Недостатком известного регулятора является недостаточная стабильность сварочного процесса из-за вероятностного характера переноса металла за счет сложного характера каплеобрэзования, что ухудшает качество сварных соединений.
Целью изобретения является повышение качества сварных соединений за счет обеспечения стабильности переноса металла.
Поставленная цель достигается тем, что регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, систему управления, конденсатор и последовательно соединенные инвертор напряжения, второй трансформатор л второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и с положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с другой обкладкой конденсатора и отрицательным выводом автономного инвертора тока, снабжен дополнительно введенными тиристорами, вторичные обмотки второго трансформатора выполнены с отпайками, при этом катоды тиристоров и диодов второго выпрямителя объединены и соединены с положительным выводом второго выпрямителя, аноды тиристоров соединены с выводами вторичных обмоток, а аноды каждого из диодов соединены с одной из отпаек вторичной обмотки второго трансформатора,
Предлагаемый регулятор сварочного тока имеет высокую стабильность переноса металла. Это достигается путем выполнения регулятора сварочного тока, содержащего регулирующий автономный инвертор тока, инвертор напряжения, два трансформатора и два выпрямителя, которые работают параллельно на сварочную нагрузку, причем второй выпрямитель содержит дополнительно введенные тиристоры, а вторичная обмотка второго трансформатора выполнена с отпайками, при этом катоды тиристоров и катоды диодов второго выпрямителя объединены и соединены с положительным выводом второго выпрямителя,
аноды тиристоров соединены с выводами вторичной обмотки, а каждый анод диодов второго выпрямителя соединен с одной из отпаек вторичной обмотки второго транс- Форматора. Ток на выходе регулятора сварочного тока регулируется регулирующим инвертором тока на значениях, которые обеспечивают перенос металла крупными каплями. Первый и второй выпрямители ра0 ботают параллельно на общую нагрузку. До- полнительно введенные тиристоры при подаче управляющих сигналов от системы управления обеспечивают увеличение тока в дуге и перенос металла мелкими каплями
5 от электрода к ванне. Во время паузы между импульсами происходит расплавление электрода и стабилизация объема ванны. Подводимая к ванне энергия компенсирует потери на отвод тепла в материал изделия.
0 Это обеспечивает стабильность переноса металла и улучшает качество сварных соединений.
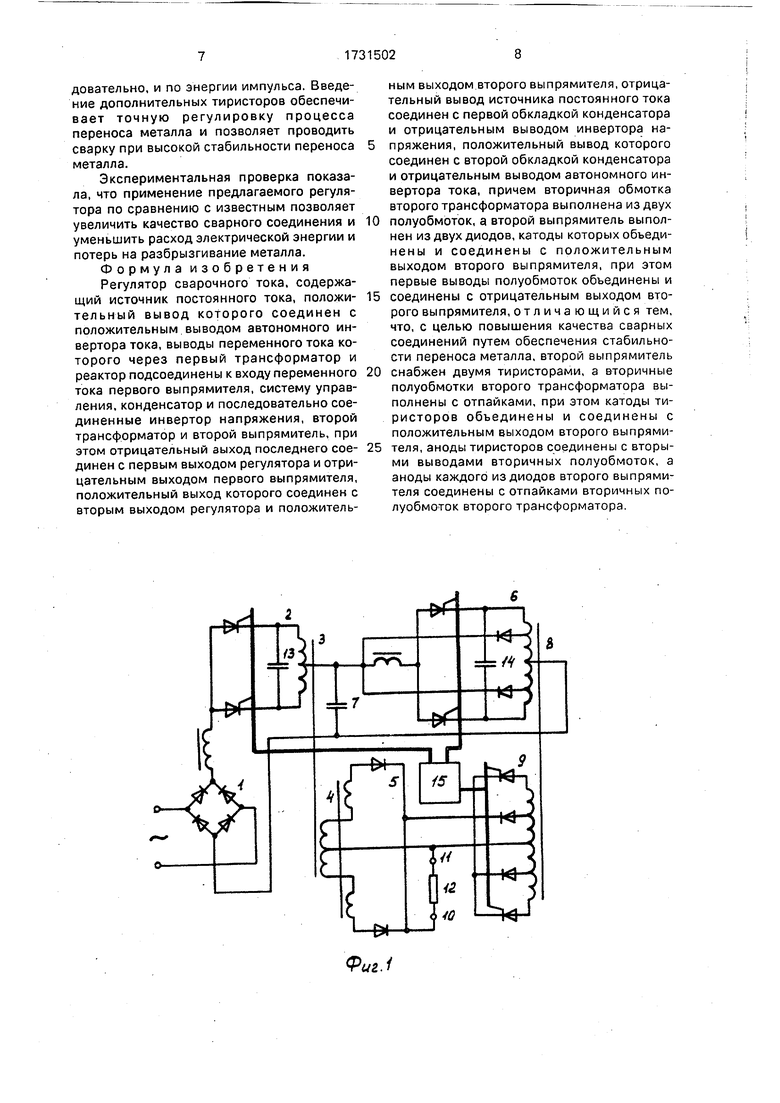
На фиг. 1 представлена электрическая схема регулятора сварочного тока; на фиг. 2
5 - диаграммы мгновенных значений токов и напряжений.
Регулятор содержит источник 1 постоянного тока, положительный вывод которого соединен с положительным выводом
0 постоянного тока инвертора 2 тока. Выводы переменного тока инвертора 2 тока подключены к первичной обмотке трансформатора 3. К вторичной обмотке трансформатора 3 через реактор 4 подключен выпрямитель 5.
5 Положительный вывод инвертора 6 напряжения подключен к отрицательному выводу инвертора 2 тока. К объединенным выводам инверторов подключен конденсатор 7. Выводы переменного тока инвертора 6 напря0 жения соединены с первичной обмоткой второго трансформатора 8, вторичная обмотка которого соединена с входными выво- дами переменного тока второго выпрямителя 9. Положительный вывод вы5 прямителя 5 соединен с положительным выводом второго выпрямителя 9 и подключен к первому выводу регулятора 10. Отрицательный вывод выпрямителя 5 соединен с отрицательным выводом второго выпрями0 теля 9 и подключен к первому выводу регулятора 10. Отрицательный вывод выпрямителя 5 соединен с отрицательным выводом второго выпрямителя 9 и подключен к второму выводу регулятора 11 К выво5 дам регуляторов 10 и 11 подключена сварочная нагрузка 12. Тиристоры второго выпрямителя 9 подключены анодами к выводам вторичной обмотки трансформатора 8, Диоды второго выпрямителя 9 подключены анодами к отпайкам вторичной обмотки
трансформатора 8 Коммутационные процессы в инверторе 2 тока определяет конденсатор 13. Коммутационные процессы в инверторе 6 напряжения определяет конденсатор 14. Работа тиристоров инвертора 2 тока, инвертора 6 напряжения и второго выпрямителя 9 определяется сигналами системы 15 управления.
На диаграммах мгновенных значений (фиг.2) обозначены ток i в сварочной нагрузке 16, напряжение UCT на конденсаторе 7 и мнверторе 17 напряжения, ток i диодов второго выпрямителя 18, ток i тиристоров второго выпрямителя 19.
Регулятор сварочного тока работает следующим образом.
В режиме холостого хода инвертор 2 тока и инвертор 6 напряжения имеют различные входные сопротивления. Входное сопротивление инвертора 2 тока имеет малое значение. Сопротивление инвертора 6 напряжения имеет большое значение. Оно определяется большим сопротивлением потерь холостого хода В этом режиме напряжение источника 1 постоянного тока практически полностью приложено к инвер- тору-6 напряжения. Напряжение на сварочной нагрузке 12 в режиме холостого хода определяется коэффициентом трансформации второго трансформатора 8 и значением напряжения источника 1 питания. При появлении нагрузочного тока в цепи сварочной нагрузки 12 увеличивается ток в цепи постоянного тока инвертора 6 напряжения и ин- вертора 2 тока. С уменьшением сопротивления сварочной нагрузки и увеличением тока увеличивается падение напряжения на входном сопротивлении инвертора 2 тока и увеличивается напряжение на трансформаторе 3 и выпрямителе 5.
При критическом значении сопротивления сварочной нагрузки напряжения на выпрямителе 5 будет равно напряжению на выпрямителе 9. Вентили выпрямителя 5 будут проводить ток. Инвертор 2 тока перейдет в нагрузочный режим. С увеличением тока в цепи переменного тока инвертора 2 входное сопротивление его увеличивается. Увеличивается напряжение на выводах постоянного тока инвертора тока, что приводит к уменьшению напряжения на выводах выпрямителя 9. Нагрузка на инвертор 6 напряжения уменьшается и увеличивается значение загрузки инвертора 2 тока. В рабочем режиме мощности, передаваемые из цепи постоянного тока инвертором 2 тока и инвертором 6 напряжения, близки по значениям. Конденсатор 7, подключенный к выводам постоянного тока инвертора 6 напряжения, необходим для согласования
условий работы инвертора 2 тока и инвертора 6 напряжения. Ток инвертора тока имеет непрерывный характер. Ток инвертора напряжения имеет колебательный характер
Конденсатор 7 играет роль накопителя энеогии, которая подводится через инвертор тока от источника 1.В нормальных условиях ток в сварочной нагрузке имеет значения, обеспечивающие устойчивое горение дуги, крупноканальный перенос металла и устойчивое равновесие в сварочной ванне. При подаче импульсовуправления на управляющих электродах тиристоров второго выпрямителя 9 они начинают проводить
ток (фиг. 2, диаграмма 19). Диоды выпрямителя в этом режиме закрываются (фиг. 2, диаграмма 18). Так как тиристоры подключены к выводам вторичной обмотки трансформатора 8, а диоды - к отпайкам этой
обмотки, то при работе тиристоров напряжения на выводах элементов 11 и 12 увеличиваются. При увеличении напряжения на сварочной нагрузке увеличиваются. При увеличении напряжения на сварочной нагрузке достигается резкое увеличение тока в дуге 16. Большое значение мгновенного значения тока на электроде вызывает отрыв и перенос капли металла от электрода к ванне на изделии. Минимальная длительность
импульса тока в нагрузке ти в предлагаемом устройстве может регулироваться за счет запаздывания импульса на тиристоре выпрямителя 9 от импульса управления на тиристоре инвертора 6 напряжения. Максимальное значение ru может достигать нескольких периодов частоты, на которой работает инвертор напряжения. Частота повторения импульсов может изменяться за счет изменения длительности паузы гп. При
работе инвертора напряжения на частоте 1 кГц длительность импульса может меняться от 50 мкс до 10 мс и более. Энергия, необходимая для формирования импульса сварочного тока, накапливается в
конденсаторе 7. Чем выше значение емкости конденсатора 7, тем меньше влияние импульсного режима на основной непрерывный режим работы регулятора и тем меньше колебание напряжения 17.
Таким образом, в режимах с большим сопротивлением нагрузки нагрузочная характеристика имеет жесткую характеристику, а в рабочих режимах с малыми значениями сопротивления сварочной нагрузки вольтамперная характеристика предлагаемой установки крутопадающая. На рабочие значения накладываются импульсы тока, которые могут изменяться в широких пределах по длительности, а еледовательно, и по энергии импульса. Введение дополнительных тиристоров обеспечивает точную регулировку процесса переноса металла и позволяет проводить сварку при высокой стабильности переноса металла.
Экспериментальная проверка показала, что применение предлагаемого регулятора по сравнению с известным позволяет увеличить качество сварного соединения и уменьшить расход электрической энергии и потерь на разбрызгивание металла. Формула изобретения Регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через первый трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, систему управления, конденсатор и последовательно соединенные инвертор напряжения, второй трансформатор и второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с первой обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с второй обкладкой конденсатора и отрицательным выводом автономного инвертора тока, причем вторичная обмотка второго трансформатора выполнена из двух
полуобмоток, а второй выпрямитель выполнен из двух диодов, катоды которых объединены и соединены с положительным выходом второго выпрямителя, при этом первые выводы полуобмоток объединены и
соединены с отрицательным выходом второго выпрямителя, отличающийся тем, что, с целью повышения качества сварных соединений путем обеспечения стабильности переноса металла, второй выпрямитель
снабжен двумя тиристорами, а вторичные полуобмотки второго трансформатора выполнены с отпайками, при этом катоды тиристоров объединены и соединены с положительным выходом второго выпрямителя, аноды тиристоров соединены с вторыми выводами вторичных полуобмоток, а аноды каждого из диодов второго выпрямителя соединены с отпайками вторичных полуобмоток второго трансформатора.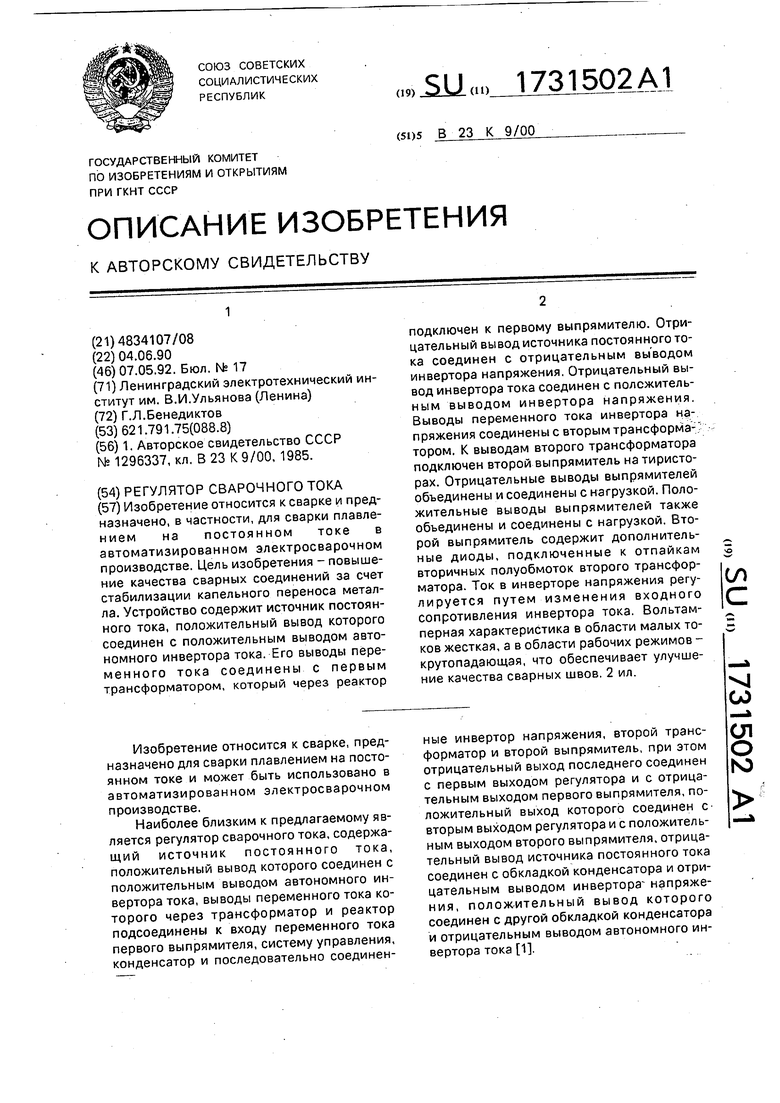


| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор сварочного тока | 1990 |
|
SU1731504A1 |
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ И УСТРОЙСТВО ПРЕОБРАЗОВАТЕЛЯ СОПРОТИВЛЕНИЯ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН ПЕРЕМЕННОГО ТОКА | 2008 |
|
RU2388136C2 |
| Регулятор сварочного тока | 1987 |
|
SU1787082A3 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Регулятор сварочного тока | 1990 |
|
SU1796373A1 |
| Стабилизированный преобразователь постоянного напряжения в постоянное | 1989 |
|
SU1746496A1 |
| ТРАНЗИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2614045C1 |
| Регулятор сварочного тока | 1987 |
|
SU1447590A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |

Изобретение относится к сварке и предназначено, в частности, для сварки плавлением на постоянном токе в автоматизированном электросварочном производстве. Цель изобретения - повышение качества сварных соединений за счет стабилизации капельного переноса металла. Устройство содержит источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока. Его выводы переменного тока соединены с первым трансформатором, который через реактор Изобретение относится к сварке, предназначено для сварки плавлением на постоянном токе и может быть использовано в автоматизированном электросварочном производстве. Наиболее близким к предлагаемому является регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, систему управления, конденсатор и последовательно соединенподключен к первому выпрямителю. Отрицательный вывод источника постоянного тока соединен с отрицательным вы водом инвертора напряжения. Отрицательный вывод инвертора тока соединен с полсжитель- ным выводом инвертора напряжения. Выводы переменного тока инвертора напряжения соединены с вторым трансформа- тором. К выводам второго трансформатора подключен второй выпрямитель на тиристорах. Отрицательные выводы выпрямителей объединены и соединены с нагрузкой. Положительные выводы выпрямителей также объединены и соединены с нагрузкой. Второй выпрямитель содержит дополнительные диоды, подключенные к отпайкам вторичных полуобмоток второго трансформатора. Ток в инверторе напряжения регулируется путем изменения входного сопротивления инвертора тока. Вольтам- перная характеристика в области малых токов жесткая, а в области рабочих режимов - крутопадающая, что обеспечивает улучшение качества сварных швов. 2 ил. ные инвертор напряжения, второй трансформатор и второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и с положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с другой обкладкой конденсатора и отрицательным выводом автономного инвертора тока 1. сл с V4 СО СЛ О Ю
Фиг.1
Фиг 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Регулятор сварочного тока | 1985 |
|
SU1296337A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
