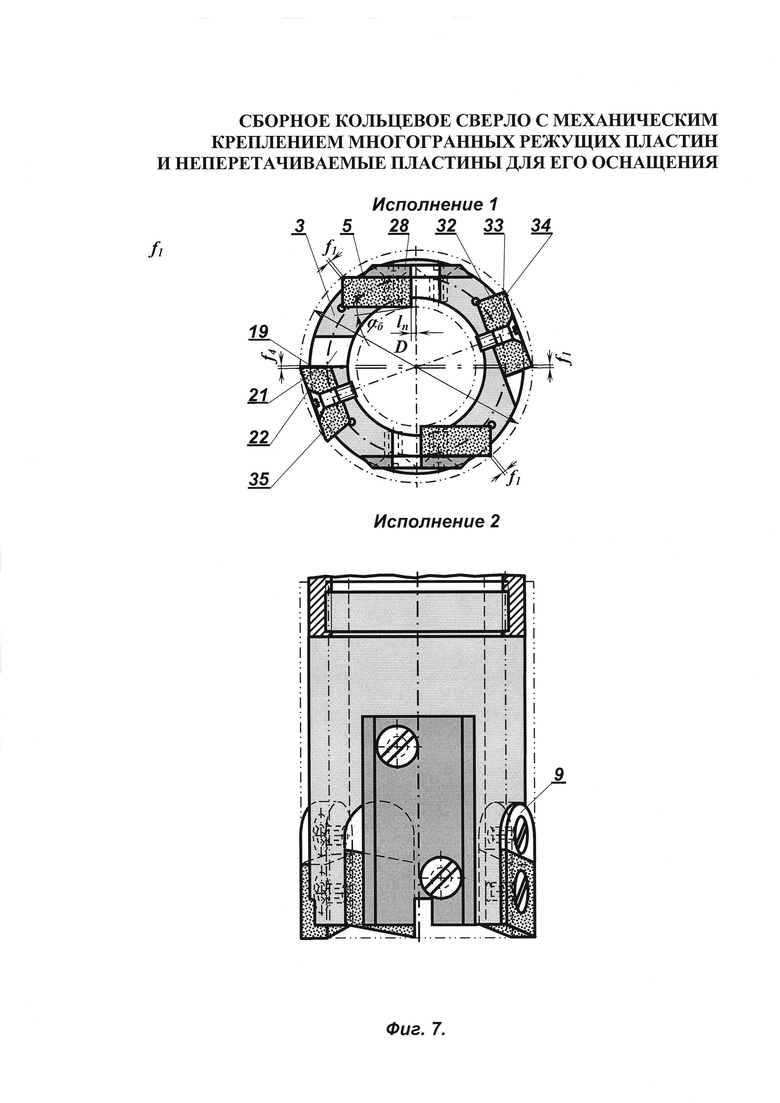
На фиг. 7 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для уменьшения наружного диаметра D кольцевого сверления, в паре с задней режущей пластиной 5, закрепленной на корпусе 3 прижимной планкой 28, установлена передняя режущая пластина 32 с плоскопараллельными боковыми опорными и торцовыми поверхностями прямоугольной формы в поперечном сечении (исполнение 1) и ромбической формы в плане, которая выполнена с центральным отверстием, нормальным к ее опорным поверхностям и закреплена винтом 33 в выполненной на корпусе 3 тангенциальной канавке 34, с отводом стружки к наружной поверхности кольцевого сверления. Винт может имеет сферическую выпуклую головку.
В исполнении 2 передние пластины 35 выполнены трапецеидальными в поперечном сечении, с адекватной их форме пазами 19 и упорными вставками для их установки, а для отвода стружки к внутренней поверхности кольцевого сверления, передние режущие кромки 21 этих пластин и связанные с ними стружечные канавки 22 совмещены с радиальными осями сверла.
Все остальные элементы сверла, в т.ч. упорные вставки 9 или 20, боковые задние углы αб и смещения ln, ленточки f1, f4, а также f2, f3, f5 дополнительных заточек для других вариантов пластин, параллельные и встречные смещения режущих кромок передних и задних режущих пластин на высоту h, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от предыдущих только диаметрами сверления и условиями крепления передних режущих пластин.
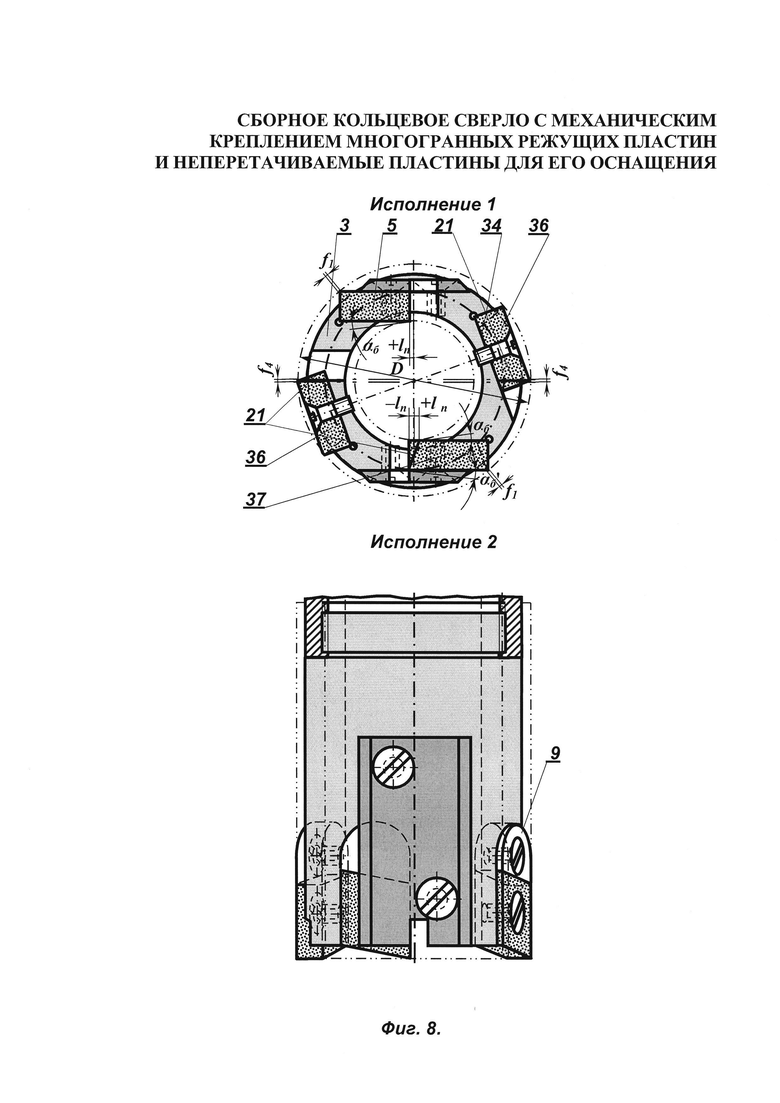
На фиг. 8 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для упрощения конструкции выполненных на корпусе 3 канавок и упорных вставок 9 для установки режущих пластин, канавки 34 и пластины 36 в поперечном сечении выполнены прямоугольной призматической формы, а связанная с трапецеидальной формой в поперечном сечении передняя поверхность 21, выполнена дополнительной ее заточкой на пластине у вершин ромба. В исполнении 1 такая заточка выполнена на передней пластине 36, а в исполнении 2, для отвода стружки к внутренней поверхности кольцевого сверления, на передней 36 и на задней 37 режущих пластинах.
Все остальные элементы сверла, в т.ч. боковые задние углы αб и 
Принцип работы данного сверла отличается от предыдущих только упрощением в поперечном сечении формы канавок и упорных вставок.
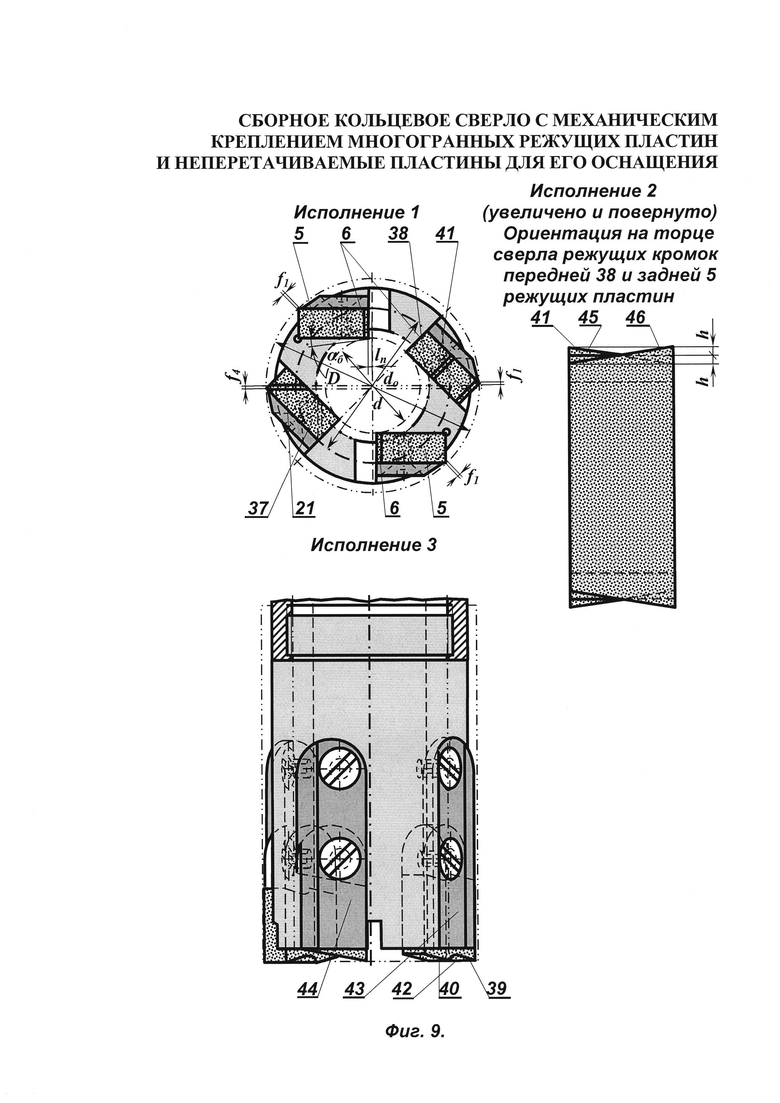
На фиг. 9 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для уменьшения наружного диаметра D сверла, задние режущие пластины 5 с режущими кромками 6, которые смещены относительно радиальной оси сверла на величину +ln, обеспечивающую формирование бокового заднего угла αб, выполнены ромбической формы в плане, а парные им передние режущие пластины 38 в исполнении 1 выполнены прямоугольной формы в плане, у которых на режущих торцах выполнены крайний зуб 39 с режущей кромкой 6 и средний зуб 40 с режущей кромкой 41 и выемкой 42 для размещения между ними срезаемой стружки. Зажим пластин в гнездах на корпусе головки сверла выполнен прижимными планками 43 и 44.
В исполнении 2 передняя режущая кромка 45 задней пластины и крайняя режущая кромка 46 передней пластины выполнены прорезными, а средняя режущая кромка 41 на передней пластине выполнена горизонтально, ниже вершин прорезных режущих кромок на высоте h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, при этом наклон прорезных режущих кромок 45 и 46 выполнен навстречу друг другу на высоту 2h в сторону наружного и внутреннего диаметров кольцевого сверления.
В исполнении 3 установка передней пластины 37 с прямоугольным поперечным сечением и наклоном передней режущей кромки 21 до совмещения ее с радиальной осью сверла, позволяет исключить выполнение среднего зуба при таких же наружном D, среднем do и внутреннем d диаметрах кольцевого сверления. Возможна также замена передней пластины 37 трапецеидальной 18 в поперечном сечении, поскольку удержание ее в пазу обеспечивают наклонные боковые стороны трапеции.
Все остальные конструктивные элементы сверла, в т.ч. ленточки f1, f4, и f2, f3, f5 дополнительных заточек для других вариантах пластин, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от предыдущих только уменьшением внешнего диаметра D кольцевого сверления путем выполнения на передних режущих пластинах 38 дополнительного среднего зуба 40, обеспечивающего перекрытие внутренних диаметров кольцевого сверления, не перекрываемых смежными вершинами передних поверхностей передней и задней режущих пластин. Выполнение прорезными крайней режущей кромки 46 передней пластины и передней режущей кромки 45 задней пластины с наклоном на высоту 2h навстречу друг другу в сторону среднего диаметра кольцевого сверления, исключает резание с неблагоприятными задними углами.
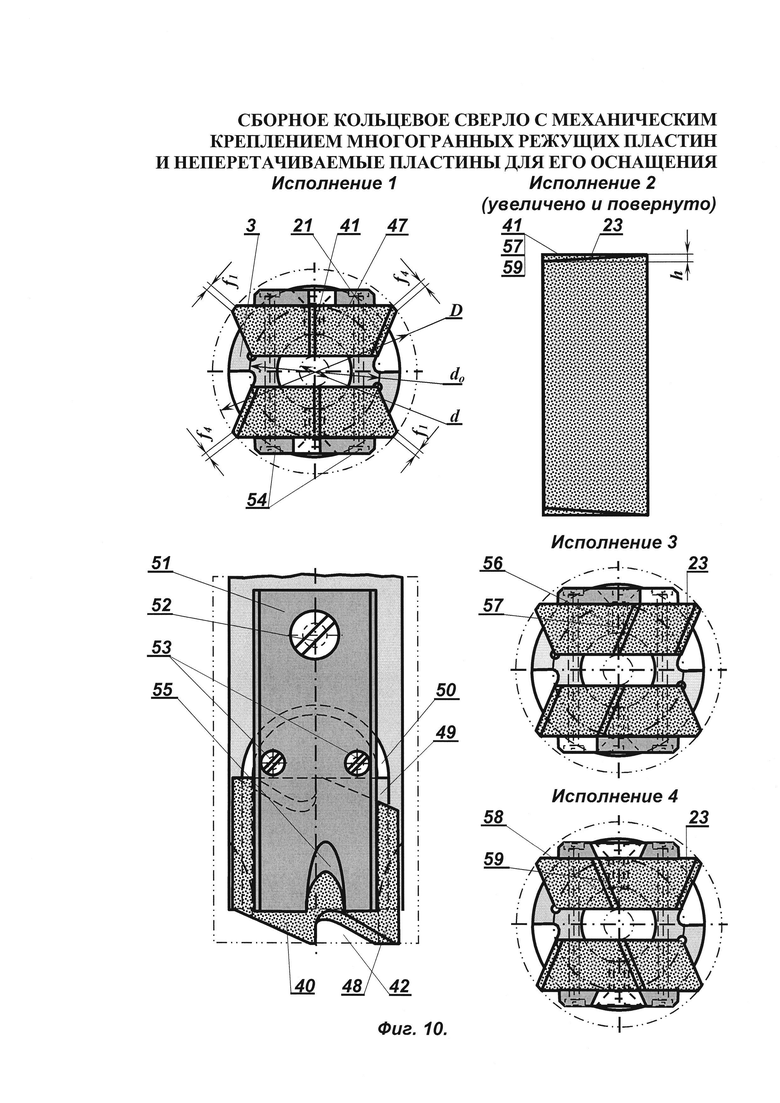
На фиг. 10 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для уменьшения наружного диаметра D сверла и кольцевого сверления, на торце корпуса 3 его головки, тангенциально и параллельно навстречу друг другу установлена одна пара режущих пластин 47 трапецеидальной формы в поперечном сечении, у которых обе вершины на большей стороне трапеции установлены по наружному диаметру сверла, с зеркально противоположной ориентацией передних поверхностей пластин, а в плане режущие пластины выполнены прямоугольной или квадратной формы, на режущих торцах которых выполнены крайний 48 и средний 40 зубья, с режущими кромками 21 и 41 и выемкой 42 для размещения между ними срезаемой стружки. В исполнении 1 средний зуб в торцовой плоскости режущей пластины выполнен по нормали к ее основаниям. В исполнении 2 средний зуб выполнен прорезным, его режущая кромка 41, для упрощения прессования пластин, выполнена по нормали к продольному сечению пластины, а режущая кромка 23 переднего зуба выполнена с наклоном к режущей кромке среднего зуба в направлении от большей к меньшей стороне трапеции на высоту h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, или обе эти кромки имеют наклон на высоту h навстречу друг другу.
Обе режущие пластины установлены в канавки 49, выполненные на корпусе головки сверла, с упором во вставки 50 трапецеидальной формы в поперечном сечении, адекватной поперечному сечению режущих пластин. Крепление пластин выполнено прижимной планкой 51 с помощью среднего винта 52 и нижних винтов 53, зажимаемых гайками 54. Для отвода стружки выполнена стружечная канавки 55.
В исполнении 3 для направления стружки в полость между внутренним диаметром корпуса сверла и внутренним диаметром сверления, у среднего зуба 56 направление режущей кромки 57 на торце режущей пластины выполнено параллельным крайней режущей кромке 23. В исполнении 4, для увеличения объема для размещения стружки, она направлена в полость к наружному диаметру сверления, для чего у среднего зуба 58 наклон режущей кромки 59 на торце режущей пластины выполнен противоположным крайней режущей кромке 23. При этом крайние режущие кромки выполнены с наклоном на высоту h к режущей кромке среднего зуба в направлении от большей стороны трапеции к меньшей.
Режущие кромки 41, 57, 59 привязаны к радиальной оси сверла, однако это не ведет к созданию неблагоприятных для резания боковых задних углов, поскольку внутренний диаметр d сверления для таких сверл не превышает 3 мм.
Все остальные конструктивные элементы сверла, в т.ч. ленточки f1, f4, и f2, f3, f5 дополнительных заточек для других вариантов пластин, выполнены аналогично предыдущим конструкциям.
Принцип работы данного сверла отличается от предыдущих только уменьшением внешнего диаметра кольцевого сверления за счет применения одной пары режущих пластин 45 трапецеидальной формы в поперечном сечении, установленных навстречу друг-другу с расположением большей стороны трапеции по наружному диаметру сверла. Перекрытие внутреннего диаметра сверления d обеспечивают режущие кромки 41, 57, 59. Отвод стружки предпочтителен к внешнему диаметру кольцевого сверления (исполнение 4), поскольку во внутренней полости недостаточно места для ее размещения.
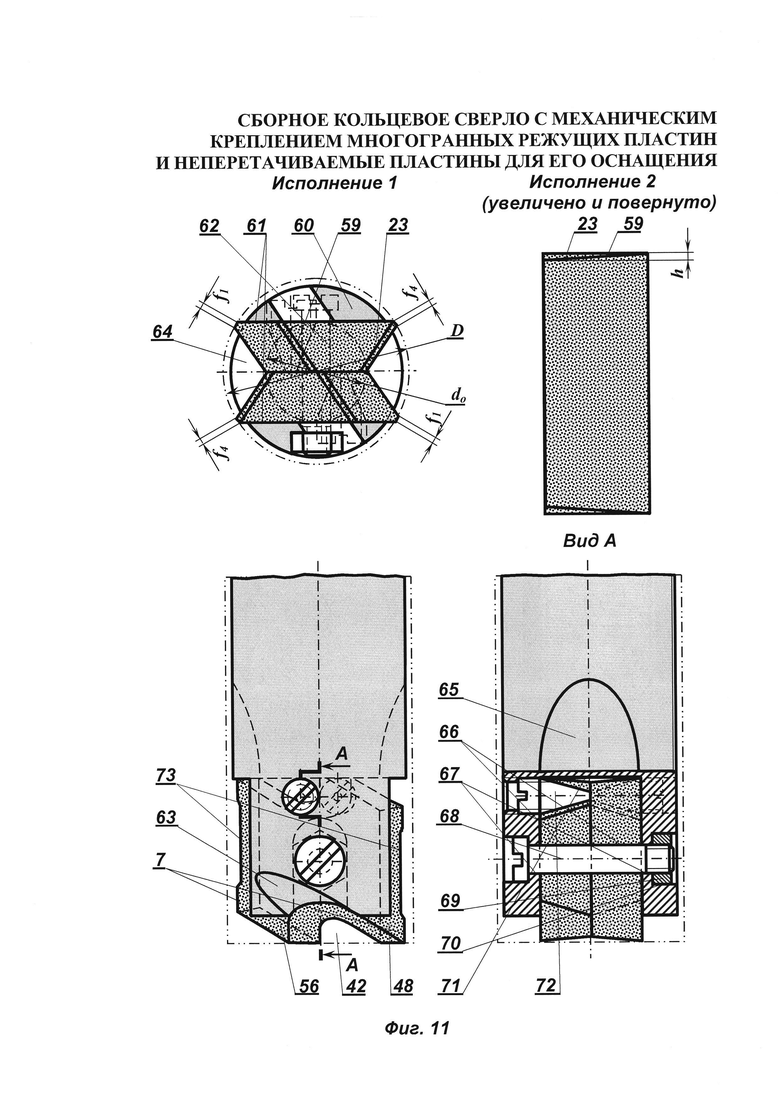
На фиг. 11 показано сборное кольцевое сверло, которое отличается от предыдущего исполнения тем, что для упрощения конструкции сверл малых размеров за счет перехода к сплошному сверлению, на рабочем торце корпуса 60, в его диаметральном пазу 61, установлена вплотную, меньшими сторонами навстречу друг к другу, пара режущих пластин 62 трапецеидальной формы в поперечном сечении, которые имеют крайние 48 зубья с режущими кромками 23 и средние зубья 56 с режущими кромками 59, и впадину 42 между ними для размещения стружки. Для улучшения условий размещения и схода стружки, средний зуб и его режущая кромка выполнены с наклоном противоположным режущей кромке крайнего зуба (исполнение 1) в торцовой плоскости пластины.
В исполнении 2 средний зуб выполнен прорезным, его режущая кромка 59, для упрощения прессования пластин, выполнена по нормали к продольному сечению пластины, а режущая кромка 23 переднего зуба выполнена с наклоном к режущей кромке среднего зуба в направлении от большей стороны трапеции к меньшей на высоту h, равную или больше величины осевой подачи на одну режущую кромку сверла, или с наклоном на высоту h навстречу друг другу.
Для отвода стружки в полость между диметром сверления и корпусом сверла от средних зубьев, на корпусе выполнены канавки 63, а от крайних зубьев - стружка отводится в полость 64, созданную пластинами, с выходом ее через канавку 65 в полость между диметром сверления и корпусом сверла.
Для крепления пластин, в центре их профиля в плане выполнено сквозное отверстие 66 и адекватные ему отверстия 67 выполнены на корпусе сверла, в которые введен винт 68 с гайкой 69, а для ее удержания на корпусе выполнен паз 70. Для удержания от поворота в процессе резания пластин с зубьями лишь на одном торце, их противоположный торец имеет упор в основание 71 паза 61, а для пластин, у которых режущие зубья выполнена на противоположных торцах для удвоения количества перестановок, удержание их от поворота обеспечивают винты-пробки 72 с коническим хвостовиком, введенные во впадину между зубьями через выполненное в корпусе резьбовое отверстие.
Для уменьшения трения боковых режущих кромок 7 пластин больших размеров, на них могут быть выполнены лыски 73. Для увеличения диаметра сверления увеличивают размеры режущих пластин и количество режущих зубьев на их рабочих торцах.
Все остальные конструктивные элементы сверла, в т.ч. ленточки f1, f4, и f2, f3, f5 дополнительных заточек, для других вариантов пластин, выполнены аналогично предыдущим конструкциям.
Выполнение корпуса возможно на базе четырехзубого зенкера.
Принцип работы данного сверла отличается от предыдущих тем, что оно обеспечивает сплошное сверление, однако его режущие кромки 48 и 59 прорезают кольцевые канавки с перекрытием их по среднему диаметру do. При этом облегчаются условия работы режущих кромок средних зубьев, по сравнению с обычными спиральными сверлами для сплошного сверления. При выполнении трубчатого корпуса с подводом через него СОТС, возможно применение данных сверл для глубокого сверления.
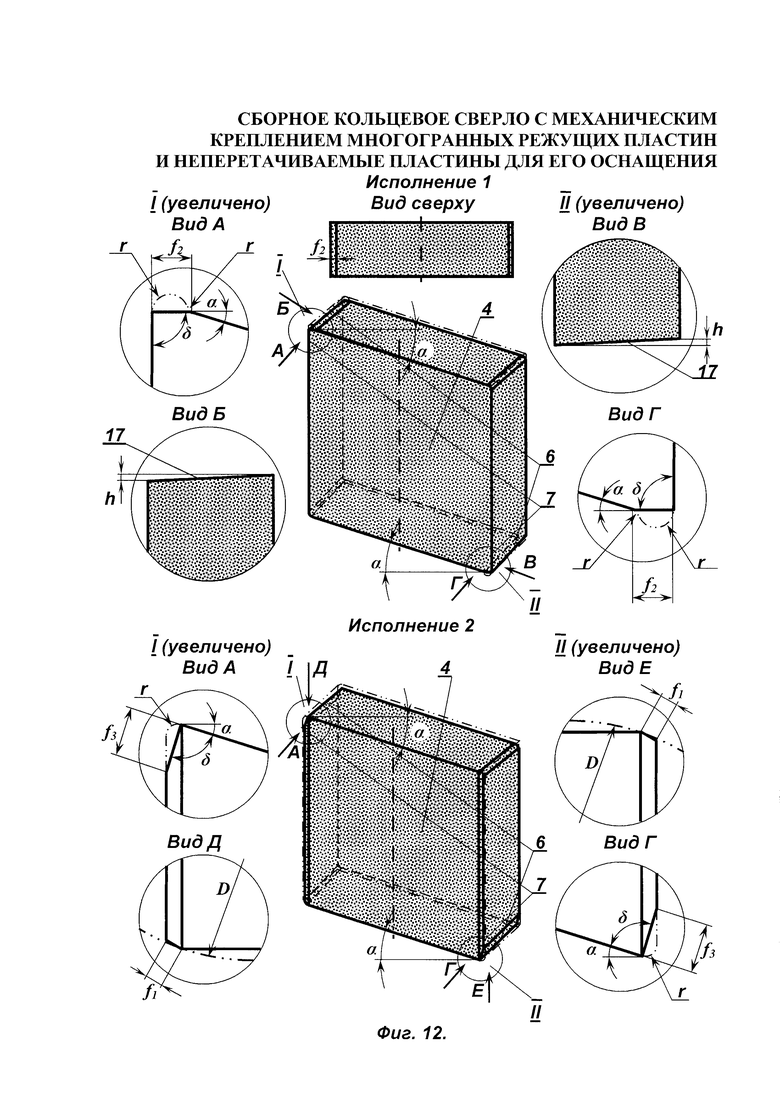
На фиг. 12 показана режущая пластина 4 для оснащения предлагаемых сборных кольцевых сверл, которая имеет плоскопараллельные основания ромбической формы в плане с углами α, дополняющими до 90° углы профиля у острых вершин ромба, равными задним углам сверла, и с поперечными 6 и продольными 7 режущими кромками, созданными плоскопараллельными торцовыми и боковыми поверхностями по контуру ромба, которые имеют прямоугольную форму в поперечном сечении. В исполнении 1 у режущих кромок 6 на вершинах I и II ромба упрочняющие ленточки f2 выполнены на задних поверхностях с углом заострения вершины δ≥90°. При этом, для удаления переходных радиусных участков на острых вершинах ромба у режущих пластин и упрощения шлифовки ленточек, на заготовке пластины вдоль поперечной режущей кромки сформирован припуск в виде дугового выступа радиуса r.
В исполнении 2 у режущих кромок 6 на вершинах I и II упрочняющие ленточки f3, которые одновременно удаляют переходные радиусные участки радиуса r на острых вершинах ромба, выполнены на передних поверхностях с углом заострения вершины δ≥90°. а на боковых режущих кромках 7 выполнены ленточки f1 под углом 10…30° к основанию для вывода угловых участков режущих кромок под ленточкой f3 из зоны резания и задевания наружного диаметра сверления D.
Для всех исполнений вместо передних режущих кромок 6 могут быть выполнены режущие кромки 17 с наклоном на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла. При этом в исполнении 2 наклон выполнен от опорного основания пластины, имеющей ленточки f1.
Для крепления пластин на корпусе, в центре их бокового ромбического профиля может быть выполнено центральное отверстие, в т.ч. с фаской под коническую головку крепежного винта.
Принцип работы пластин рассмотрен выше в случаях работы сверл.
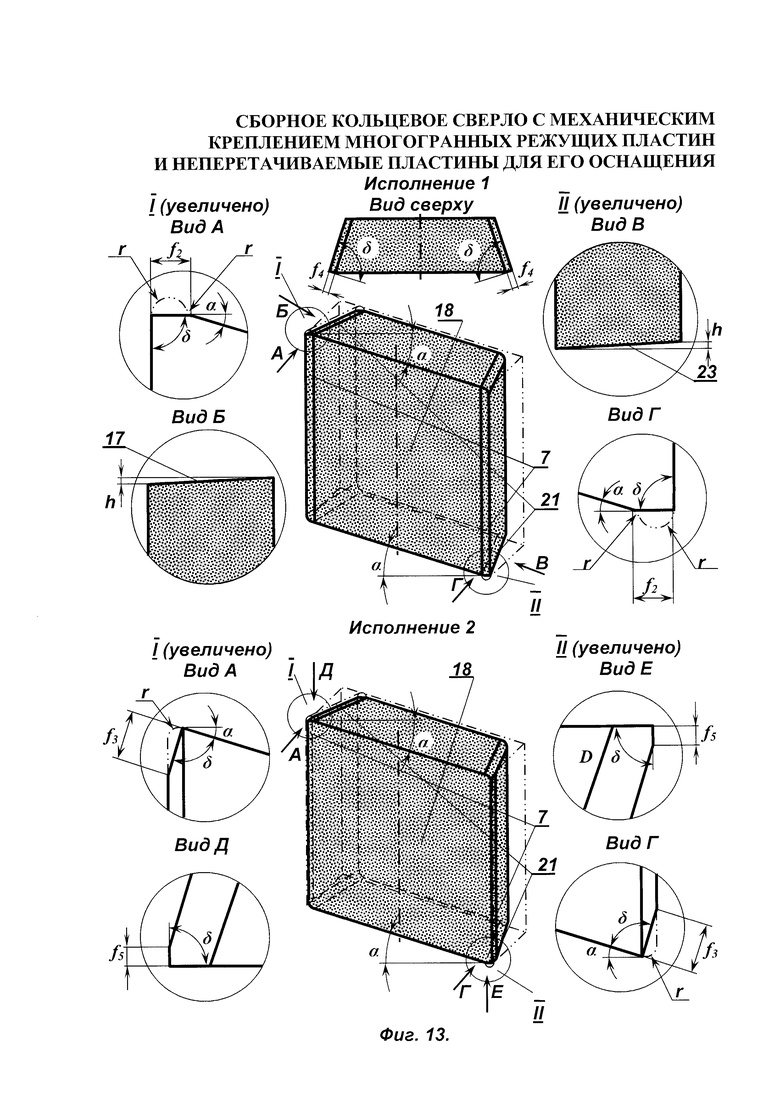
На фиг. 13 показана режущая пластина 18 для оснащения предлагаемых сборных кольцевых сверл, которая отличается от предыдущей, показанной на фиг. 12, только выполнением трапециевидной формы в поперечном сечении, ориентацией по сторонам трапеции режущих кромок 21 и выполнением на боковых режущих кромках 7 упрочняющих ленточек f4 со стороны задних поверхностей под углом заострения вершины δ≥90° (исполнение 1).
В исполнении 2 упрочняющие ленточки f5 выполнены со стороны передних поверхностей под углом заострения вершины δ≥90°.
Для всех исполнений вместо передних режущих кромок 21 могут быть выполнены режущие кромки 23 с наклоном на высоту h, которая равна или больше величины осевой подачи или припуска срезаемого одной режущей кромку сверла.
Все остальные параметры пластин аналогичны предыдущему варианту, показанному на рис. 12.
Для крепления пластин на корпусе, в центре ромбического профиля их основания с большей стороны трапеции может быть выполнено центральное отверстие, в т.ч. с фаской под коническую головку крепежного винта.
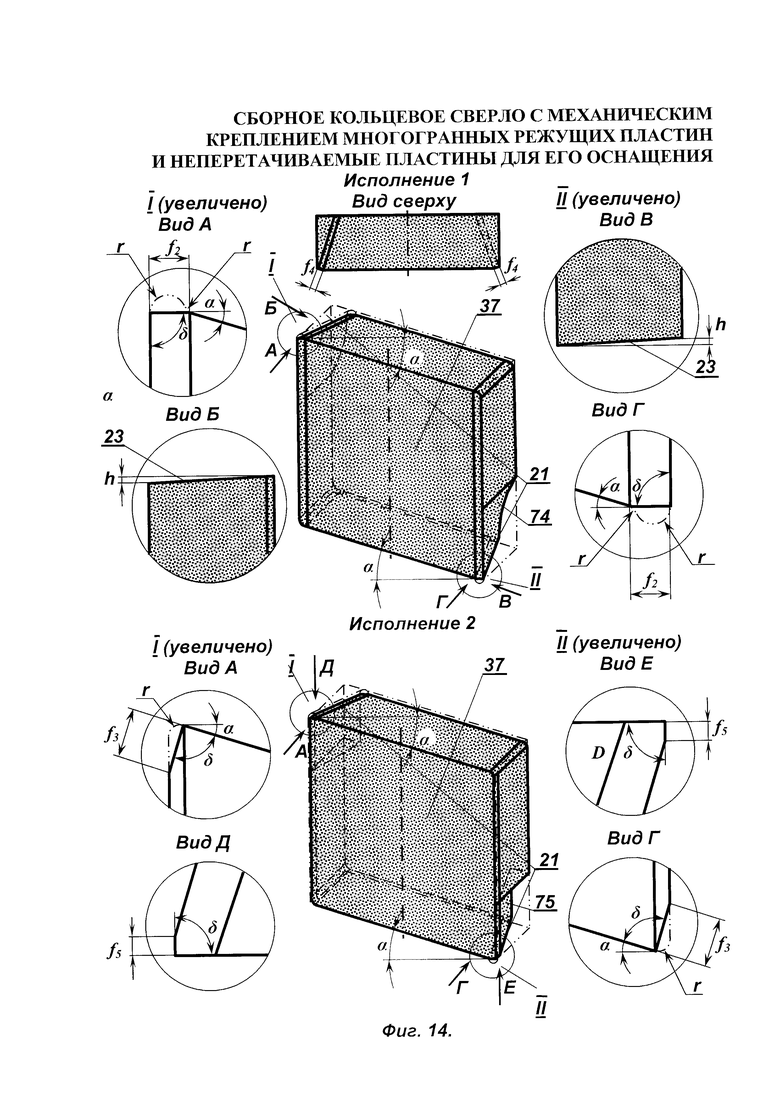
На фиг. 14 показана режущая пластина 37 для оснащения предлагаемых сборных кольцевых сверл, которая отличается от предыдущих, показанных на фиг. 12 и 13, выполнением на ее прямоугольном поперечном сечении трапециевидной формы режущих кромок 21 или 23 за счет дополнительной заточки торцовых передних поверхностей по дуговой выемке 74 (исполнение 1) или угловой выемке 75 (исполнение 2).
Все остальные параметры режущих пластин аналогичны предыдущим вариантам, показанные на фиг. 12 и 13.
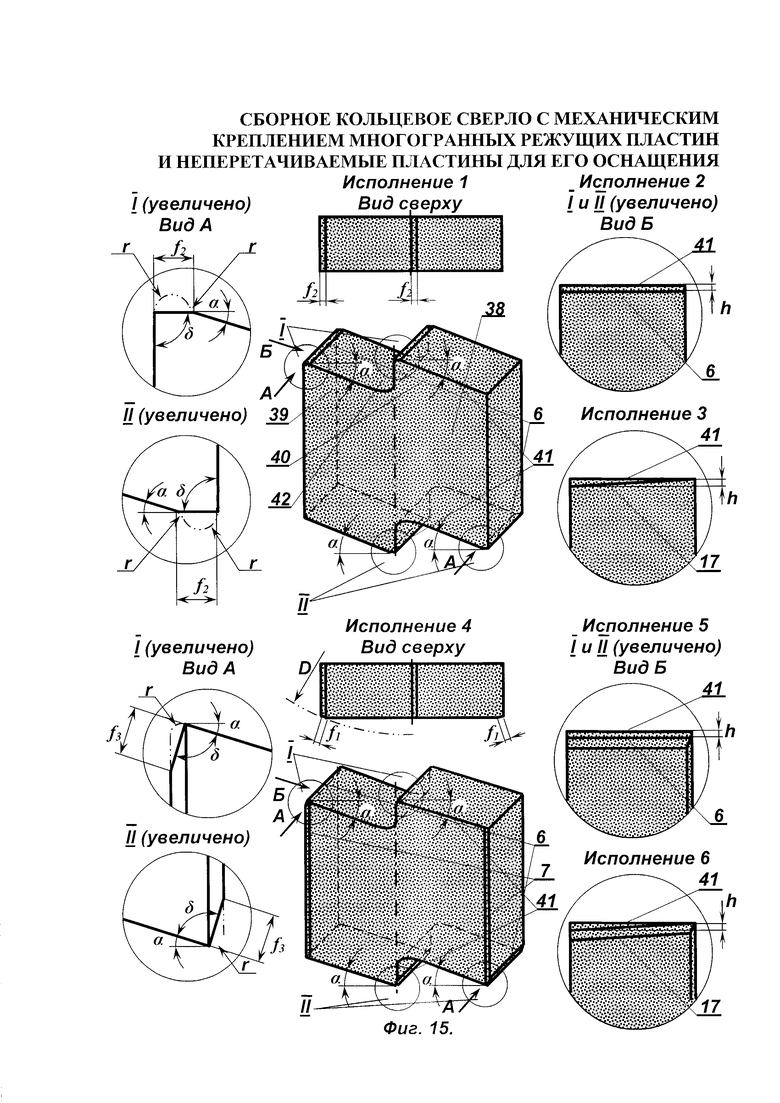
На фиг. 15 показана режущая пластина 38 для оснащения предлагаемых сборных кольцевых сверл, имеющая прямоугольную форму в поперечном сечении и прямоугольный контур плоскопараллельных оснований в плане, у которых на противоположных режущих торцах выполнены крайние зубья 39 с режущими кромками 6 и средние зубья 40 с режущими кромками 41 и выемкой 42 для размещения между ними срезаемой стружки. Для удвоения количества возможных переустановок пластин по мере износа их режущих кромок, зубья зеркально симметрично выполнены на противоположном торце пластины.
В исполнении 1, у зубьев на задних поверхностях на их вершинах I и II вдоль их режущих кромок, выполнены упрочняющие ленточки f2 с углом заострения вершины δ≥90°. При этом для удаления переходных радиусных участков на острых вершинах ромба у режущих пластин и упрощения шлифовки ленточек, на заготовках пластин вдоль поперечных режущих кромок сформированы припуски в виде дугового выступа радиуса r.
В исполнении 2 средние зубья выполнены прорезными, а их режущие кромки 41 смещены относительно режущих кромок 6 передних зубьев на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла.
В исполнении 3 - режущие кромки 6 передних зубьев имеют наклон относительно режущих кромок 41 средних зубьев на высоту h. Возможен также встречный наклон обеих пар режущих кромок навстречу друг другу.
В исполнении 4 у режущих кромок 6 и 41 на вершинах I и II зубьев упрочняющие ленточки f3, выполнены на передних поверхностях с углом заострения вершины δ≥90°, при этом они удаляют переходные радиусные участки радиуса r на острых вершинах заготовки, а на боковых режущих кромках 7 выполнены ленточки f1 под углом 10…30° к основанию пластины, которые сводят наружный диаметр D сверления от вершин под ленточкой f3, к вершинам режущих кромок.
В исполнении 5 средние зубья выполнены прорезными, а их режущие кромки 41 смещены относительно режущих кромок 6 передних зубьев на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла
В исполнении 6 - режущие кромки 17 передних зубьев имеют наклон относительно режущих кромок 41 средних зубьев на высоту h а их наклон выполнен от опорной поверхности пластины, имеющей ленточки f1. Возможен также встречный наклон обеих пар режущих кромок навстречу друг другу.
Для крепления пластин на корпусе, в центре их бокового профиля может быть выполнено сквозное центральное отверстие, в т.ч. с фаской под коническую головку крепежного винта.
Принцип работы пластин рассмотрен выше в случаях работы сверл.
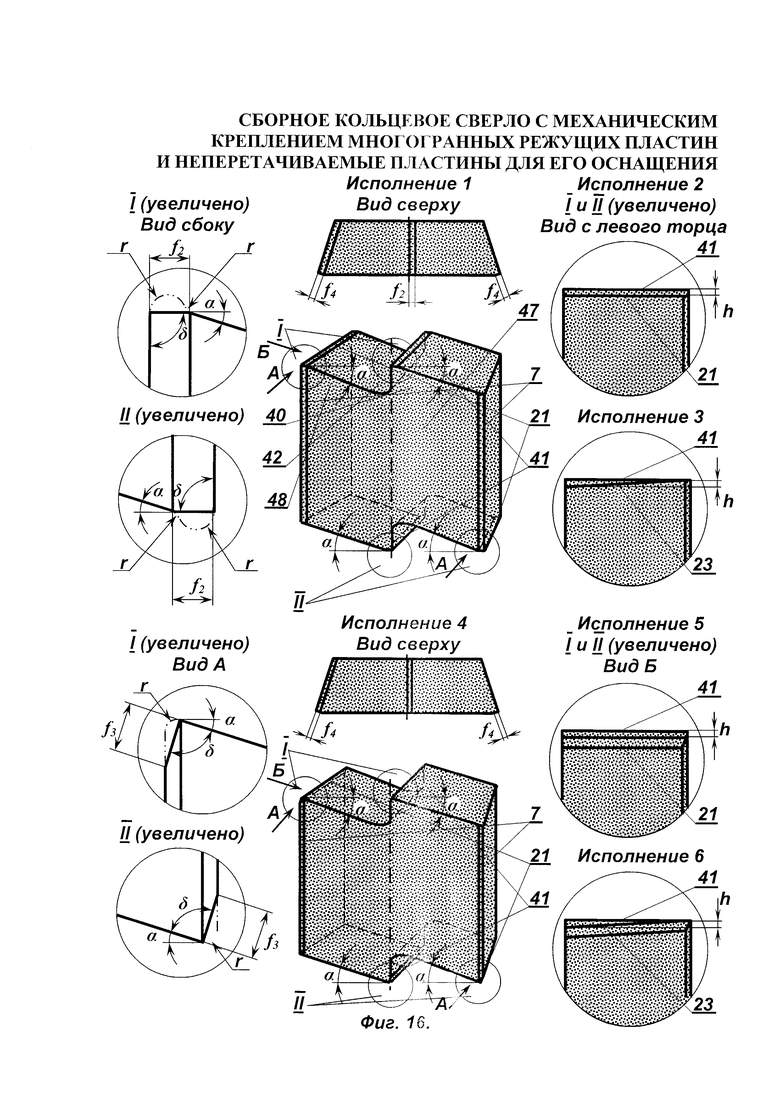
На фиг. 16 показана режущая пластина 47 для оснащения предлагаемых сборных кольцевых сверл, которая отличается от предыдущей, показанной на фиг. 15, только выполнением трапециевидной формы в поперечном сечении, с ориентацией по сторонам трапеции режущих кромок 21 на передних зубьях 48 и выполнением на боковых режущих кромках 7 упрочняющих ленточек f4 со стороны задних поверхностей под углом заострения вершины δ≥90° (исполнение 1). Средние зубья 40, их режущие кромки 41, впадины 42 между зубьями, а также ленточки f2 на задних поверхностях режущих кромок зубьев аналогичны предыдущему варианту.
В исполнении 2 средние зубья выполнены прорезными, а их режущие кромки 41 смещены относительно режущих кромок 21 передних зубьев на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла.
В исполнении 3 - режущие кромки 21 передних зубьев имеют наклон относительно режущих кромок 41 средних зубьев на высоту h. Возможен также встречный наклон обеих пар режущих кромок навстречу друг другу.
В исполнении 4 у режущих кромок 21 и 41 на вершинах I и II зубьев упрочняющие ленточки f3, выполнены на передних поверхностях с углом заострения вершины δ≥90°, при этом они удаляют переходные радиусные участки радиуса r на острых вершинах заготовки, а ленточки f4, которые выполнены на боковых режущих кромках 7, сводят наружный диаметр D сверления к вершинам режущих кромок.
В исполнении 5 средние зубья выполнены прорезными, а их режущие кромки 41 смещены относительно режущих кромок 21 передних зубьев на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла
В исполнении 6 - режущие кромки 23 передних зубьев имеют наклон относительно режущих кромок 41 средних зубьев на высоту h, а их наклон выполнен от опорной поверхности пластины, имеющей ленточки f4. Возможен также встречный наклон обеих пар режущих кромок навстречу друг другу.
У этих пластин также может быть выполнено сквозное центральное отверстие, в т.ч. с фаской под коническую головку крепежного винта.
Вместо упрочняющих ленточек f4, выполненных на боковом основании пластины, могут быть выполнены упрочняющие ленточки f5 у острых вершин сопряжения основания с поперечными режущими кромками со стороны торцовых поверхностей пластин, по аналогии с исполнением 2, показанном на фиг. 13. Все остальные конструктивные параметры пластин аналогичны предыдущим вариантам.
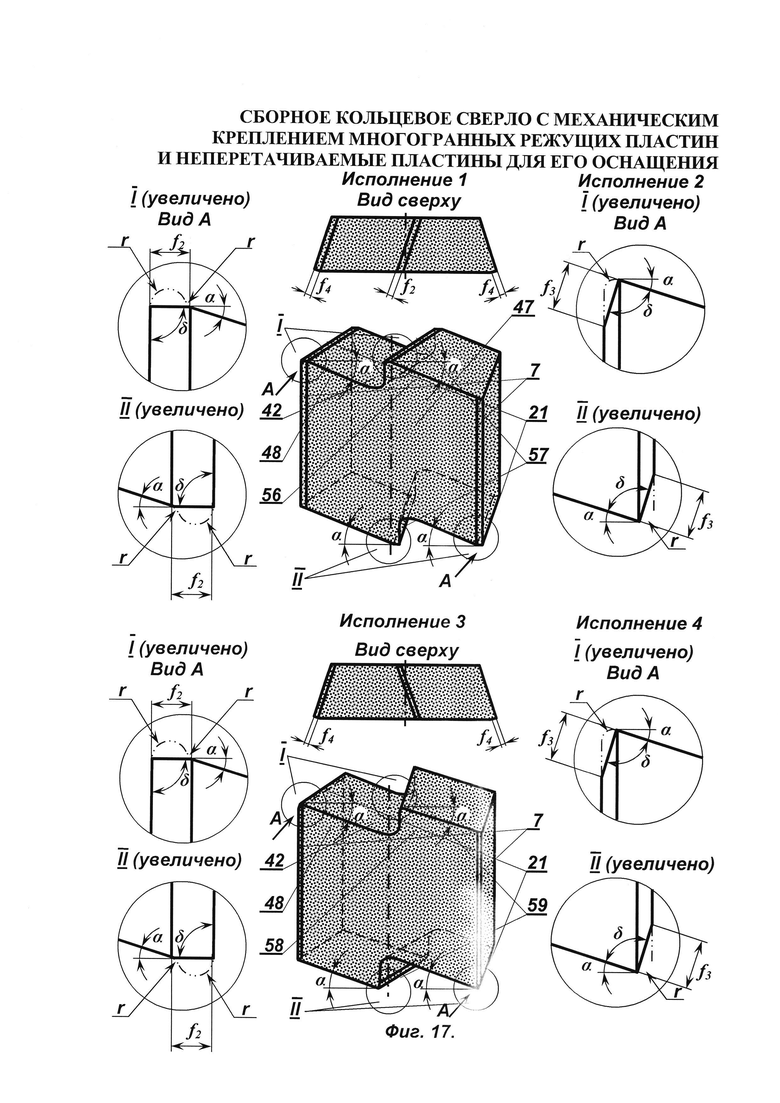
На фиг. 17 показана режущая пластина 47 для оснащения предлагаемых сборных кольцевых сверл, которая отличается от предыдущей, показанной на фиг. 16, только направлением режущих кромок 57 на средних зубьях 56 параллельно режущей кромке 21 крайних зубьев 48 с впадиной 42 между ними (исполнение 1) и направлением режущих кромок 59 на средних зубьях 58 противоположно режущей кромке 21 крайних зубьев 48 (исполнение 3).
При этом упрочняющие ленточки f2 на задних поверхностях режущих кромок зубьев в исполнении 1 и 3, а также упрочняющие ленточки f3 на задних поверхностях режущих кромок зубьев в исполнении 2 и 4 аналогичны предыдущим вариантам, показанным на фиг. 15 и 16. Аналогичны также предыдущим вариантам все исполнения прорезных режущих кромок и их наклон.
Режущая пластина 62 (фиг. 12) отличается от режущих пластин 47 в исполнении 2 (фиг. 17) только наличием сквозного крепежного отверстия, выполненного в центре ее опорных поверхностей.
Принцип работы пластин рассмотрен выше в случаях работы сверл.
Основными отличиями предлагаемых вариантов исполнения сборных кольцевых сверл от базовых, являются: тангенциальная установка режущих пластин на корпусе головки сверла, в различных комбинациях их профиля в плане и в поперечном сечении, а также в конструкции элементов установки и крепления этих пластин и в конструкции самих пластин.
Изготовление корпусов предлагаемых сверл практически не отличается от изготовления базовых кольцевых сверл. Отличия имеются лишь в форме и размерах канавок и элементов крепления режущих пластин. Для пластин ромбической формы - отличия заключаются лишь в дополнительной заточке вершин ромба, трудоемкость которой снижает выполнение на заготовке радиусных выступов. Для прямоугольных пластин со спаренными зубьями, их выполнение осуществляется прессованием, что практически не повышает трудоемкости процесса при незначительном усложнении конструкции пресс-форм, а заточка вершин зубьев аналогична заточке вершин ромба.
Главным преимуществом предлагаемых сверл является уменьшение минимальных диаметров кольцевого сверления от исходных 40 мм, до 12 мм, что существенно снижает трудоемкость сверления и повышает стойкость сверл за счет исключения потребности превращения в стружку внутреннего стержня, остающегося после кольцевого сверления.
Таким образом, возможно промышленное изготовление и применение предлагаемых сверл.
Совокупность приведенных признаков и отличий у всех предложенных сборных кольцевых сверл и режущих пластин для их оснащения является новым техническим решением, которое не вытекает автоматически из известных и обеспечивает возможность их промышленного изготовления и применения, что отвечает всем признакам изобретения.
Конкретное исполнение предлагаемых инструментов рассмотрено для конструкции, показанной на фиг. 5, а для пластин - на фиг. 12, исполнение 1.
Исходными приняты ромбические пластины с углом профиля 80° ГОСТ 19056-80, со следующими параметрами: диаметром вписанной в ромб окружности d=7,930 мм, длиной грани ромба l=8,1 мм, толщиной пластины s=3,18 мм, радиусе при вершине, удаляемом после дополнительной заточки r=0,4 мм.
Минимальные размеры предлагаемых кольцевых сверл из 4-х режущих пластин ромбической формы в плане и прямоугольной формы в поперечном сечении, составляют: наружный диаметр кольцевого сверления D=30,6 мм, средний диаметр перекрытия do=25,5 мм, внутренний диаметр кольцевого сверления d=19,1 мм, наружный диаметр корпуса сверла Dк=28,6, мм, внутренний диаметр корпуса сверла dк=22,1, мм, глубина пазов под пластины 1,7 мм.
Другие известные конструкции кольцевых сверл позволяют уменьшить диаметр сверления лишь до 40 мм, что на 9,4 мм больше, чем у предлагаемой конструкции, поэтому для диаметра 30,6 мм применяют сплошное сверление. Ромбическая плоская прямая форма режущих пластин обеспечивает возможность 2-х перестановок без выполнения переточек.
Приведенные параметры сверл и режущих пластин обеспечивают им требуемую прочность, точность и работоспособность. Они уменьшают объем металла, удаляемого при сверлении из отверстия, на 38,5%, что адекватно снижает работу на резание и повышает стойкость или производительность сверл.
Для внедрения предлагаемых сверл нет потребности в существенных изменениях базовых технологических процессов для глубокого сверления и для их изготовления, применяемое при этом оборудование и оснастка также не отличаются от существующих, что упрощает переход к новым сверлам.
Поскольку технология на этапе изготовления корпуса не отличается от известных, поэтому его стоимость, в зависимости от наружного диаметра, составит от 100 до 300$, и для диаметра 30…40 мм она составит Ск=200$.
Стоимость изготовления 4-х ромбических пластин с дополнительной заточкой их вершин составит: Сп=5×4=20$
Итого стоимость 1 сверла 220$. Далее приобретаются лишь комплекты из 4-х пластин по цене 20$.
Экономический эффект от внедрения предложенных сверл и режущих пластин обеспечивается за счет повышения производительности сверления на 38,5%, с соответствующим уменьшением количества сверлильных станков и занимаемых ими площадей, заработной платы обслуживающих основных и вспомогательных рабочих, а также экономии инструментального материала за счет применения сменных многогранных пластин. Одно сверло позволяет высвободить 0,385 станка стоимостью от 20 до 40 тыс.$, а 3 сверла 1 станок. При годовом нормативном коэффициенте эффективности капитальных вложений 0,2, экономический эффект от сокращения количества станков составит:
Эс=0,2×0,385×(20…40 тыс.$)=1,5…3 тыс.$.
Уменьшение рабочих площадей от сокращения количества станков и прочих затрат на их обслуживание составит экономический эффект:
Эз=0,5…1 тыс.$.
Один комплект режущих пластин для предлагаемых сверл заменяет 5 пушечных для сплошного сверления общей стоимостью:
Ссс=5×0,1=0,5 тыс.$.
При годовой потребности для работы на 1 станке в 1 корпусе и в 10 комплектах пластин, экономический эффект Эф от применения предлагаемых сверл составит:
Эф=10×Ссс-(Ск+10×Сп)=10×0,5 тыс.$-(200$+10×20$)=4,6 тыс.$.
Суммарный годовой экономический эффект по всем статьям экономии от внедрения предлагаемых сверл составит:
Эо=1,5…3 тыс.$+0,5…1 тыс.$.+4,6 тыс.$≈6,6…8,6 тыс.$.
При общей годовой потребности предприятий страны в 1000 таких сверл, экономический эффект составит 6,6…8,6 млн $, практически без увеличения расходов на их изготовление и внедрение. Однако более точный расчет экономической эффективности зависит от конкретных условий их производства и эксплуатации, потому данный расчет является условным.
Приведенные данные подтверждают возможность и целесообразность широкого внедрения предлагаемых кольцевых сверл и режущих пластин к ним.
Возможно применение предлагаемых конструкций сверл и режущих пластин в широком диапазоне обработки диаметров отверстий - от 12 мм до 200 мм.
Приведенные данные подтверждают возможность и целесообразность широкого внедрения предлагаемых кольцевых сверл и режущих пластин для их оснащения.

Изобретение относится к области режущего инструмента, в частности к кольцевым сверлам для глубокого сверления с механическим креплением многогранных неперетачиваемых пластин и режущим пластинам для их оснащения. Сверло содержит корпус, режущие пластины и элементы для их крепления. Режущие пластины попарно установлены одним из своих оснований в канавки корпуса и закреплены тангенциально на его кольцевой поверхности у режущего торца сверла, с размещением смежных продольных режущих кромок у спаренных режущих пластин - у передней пластины - на наружном диаметре сверла, а у задней пластины - на внутреннем диаметре сверла, с перекрытием общего среднего диаметра между другими их смежными продольными режущими кромками, парными внешним продольным режущим кромкам, установленным по наружному и внутреннему диаметрам сверла. Приведены конструктивные особенности выполнения сверла и раскрыты варианты многогранных режущих пластин для сверла. Повышается стойкость сверл, снижается трудоемкость процесса сверления отверстий малого диаметра. 3 н. и 25 з.п. ф-лы, 17 ил.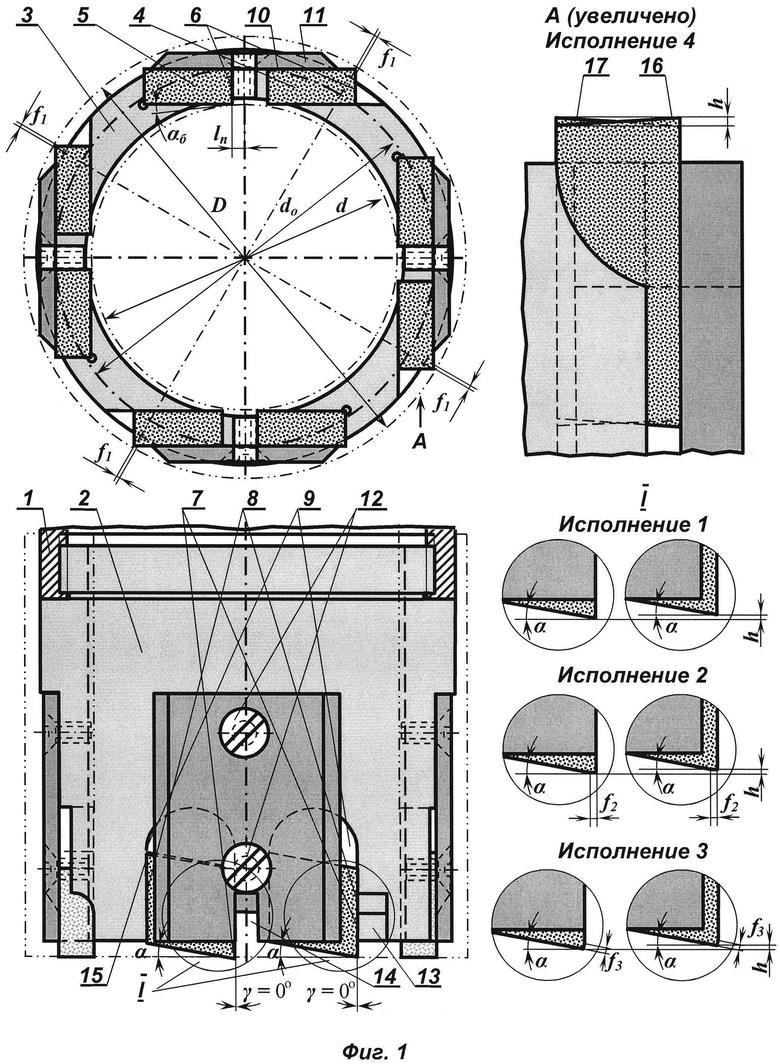
1. Сборное кольцевое сверло с механическим креплением многогранных режущих пластин, содержащее корпус, режущие пластины и элементы для их крепления, отличающееся тем, что режущие пластины, имеющие поперечные и продольные режущие кромки, сформированные их основаниями, торцовыми и боковыми поверхностями, попарно установлены одним из своих оснований в канавки корпуса и закреплены тангенциально на его кольцевой поверхности у режущего торца сверла с размещением смежных продольных режущих кромок у спаренных режущих пластин на наружном диаметре сверла для передней пластины и на внутреннем диаметре сверла для задней пластины, с перекрытием общего среднего диаметра между другими их смежными продольными режущими кромками, парными внешним продольным режущим кромкам, установленным по наружному и внутреннему диаметрам сверла.
2. Сверло по п. 1, отличающееся тем, что корпус выполнен с канавками, соответствующими режущим пластинам, при этом канавки выполнены с упорным выступом на торце или содержат упорные вставки, введенные в торцы канавок, для обеспечения фиксации положения режущих пластин вдоль оси сверла.
3. Сверло по п. 1, отличающееся тем, что режущие пластины в плане по контуру выполнены ромбическими, а в поперечном сечении - прямоугольными, с плоскопараллельными опорными, поперечными торцовыми и продольными боковыми режущими поверхностями, при этом на их задних и/или на передних поверхностях выполнены упрочняющие ленточки.
4. Сверло по п. 1, отличающееся тем, что параллельно внешним основаниям режущих пластин на корпусе выполнены тангенциальные лыски, в которые введены прижимные планки, выполненные в их поперечном сечении в форме трапеций, вписанных в наружный диаметр сверла или концентричных ему сегментов, и закрепленные на корпусе винтами.
5. Сверло по п. 3, отличающееся тем, что продольные кромки режущих пластин расположены на наружном диаметре сверла параллельно его продольной оси с возможностью их шлифования в сборе по наружной поверхности этих кромок для формирования на них упрочняющих ленточек.
6. Сверло по п. 1, отличающееся тем, что рабочие вершины режущих кромок задних пластин, установленных по внутреннему диаметру d сверла, смещены по нормали к радиальной оси сверла на величину  , обеспечивающую требуемые для резания боковые задние углы
, обеспечивающую требуемые для резания боковые задние углы  .
.
7. Сверло по п. 1, отличающееся тем, что у задних пластин, установленных по внутреннему диаметру сверла, поперечные режущие кромки выполнены прорезными и смещены вдоль центральной оси корпуса выше поперечных режущих кромок передних пластин, установленных по наружному диаметру сверла, на высоту h, которая равна или больше величины осевой подачи на режущую кромку пластин при сверлении, при этом изменение высоты h выполнено варьированием толщины промежуточных вставок, введенных между задними пластинами и упорными вставками.
8. Сверло по п. 1, отличающееся тем, что поперечные режущие кромки у передних пластин выполнены с наклоном на высоту h, равную или больше величины осевой подачи на одну режущую кромку сверла, в направлении от его наружного диаметра к внутреннему, а поперечные режущие кромки у задних пластин выполнены с наклоном на такую же высоту h от внутреннего диаметра сверла к наружному.
9. Сверло по п. 1, отличающееся тем, что ширина и толщина обеих или одной из спаренных режущих пластин выбраны соответственно от 8 до 60 мм и от 2 до 10 мм, и/или обе спаренные режущие пластины установлены по сторонам вписанного в торец корпуса сверла правильного треугольника или квадрата, или пятигранника, или шестигранника, или иных правильных фигур с большим количеством граней, или между спаренными пластинами установлены одна или более промежуточных режущих пластин с перекрытием диаметров, проходящих через их вершины.
10. Сверло по п. 4, отличающееся тем, что передняя режущая пластина развернута на угол ϕ относительно радиальной оси, связанной с задней режущей пластиной, при этом у передней пластины с радиальной осью сверла связана спинка, противоположная поперечной передней режущей кромке, а у задней - поперечная передняя режущая кромка, которая смещена по нормали к радиальной оси сверла для обеспечения необходимых для резания боковых задних углов aб, при этом прижимные планки спаренных передних и задних режущих пластин наклонены на угол ϕ+90°.
11. Сверло по п. 2, отличающееся тем, что передняя режущая пластина выполнена трапецеидальной в поперечном сечении, с установкой ее большей стороны по наружному диаметру сверла и адекватным изменением канавки или упорной вставки для установки пластины, при этом передняя поперечная режущая кромка этой пластины и совмещенная с нею стружечная канавка на корпусе совмещены с радиальной осью сверла или наклонены в сторону внутреннего диаметра сверла.
12. Сверло по п. 2, отличающееся тем, что спаренные передние и задние режущие пластины в поперечном сечении выполнены трапецеидальными и установлены их большей стороной по наружному диаметру сверла в измененные соответствующим образом канавки корпуса или упорные вставки, при этом толщина пластин выбрана из условия увеличения зазора между внутренним диаметром корпуса и внутренним диаметром сверла, при этом у прорезной кромки заостренные вершины трапеции смещены по нормали к радиальной оси сверла с увеличением длины основания пластины, а тупые вершины трапеции смещены по нормали к радиальной оси сверла с уменьшением длины основания пластины.
13. Сверло по п. 2, отличающееся тем, что канавки, упорные вставки и режущие пластины в поперечном сечении выполнены прямоугольной призматической формы, при этом передние поверхности передней и задней режущих пластин, связанные с радиальной осью сверла, образованы дополнительной заточкой в зоне передней режущей кромки.
14. Сверло по п. 1, отличающееся тем, что на корпусе установлены пары спаренных передних и задних пластин, которые в своих парах крайними вершинами режущих кромок связаны с наружным диаметром сверла, а диагональными к ним вершинами режущих кромок - с внутренним диаметром сверла, с перекрытием общего среднего диаметра между их смежными вершинами на передних режущих кромках, при этом пары пластин имеют прямоугольный профиль в поперечном сечении, а передняя режущая кромка задней пластины смещена по нормали к радиальной оси сверла на величину, которая обеспечивает создание необходимых для резания боковых задних углов, а спинка передней пластины совмещена с радиальной осью сверла или смещена по нормали к ней на величину смещения, которое противоположно смещению передней режущей кромки задней пластины.
15. Сверло по п. 1, отличающееся тем, что передняя режущая пластина в поперечном сечении выполнена трапецеидальной, ее боковая режущая кромка острой вершиной трапеции на своей передней поверхности установлена по наружному диаметру сверла, а задняя режущая пластина выполнена прямоугольной или трапецеидальной формы в поперечном сечении и своей нижней прямоугольной или тупой вершиной на передней поверхности установлена по внутреннему диаметру сверла, при этом на корпусе установлены пары спаренных передних и задних пластин с перекрытием среднего диаметра между их спаренными вершинами на передних поверхностях обеих пластин, причем у передней пластины с радиальной осью сверла связана передняя режущая кромка, а у задней пластины - нижняя прямоугольная или тупая вершина на передней режущей кромке смещена по нормали к радиальной оси сверла на величину, обеспечивающую создание необходимого для резания бокового заднего угла.
16. Сверло по п. 1, отличающееся тем, что на корпусе установлены пары спаренных передних и задних режущих пластин, при этом задняя режущая пластина установлена в канавке корпуса и закреплена прижимной планкой и спарена с тангенциально установленной передней режущей пластиной с плоскопараллельными боковыми опорными и торцовыми поверхностями прямоугольной формы в поперечном сечении и ромбической формы в плане, у которой по нормали к ее опорным поверхностям выполнено центральное отверстие, через которое она закреплена винтом в тангенциальной канавке, выполненной на корпусе.
17. Сверло по п. 1, отличающееся тем, что на корпусе установлены пары спаренных передних и задних пластин, при этом задняя режущая пластина установлена в канавке корпуса и закреплена прижимной планкой и спарена с тангенциально установленной передней режущей пластиной с плоскопараллельными боковыми опорными и торцовыми поверхностями прямоугольной формы в поперечном сечении и ромбической формы в плане, у которой по нормали к ее опорным поверхностям выполнено центральное отверстие, через которое она закреплена винтом в тангенциальной канавке, выполненной на корпусе, а ее передняя поверхность совмещена с радиальной осью сверла путем дополнительной ее заточки только в зоне передней режущей кромки, причем передняя режущая пластина или обе пластины в паре в поперечном сечении выполнены трапецеидальными.
18. Сверло по п. 1, отличающееся тем, что задние режущие пластины выполнены ромбической формы в плане, а передние режущие пластины выполнены прямоугольной формы в плане, на режущих торцах которых выполнены передний и средний зубья с выемкой между ними для размещения срезаемой стружки, при этом режущая кромка переднего зуба передней пластины и передняя режущая кромка задней пластины выполнены прорезными, а режущая кромка среднего зуба передней пластины выполнена ниже вершин прорезных режущих кромок на высоте h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, при этом наклон этих прорезных режущих кромок выполнен навстречу друг другу в сторону среднего диаметра сверла на высоту 2h, причем режущая кромка среднего зуба выполнена без наклона.
19. Сверло по п. 1, отличающееся тем, что на торце корпуса тангенциально и параллельно друг другу установлена пара режущих пластин трапецеидальной формы, в поперечном сечении у которых обе вершины на большей стороне трапеции установлены по наружному диаметру сверла с зеркально противоположной ориентацией передних поверхностей пластин, при этом в плане режущие пластины выполнены прямоугольной или квадратной формы, на режущих торцах которых выполнены передний и средний зубья с выемкой для размещения между ними срезаемой стружки, при этом средний зуб расположен по нормали к основаниям пластины и выполнен прорезным со смещением его режущей кромки вдоль оси сверла относительно режущей кромки переднего зуба на высоту h, которая равна или больше величины осевой подачи на одну режущую кромку сверла, причем режущая кромка переднего зуба имеет наклон к режущей кромке среднего зуба на эту высоту h в направлении от большего к меньшему основанию трапеции, при этом в радиальной плоскости наклон режущей кромки среднего зуба выполнен одинаковым с наклоном режущей кромки переднего зуба, а в радиальной плоскости наклон режущей кромки среднего зуба выполнен противоположным наклону режущей кромки переднего зуба.
20. Сверло по п. 1, отличающееся тем, что на рабочем торце его корпуса по диаметральной оси выполнен поперечный паз, в который вплотную меньшими сторонами навстречу друг к другу установлена пара режущих пластин трапецеидальной формы в поперечном сечении, которые имеют передний и средний зубья на их рабочем торце, с впадиной между ними для размещения стружки, а средний зуб и его режущая кромка в радиальной плоскости сверла выполнены с наклоном, противоположным режущей кромке переднего зуба, при этом его режущая кромка в плоскости, нормальной к основаниям пластины, выполнена с наклоном к режущей кромке среднего зуба на высоту h, равную или больше величины осевой подачи на одну режущую кромку сверла, в направлении от большей стороны основания трапеции к меньшей, или обе эти режущие кромки выполнены с наклоном на высоту h навстречу друг другу.
21. Многогранная режущая пластина для сборного кольцевого сверла, выполненная с плоскопараллельными основаниями ромбической формы в плане и боковыми сторонами, сформированными по контуру ромба, отличающаяся тем, что острые вершины ромба выполнены из условия их связи с задними углами концевого сверла, а режущие кромки режущей пластины сформированы поперечно к основанию пересечением ее боковых поверхностей у острых вершин ромба, при этом участки у острых вершин ромба в плане сформированы дополнительной заточкой лысок с ленточками вдоль поперечных режущих кромок на задней поверхности с углом их заострения у вершины δ≥90° и/или на передней поверхности с углом заострения у вершины δ≥90°, а на продольных боковых режущих кромках, сформированных боковыми поверхностями и основанием пластины, дополнительно сформированы ленточки под углом 10…30° к основанию пластины, которые связаны с наружным диаметром сверла, а для улучшения условий резания поперечные режущие кромки выполнены с наклоном к опорному основанию на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла, при этом по нормали к опорным поверхностям пластины выполнено центральное отверстие.
22. Режущая пластина по п. 21, отличающаяся тем, что она выполнена трапециевидной формы в поперечном сечении, а ее поперечные режущие кромки связаны с боковыми сторонами трапеции, при этом на ее острых вершинах, на продольных боковых режущих кромках со стороны основания трапеции выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам пластины, или упрочняющие ленточки выполнены на продольных боковых режущих кромках у острых вершин трапеции со стороны поперечных режущих кромок пластины и направлены по нормали к основанию трапеции.
23. Режущая пластина по п. 21, отличающаяся тем, что в поперечном сечении она выполнена прямоугольной, а направление поперечных режущих кромок выполнено по боковым сторонам трапеции дополнительной заточкой на торцовых и боковых поверхностях пластины выемок дуговой или угловой формы, при этом на продольных режущих кромках у острых вершин трапеции со стороны ее основания выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам пластины, или упрочняющие ленточки выполнены на продольных боковых режущих кромках у острых вершин трапеции со стороны поперечных режущих кромок пластины и направлены по нормали к основанию трапеции.
24. Режущая пластина по п. 21, отличающаяся тем, что на ее центральном отверстии выполнены фаски.
25. Многогранная режущая пластина для сборного кольцевого сверла, которая имеет плоскопараллельные основания в плане и боковые стороны, сформированные по его контуру, отличающаяся тем, что ее профиль в плане выполнен прямоугольным, а на противоположных торцах выполнены передние и средние режущие зубья с поперечными режущими кромками и выемкой между ними для размещения срезаемой стружки, и наклоном их спинок сформированы задние углы, а на вершинах зубьев дополнительно заточены лыски, формирующие ленточки вдоль режущих кромок зубьев на задней поверхности с углом их заострения у вершин δ≥90°, и/или на передней поверхности с углом заострения у вершин δ≥90°, а на продольных боковых режущих кромках переднего зуба, сформированных боковыми поверхностями и основанием пластины, дополнительно заточены ленточки под углом 10…30° к основанию пластины, которые связаны с наружным диаметром сверла, а поперечные режущие кромки зубьев выполнены с наклоном к опорному основанию на высоту h, которая равна или больше величины осевой подачи или припуска, срезаемого одной режущей кромкой сверла, при этом по нормали к опорным поверхностям пластины выполнено центральное отверстие.
26. Режущая пластина по п. 25, отличающаяся тем, что на ее центральном отверстии выполнены фаски.
27. Режущая пластина по п. 25 или 26, отличающаяся тем, что она выполнена трапециевидной формы в поперечном сечении, режущие кромки ее передних зубьев связаны с боковыми сторонами трапеции, а средних зубьев - направлены по нормали к основанию трапеции, или в этой же плоскости - параллельно режущей кромке передних зубьев, или противоположно им, а у режущих кромок передних зубьев на острых вершинах трапеции, со стороны ее основания, вдоль продольных боковых режущих кромок переднего зуба выполнены упрочняющие ленточки, направленные по нормали к поперечным режущим кромкам переднего зуба, или упрочняющие ленточки на острых вершинах трапеции выполнены со стороны поперечных режущих кромок переднего зуба и направлены по нормали к основанию трапеции,
28. Режущая пластина по п. 25 или 26, отличающаяся тем, что в поперечном сечении она выполнена прямоугольной с направлением поперечных режущих кромок передних зубьев по боковым сторонам трапеции, которые выполнены дополнительной заточкой выемок дуговой или угловой формы на торцовых и боковых поверхностях пластины.
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2266176C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| DE 19710997 A1, 24.09.1998. | |||

