Изобретение относится к сварке, предназначен для сварки на постоянном токе и может использоваться при сварке неплавящимся электродом в автоматизированном электросварочном производстве.
Целью изобретения является расширение технологических возможностей.
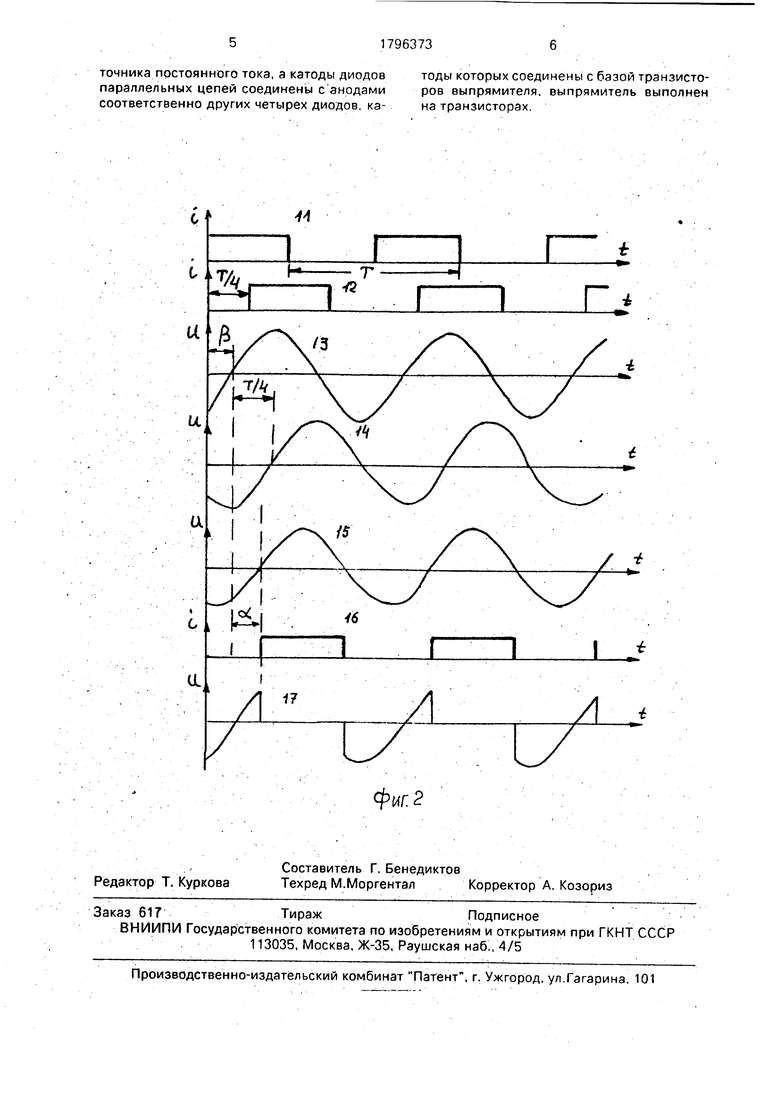
На фиг. 1 представлена схема регулятора; на фиг.2 - диаграммы мгновенных значений токов и напряжений.
Устройство содержит источник постоянного тока 1, инвертор 2 тока, выполненный из двух двухпблупериодных, сварочную нагрузку 3, два однофазных трансформатора 4, выпрямитель на четырех транзисторах 5. Трансформаторы 4 имеют первые 6 и вторые 7 дополнительные обмотки. Две парал- лельные цепи,. состоящие из последовательно соединенных первой дополнительной обмотки 6 одного трансфер- мзтора 4 и второй дополнительной обмотки 7 второго трансформатора 4 и резистора 8, соединены через четыре диода 9 с положительным выводом источника 1. Аноды всех диодов 9 подключены к источнику 1. Катоды диодов 9 соединены с анодами соответственно других четырех диодов 10, катоды которых соединены с базами транзисторов 5 выпрямителя. На диаграммах мгновенных значений (фиг.2) приведены графики токов тиристоров 11 и 12, двух фаз инвертора, между которыми фазовый сдвиг равен одной четверти периода Т рабочей частоты, напряжений 13 и 14 на обмотках трансформатора 4, присоединенных к анодам этих тиристоров, и напряжение 15, получаемое на обмотках 6 и 7 трансформаторов 4. Мгновенные значения тока и напряжения транзистора 5 показано диаграммами 16 и 17.
Регулятор работает следующим обра- зом.
Источник постоянного тока 1 через инвертор тока 2 подключен к сварочной нагрузке 3. К выводам переменного тока инверторов 2 подключены трансформаторы 4. Вторичные обмотки трансформатора 4 подключены к выпрямителю, выполненному на транзисторах 5. Управление транзисторами 5 выполняется с помощью дополнительных обмоток 6 и 7, которые через резистор 8 и диоды 9, 10 обеспечивают необходимые базовые тока транзисторов. Значение угла запаздывания (фиг.2.16} определяется относительно величиной напряжения на обмотке 6 смежной фазы по отношению к напряжению на обмотке 7 фазы, к которой присоединен коллектор транзистора. При числе витков обмотки 6 в два раза большем чем число витков обмотки 7; угол а будет равен 63°. Коэффициент мощности cos (f будет равен 0,44. Входное сопротивление инвертора тока 2 определяется соотношением . .
Нит a2xc/(n2(Bcos р((1-Bsin /(Bcos pf + 1))); где а - схемный коэффициент;
п - коэффициент трансформации трансформатора;
хс- реактивное сопротивление конденсатора инвертора;
В - степень загрузки инвертора;
р- угол сдвига тока нагрузки инвертора равный в данном случае углу а.
При изменении тока нагрузки выпрямителя 5, изменяется степень загрузки инвертора В. Если В изменяется от 0,1 до 1,0 при постоянном значении угла р, равном 63°, то входное сопротивление Яит изменяется в 43 раза. Высокое значение изменения сопротивления Вит позволяет стабилизировать ток при значительном изменении напряжения на сварочной нагрузке, что необходимо при вольфрамовом катоде. Устройство потребляет в рабочих режимах непрерывный ток, значение которого много меньше значения сварочного, тока. Устройство имеет высокий КПД при малых напряжениях на нагрузке.
Формула изобретения
Регулятор сварочного тока, содержащий источник постоянного тока,сварочную нагрузку и регулирующий элемент, состоящий из инвертора тока, трансформатора и выпрямителя, при этом отрицательный вывод источника постоянного тока соединен.с отрицательным выводом инвертора тока, положительный вывод последнего соединен с объединенными отрицательными выводами выпрямителя и сварочной нагрузки, а объединенные их положительные выводы соединены с положительными выводами источника постоянного тока, выводы переменного тока инвертора тока соединены с трансформатором, вторичные обмотки которого соединены с выводами переменного, тока выпрямителя, отличающийся тем, что, с целью расширения технологических возможностей, в него введены два резистора, восемь диодов, трансформатор выполнен из двух однофазных трансформаторов, каждый из которых снабжен двумя дополнительными вторичными обмотками, при этом две параллельные цепи, состоящие из последовательно соединенных одного диода, первой дополнительной обмотки одного трансформатора, второй дополнительной обмотки второго трансформатора, резистора и другого диода, анодами своих диодов подключены к положительному выводу источника постоянного тока, а катоды диодов параллельных цепей соединены с анодами соответственно других четырех диодов, катоды которых соединены с базой транзисторов выпрямителя, выпрямитель выполнен на транзисторах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор сварочного тока | 1990 |
|
SU1731504A1 |
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2007 |
|
RU2356709C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
| Регулятор сварочного тока | 1990 |
|
SU1731502A1 |
| Регулятор сварочного тока | 1987 |
|
SU1787082A3 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ТРАНЗИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2614045C1 |
Изобретение относится к сварке. Изобретение содержит источник постоянного тока (ИПТ) 1, 4-пульсационный инвертор 2 тока (ИТ), сварочную нагрузку 3, два однофазных трансформатора (Т) 4. выпрямитель 5. Т 4 имеет дополнительные обмотки 6 и 7. Регулятор позволяет стабилизировать ток при значительном изменении напряжения на сварочной нагрузке. 2 ил.
(,,,
тл
п
U
/3
I.I-SH ±4
46
а
Л
17
5
Е
i
А
А
| Резец | 1988 |
|
SU1546211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ОПОРНЫЙ РОЛИК | 0 |
|
SU398376A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
