Изобретение относится к сварке, предназначено для сварки плавлением на постоянном токе и может быть использовано в автоматизированном электросварочном производстве.
Наиболее близким к предлагаемому является регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя конденсатор и последова тельно соединенные инвертор напряжения
второй трансформатор и второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и с положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с другой обкладкой конденсатора и отрицательным выводом автономного инвертора тока 1.
Недостатком известного регулятора является недостаточная стабильность сварочvj
CJ СЯ
IS
т
ного процесса что ухудшает качество сварных соединений.
Целью изобретения является повышение качества сварных соединений за счет обеспечения стабильности сварочного процесса.
Поставленная цель достигается тем, что регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через первый трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, конденсатор и последовательно соединенные инвертор напряжения, второй трансформатор и второй выпрямитель, при это отрицательный выход последнего соединен с первым выводом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и с положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с другой обкладкой конденсатора и отрицательным выводом автономного инвертора тока, снабжен первым выпрямителем, который выполнен на тиристорах и содержит дополнительно введенные первые делители напряжения из последовательно соединенных диодов транзистора и резистора и вторые делители напряжения из последовательно соединенных стабилитрона и диода, при этом каждый первый делитепь соединен параллельно тиристорам первого выпрямителя, при этом анод диода соединен с анодом тиристора катод диода соединен с коллектором транзистора, эмиттер которого соединен с первым выводом резистора, второй вывод которого соединен с катодом тиристора при этом объединенные выводы эмиттера транзистора и резистора соединены с выводом управляющего электрода тиристора а каждый второй делитель напряжения соединен параллельно транзисторам первых делителей, при этом анод стабилитрона соединен с коллектором транзистора, анод диода соединен с эмиттером транзистора а объединенные катоды стабилитрона и диода соединены с выводом базы транзистора.
Предлагаемый регулятор сварочного тока имеет высокую стабильность сварочного процесса. Это достигается путем выполнения первого выпрямителя регулятора сва рочного тока содержащего регулирующий автономный инвертор тока, инвертор напряжения, два трансформатора и два выпрямителя, которые работают параллельно на сварочную нагрузку, на тиристорах и дополнительного введения в состав его первых делителей напряжения из последовательно соединенных диода, транзистора и резистора, при этом каждый делитель соединен параллельно тиристорам, и вторых делителей напряжения из последовательно
0 соединенных стабилитрона и диода, включенных параллельно транзистору. Тиристоры первого выпрямителя работают поочередно и начинают проводить ток после достижения мгновенного значения на5 пряжения на стабилитрона, равном напряжению стабилизации, так как в этот момент каждого полупериода через стабилитрон начинает проходить ток. Ток стабилитрона усиливается транзистором и через эмиттер
0 и управляющий электрод тиристора обеспечивает включение тиристора. При значениях напряжения стабилизации, близких к половине амплитуды напряжения на вторичной обмотке первого трансформатора,
5 включение тиристора будет происходит с углом регулирования не менее 30°. Фазовый сдвиг тока первого выпрямителя при всех значениях реактивного сопротивления реактора второго выпрямителя будет боль0 ше 30°. Так как входное сопротивление инвертора тока при изменении загрузки изменяется в большее число раз при активно-индуктивной загрузке, чем при чисто активной загрузке, то стабилизация свароч5 ного тока будет обеспечиваться с большей точностью. Высокая точность поддержания тока позволяет обеспечить стабильность сварочного процесса.
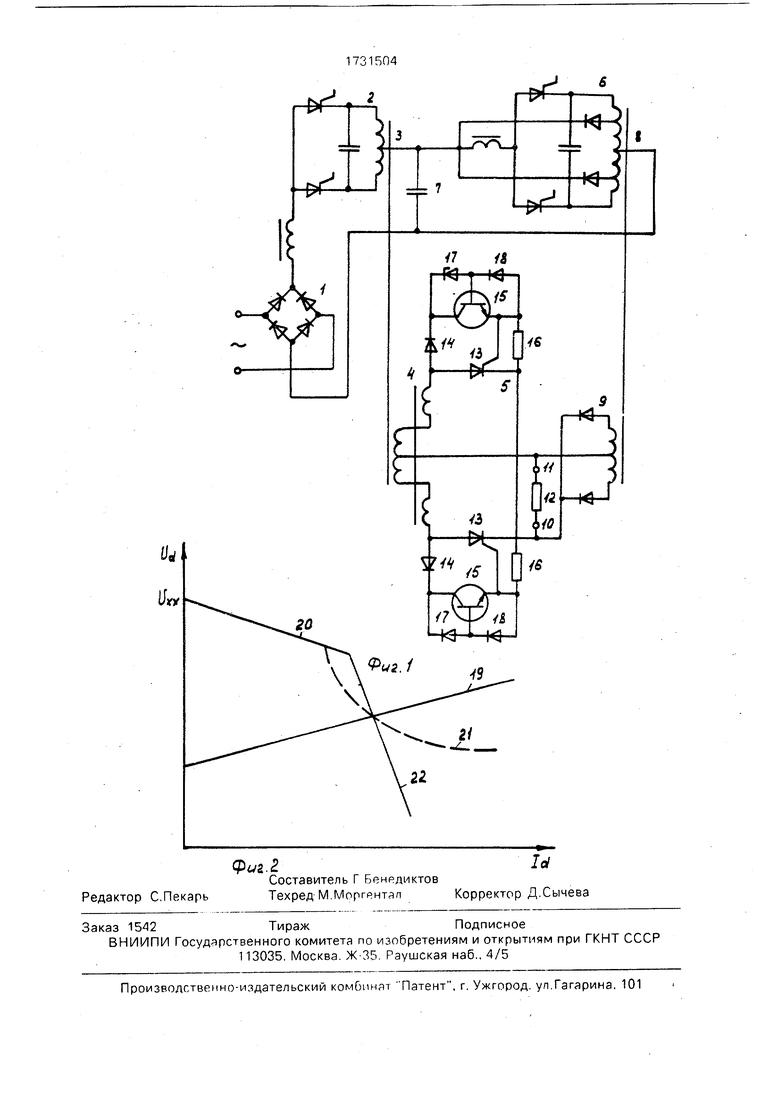
На фиг. 1 представлена электрическая
0 схема регулятора сварочного тока: на фиг, 2 - нагрузочная характеристика регулятора.
Регулятор содержит источник 1 постоянного тока, положительный вывод которого соединен с положительным выводом
5 постоянного тока инвертором 2 тока. Выводы переменного тока инвертора 2 тока подключены к первичной обмотке трансформатора 3. К вторичной обмотке трансформатора 3 через реактор А подключен выпрями0 тель 5. Положительный вывод инвертора 6 напряжения подключен к отрицательному выводу инвертора 2 тока. К объединенным выводам инвертора напряжения и инвертора тока подключен конденсатор 7. Выводы
5 переменного тока инвертора 6 напряжения соединены с первичной обмоткой второго трансформатора 8, вторичная обмотка которого соединена с входными выводами переменного тока второго выпрямителя 9. Отрицательный вывод инвертора 6 напряжения соединен с отрицательным выводом источника 1 постоянного тока и выводом конденсатора 7.
Положительный вывод выпрямителя 5 соединен с положительным выводом второ- го выпрямителя 9 и подключен к первому выводу регулятора 10. Отрицательный вывод выпрямителя 5 соединен с отрицательным выводом второго выпрямителя 9 и подключен к второму выводу регулятора 11 К выводам регуляторов 10 и 11 подключена сварочная нагрузка 12. Параллельно тиристорам 13 подключены первые делители напряжения из диода 14. транзистора 15 и резистора 16. Параллельно транзистору 15 подключен делитель напряжения из стабилитрона 17 и диода 18.
На фиг. 2 приведены: 19 - зависимость напряжения на сварочной нагрузке от токл нагрузки: 20 - напряжение на выводах регу- лятора в режимах, в которых ток выпрямителя 5 равен нулю: 21 - напряжение на выводах регулятора в режимах с малыми значениями фазового угла выпрямителя 5. 22 - напряжение на выводах регулятора в режимах с большими значениями фазового угла выпрямителя 5.
Регулятор сварочного тока работает следующим образом.
В режиме холостого хода инвертор 2 тока и инвертор 6 напряжения имеют различные входные сопротивления. Входное сопротивление инвертора 2 тока имеет ма лое значение. Оно определяется уравнени ем
RUT аХ (Хс /Rn RH).
где Хс - реактивное сопротивление коммутирующего конденсатора инвертора тока.
Rn - сопротивление, определяемое потерями в конденсаторе и трансформаторе:
а - коэффициент определяемый схемой инвертора.
При Rn сопротивление инвертора тока равно 0. Сопротивление инвертора 6 напряжения имеет большое значение. Оно определяется большим сопротивлением потерь холостого хода. В этом режиме напряжение источника 1 питания практически полностью приложено к инвертору 6 напряжения. Напряжение на сварочной нагрузке 12 в этом режиме определяется коэффициентом трансформации второго трансформатора 8 и значением напряжения источника 1. При появлении нагрузочного тока li в цепи сварочной нагрузки 12 увеличивается ток в цепи постоянного тока инвертора 6 напряжения и инвертора 2 тока (фиг. 2 кривая 20) С уменьшением сопротивления сва
рочной нагрузки и увеличением тока Id увеличивается падение напряжения на входном сопротивлении RHT инвертора 2 тока и увеличивается напряжение на трансформаторе 3 и выпрямителе 5. При критическом значении сопротивления сварочной нагрузки напряжение на выпрямителе 5 будет равно напряжению на выпрямителе 9. В зависимости от значения угла регулирования вентилей выпрямителя 5 это равенство будет достигаться при различных значениях тока нагрузки. Если угол регулирования близок к нулевому значению, переходе прямой 20 на кривую 21 будет происходить при меньшем значении тока, При отличных от нуля углах регулирования выпрямителя 5 переход с прямой 20 на кривую 22 будет происходить при более высоких значениях тока нагрузки. Нагрузочная кривая 22 отличается от кривой 21 большей крутизной в рабочей точке где кривые 21 и 22 пересекаются с прямой 19 напряжения на дуге.
Высокая крутизна нагрузочной характеристики достигается за счет увеличения фазового сдвига тока инвертора 2 тока, который определяются режимом работы выпрямителя 5 и описывается уравнением
+ у/2 .
где р- угол сдвига между током выпрямителя 5 и напряжением на выходе инвертора 2 тока;
«-угол регулирования тиристоров выпрямителя 5:
у-угол коммутации тиристоров выпрямителя 5.
От угла сдвига (f зависит значение входного сопротивления инвертора тока
К
Idn
Udw С С
- - В X
50 55
45Xcos f Л-А-А /М2+1ч
ч В cos р /)
где Idn входной ток инвертора тока:
Udn.- напряжение на входе инвертора тока;
К - схемный коэффициент;
п - коэффициент трансформации транс- Форматора;
В - загрузка инвертора;
1/wc - реактивное сопротивление конденсатора инвертора.
Для случая активной нагрузки инвертора ((р 0) и изменения загрузки от В 0,05 до В 1 входное сопротивление изменяется в 10 раз. При ( 45° и таком же изменении
загрузки входное сопротивление изменяется в 32 раза. Более глубокое изменение значений сопротивления регулирующего инвертора 2 тока при малом увеличении тока в сварочной нагрузке 12 обеспечивает высокую крутизну нагрузочной характеристики предлагаемого устройства (фиг. 2, кривая 22) по сравнению с нагрузочной характеристикой прототипа (кривая 21) в рабочей точке (точка пересечения линий 19. 21 и 22).
Следовательно, выполнение выпрямителя 5 на тиристорах 13 и дополнительное введение делителей напряжения из диода 14, транзистора 15. резистора 16, стабилитрона 17, диода 18 обеспечивает дополнительный фазовый сдвиг и высокую стабильность сварочного процесса. Диод 14 служит для отключения делителей при отрицательном напряжении на тиристорах 13. Диоды 18 и 14 закорачивают транзисторы 15 при отрицательной полуволне напряжения на тиристорах 13 При использовании стабилитронов 17 высокой точности и усилителей на транзисторах 15 достигается постоянное значение угла регулирования ( и высокое значение угла р . Предлагаемое устройство работает в широком диапазоне частот переключения тиристоров инвертора 2 и выпрямителя 5. Обеспечивается высокая крутизна нагрузочной характеристики 22 на малых частотах, при которых угол коммутации у имеет малое значение.
Экспериментальная проверка показала, что применение предлагаемого регулятора сварочного тока позволяет увеличить крутизну нагрузочной характеристики в широком диапазоне рабочих чгстот регулятора от 0,4 до 1.5 кГц. Высокие значения крутизны нагрузочных характеристик обеспечивают высокую стабильность процесса сварки и высокое качество сварных соединений.
0
5
0
0
5
0
Формула изобретения Регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через первый трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, выполненного на двух полупроводниковых вентилях, систему управления, конденсатор и последовательно соединенные инвертор напряжения, второй трансформатор и второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с первой обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с второй обкладкой конденсатора и отрицательным выводом автономного инвертора тока, отличающийся тем. что. с целью повышения качества сварных соединений, каждый из полупроводниковых вентилей выполнен в виде тиристора со схемой управления, причем каждая из схем управления снабжена двумя диодами, стабилитроном, резистором и транзистором, эмиттер которого соединен с первым выводом резистора и управляющим электродом тиристора, анод которого соединен с анодом первого диода, а его катод соединен с катодом стабилитрона и коллектором транзистора, база которого соединена с анодом стабилитрона и катодом второго диода, анод которого соединен с первым выводом резистора, а второй вывод последнего соединен с катодом тиристора.
фй/2.2
Составитель Г Венедиктов Редактор С.ПекарьТехред М.МоргентапКорректор Д.Сычева
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Статический преобразователь частоты для газоразрядных ламп | 1983 |
|
SU1299526A3 |
| Регулятор сварочного тока | 1990 |
|
SU1731502A1 |
| УСТРОЙСТВО ДЛЯ ЗАПУСКА СЕТЕВОГО ПРЕОБРАЗОВАТЕЛЯ НАПРЯЖЕНИЯ | 2005 |
|
RU2278458C1 |
| Регулятор сварочного тока | 1990 |
|
SU1796373A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ИСКРОБЕЗОПАСНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2071570C1 |
| Устройство для управления регулятором напряжения на одном тиристоре с фазовым управлением | 1990 |
|
SU1725334A1 |
| РЕГУЛЯТОР ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 1991 |
|
RU2016416C1 |
Изобретение относится к машиностроению и предназначено для сварки плавлением на постоянном токе в автоматизи рованном электросварочном производстве Цель изобретения - повышение качества сварных соединений за счет обеспечения стабильности сварочного процесса. Регулятор содержит источник постоянного тока. положительный вывод которого соединен с положительным выводом автономного инвертора тока. Выводы переменного тока последнего соединены с первым трансформатором, который через реактор подключен к первому выпрямителю. Отрицательный вывод источника постоянного тока соединён с отрицательным выводом инвертора напряжения. Отрицательный вывод инвертора тока соединен с положительным выводом инвертора напряжения, выводы переменного тока которого соединены через второй трансформатор с вторым выпрямителем. Одноименные выводы выпрямителей объединены и соединены с выводами регулятора, к которым подключена сварочная нагрузка. Первый выпрямитель выполнен на тиристорах, изменение угла регулирования которых позволяет менять крутизну нагрузочной кривой регулятора. В конечном счете это дает возможность обеспечить высокую стабильность процесса сварки. 2 ил. (Л С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Регулятор сварочного тока | 1985 |
|
SU1296337A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
