Изобретение относится к сварочному производству, предназначено для сварки плавлением постоянным током в автоматизированном сварочном производстве и является усовершенствованием авт. св. N 1296337.
Известен регулятор сварочного тока, содержащий источник постоянного тока, положительный вывод которого соединен с положительным выводом автономного инвертора тока, выводы переменного тока которого через трансформатор и реактор подсоединены к входу переменного тока первого выпрямителя, систему управления, конденсатор и последовательно соединенные инвертор напряжения, второй трансформатор и второй выпрямитель, при этом отрицательный выход последнего соединен с первым выходом регулятора и с отрицательным выходом первого выпрямителя, положительный выход которого соединен с вторым выходом регулятора и с положительным выходом второго выпрямителя, отрицательный вывод источника постоянного тока соединен с обкладкой конденсатора и отрицательным выводом инвертора напряжения, положительный вывод которого соединен с другой обкладкой конденсатора и отрицательным выводом автономного инвертора тока 1.
Низкая стабильность частоты задающих генераторов частоты, обеспечивающих
vi
CJ СП
о
00
ю
работу инверторов тока и напряжения в широком диапазоне частот, приводит к низкой стабильности сварочного процесса. Из-за изменения частоты изменяется значение сварочного тока как в процессе сварки, так и при повторных сварках, что ухудшает качество сварки и вызывает повышенный расход электрической энергии и электродных материалов,
Целью изобретения является повышение качества сварных соединений за счет обеспечения стабильности сварочного процесса.
Указанная цель достигается тем, что система управления содержит задающий генератор стабильной частоты, первый делитель частоты с переменным коэффициентом деления, второй делитель частоты с постоянным коэффициентом деления, два распределителя импульсов и задатчик тока, при этом выход задающего генератора соединен с входом первого делителя частоты и с входом второго делителя частоты, а выход первого делителя,частоты соединен с первым распределителем импульсов, выход которого соединен с управляющим входом инвертора тока, а выход второго делителя частоты соединен с входом второго распределителя, выход которого соединен с управляющим входом инвертора напряжения, при этом выход задатчика тока подключен к второму входу первого делителя частоты.
Предлагаемый регулятор сварочного тока имеет высокую стабильность сварочного процесса и высокую повторяемость значений сварочного тока. Это достигается путем выполнения системы управления регулятора сварочного тока с задающим генератором стабильной частоты, с первым делителем частоты с переменным коэффициентом деления, с вторым делителем частоты с постоянным коэффициентом деления, с двумя распределителями импульсов и с задатчиком тока, при этом выходы задающего генератора соединены с объединенными входами делителей частоты, выход первого делителя частоты соединен с входом первого распределителя импульсов, выход которого соединен с управляющим входом инвертора тока, выход второго делителя частоты соединен с входом второго распределителя, выход которого соединен с управляющим входом инвертора напряжения, к второму входу первого делителя частоты с переменным коэффициентом деления подключен выход задатчика тока.
Применение задающего генератора стабильной частоты и делителя с переменным коэффициентом деления позволяет работать в широком диапазоне фиксированных частот. Высокочастотный задающий генератор и делитель с постоянным коэффициентом деления обеспечивают высокую стабильность частоты инвертора на пряжения и стабильность его выходных характеристик, Задатчик тока, соединенный с делителем частоты, обеспечивают высокую степень дискретности изменения коэф0 фициента деления и, следовательно, большое число фиксированных значений токов в сварочной нагрузке.
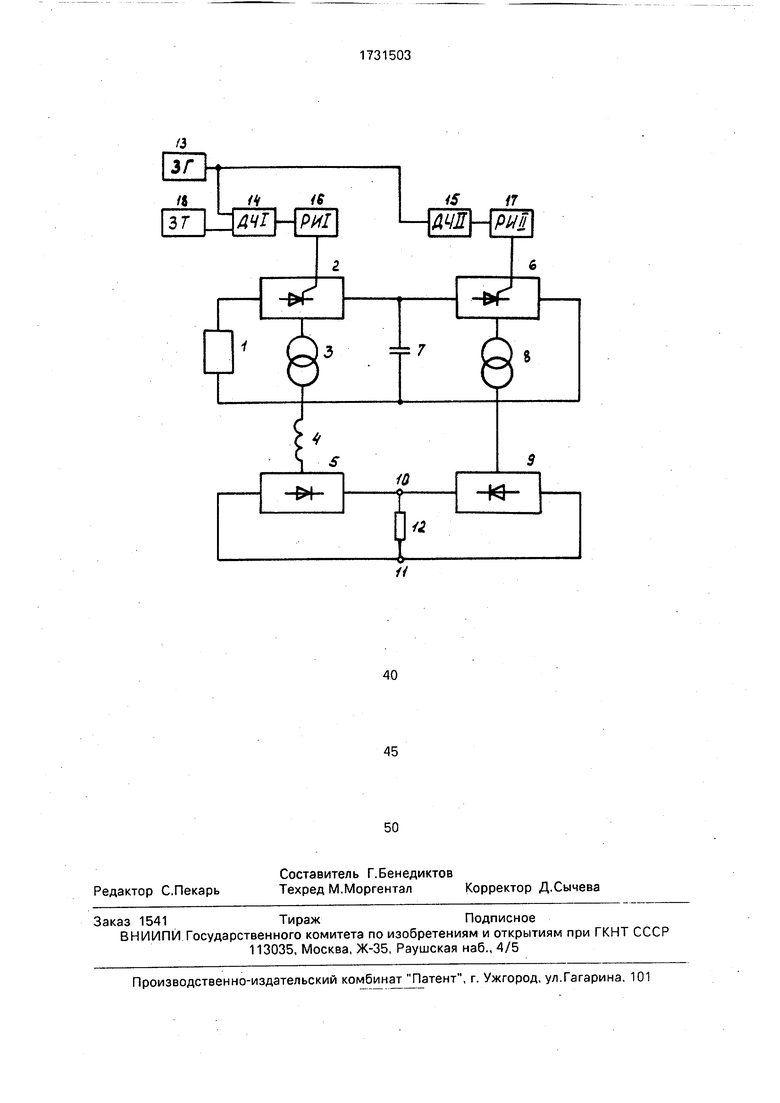
На чертеже представлена структурная электрическая регулятора сварочного
5 тока.
Регулятор содержит источник 1 постоянного тока, положительный вывод которого соединен с положительным выводом постоянного тока инвертора 2 тока. Выводы
0 переменного тока инвертора 2 тока подключены к первичной обмотке трансформатора 3. К вторичной обмотке трансформатора 3 через реактор 4 подключен выпрямитель 5. Положительный вывод инвертора 6 напря5 жения подключен к отрицательному выводу инвертора 2 тока, К объединенным выводам инверторов подключен конденсатор 7. Выводы переменного тока инвертора 6 напряжения соединены с первичной обмоткой
0 второго трансформатора 8, вторичная обмотка которого соединена с входными выводами переменного тока второго выпрямителя 8. Положительный вывод выпрямителя 5 соединен с положительным вы5 водом второго выпрямителя 9 и подключен к первому выводу регулятора 10. Отрицательный вывод выпрямителя 5 соединен с отрицательным выводом второго выпрямителя 9 и подключен к второму выводу регу0 лятора 11, К выводам регуляторов 10 и 11 подключена сварочная нагрузка 12. Система управления содержит задающий генератор 13, первый делитель 14 частоты, второй делитель 15 частоты. К выходу делителя 14
5 подключен первый распределитель 16 импульсов, выход которого соединен с управляющим входом инвертора 2. К выходу делителя 15 подключен второй распределитель 17 импульсов, выход которого соеди0 нен с управляющим входом инвертора 6 напряжения, Второй вход делителя 14 частоты соединен с выходом задатчика 18 тока. Регулятор сварочного тока работает следующим образом.
5 В режиме холостого хода инвертора 2 тока входное сопротивление его определяется уравнением
Rm aX2c/(X2c/Rn + Rn), где Хс - реактивное сопротивление коммутирующего конденсатора инвертора тока;
Rn - сопротивление, определяемое потерями в трансформаторе;
а - схемный коэффициент.
В режимах нагрузки входное сопротивление определяется соотношением
Нит а2Хс/(п2{В со5(р (1 - В sin p } 2/(В cos p )),
где п - коэффициент трансформации трансформатора 3;
В - степень загрузки инвертора; tp - угол сдвига фазы тока выпрямителя 5.
Как следует из уравнений, сопротивление имеет малое значение при широком изменении Хс при Rn - °° , т.е. на любой частоте. Одновременно сопротивление RMT имеет большое значение при малых значениях частоты и загрузки В-п-1. При изменении частоты переключения тиристоров инвертора 2 тока обеспечивается изменение значения тока в сварочной нагрузке 12, Ток регулируется около заданного значения за счет изменения значений загрузки В, угла сдвига (р и активного сопротивления конденсатора инвертора тока Хс.
Частота переключения тиристоров инвертора 2 определяется работой распределителя 16 импульсов, который соединен с выходом делителя 14 частоты с переменным коэффициентом деления, Коэффициент деления частоты импульсов делителя 14 определяется сигналом, который подается на второй вход делителя 14 с выхода задатчика 18 тока. Делитель 14 частоты делит частоту импульсов от задающего генератора 13 на фиксированные целые значения, которые определяют фиксированные значения токов в сварочной нагрузке при стабильном значении напряжения источника 1. Делитель 15 частоты и распределитель 17 обеспечивают переключение тиристоров инвертора напряжения 6 с постоянной частотой. Инвертор 6 работает на частоте, при которой трансформатор 8 и выпрямитель 9 имеют максимальный КПД.
Таким образом, по сравнению с известным в предлагаемом устройстве применение делителя 14 с переменным коэффициентом деления, задающего генератора 13 стабильной частоты и задатчика 18 тока позволяет с высокой точностью и высокой повторяемостью обеспечивать заданные значения сварочного тока. Все основные элементы устройства выполняются
на цифровых элементах, которые при функционировании не имеют многозначности и не зависят от температуры и других факторов окружающей среды.
Экспериментальная проверка устройства показала, что применение 8- и 16-разрядных стандартных микросхем обеспечивает точность поддержания заданного значения тока на уровне ± (1-2)% при изменении значений тока в (7-10) раз.
Формула изобретения
Регулятор сварочного тока по авт.св. № 1296337, отличающийся тем, что, с целью повышения качества сварных соединений путем обеспечения стабильности сварочного процесса/и высокой повторяемости значений сварочного тока, он снабжен системой управления, содержащей задающий генератор стабильной частоты, первый делитель частоты с переменным коэффициентом деления, второй делитель частоты с постоянным коэффициентом деления, два распределителя импульсов и задатчик тока, при этом выход задающего генератора соединен с первым входом первого делителя
частоты и с входом второго делителя, а выход первого делителя частоты соединен с входом первого распределителя импульсов, выход которого соединен с управляющим входом инвертора тока, а выход второго делителя частоты соединен с входом второго распределителя, выход которого соединен с управляющим входом инвертора напряжения, при этом выход задатчика тока подключен к второму входу первого делителя
частоты.


| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор сварочного тока | 1987 |
|
SU1787083A3 |
| Регулятор сварочного тока | 1987 |
|
SU1447590A1 |
| Рентгеновский генератор | 1986 |
|
SU1374452A1 |
| СПОСОБ МУЛЯРА УПРАВЛЕНИЯ ЧАСТОТОЙ ВРАЩЕНИЯ M-ФАЗНОГО ЭЛЕКТРОДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ЕГО ВАРИАНТЫ) | 1993 |
|
RU2106054C1 |
| Машина для контактной сварки на постоянном токе | 1984 |
|
SU1194627A1 |
| Устройство для контроля и регулирования производительности | 1990 |
|
SU1791032A1 |
| Преобразователь частоты с широтно-импульсной модуляцией | 1986 |
|
SU1381667A1 |
| Статический преобразователь частоты для синхронной машины | 1977 |
|
SU699626A1 |
| Регулятор сварочного тока | 1990 |
|
SU1731504A1 |
| Машина для контактной сварки на постоянном токе | 1985 |
|
SU1274879A2 |
Изобретение относится к сварке и предназначено для сварки плавлением на посто- янном токе в автоматизированном электросварочном производстве. Цель изобретения - повышение качества сварных соединений за счет обеспечения стабильности сварочного процесса. Изобретение содержит источник постоянного тока, положительный вывод которого соединен с положительным выводом инвертора тока (ИТ). Выводы переменного тока ИТ через первый трансформатор и реактор подключены к первому выпрямителю. Отрицательный вывод источника постоянного тока соединен с отрицательным выводом инвертора напряжения (ИН). Отрицательный вывод ИТ соединен с положительным выводом ИН. Выводы переменного тока ИН соединены через второй трансформатор с вторым выпрямителем. Одноименные выводы выпрямителей объединены и соединены с нагрузкой. Система управления содержит задающий генератор, делитель частоты с переменным коэффициентом деления, делитель частоты, два распределителя импульсов и задатчик тока. Ток в ИН регулируется путем изменения входного сопротивления ИТ. Вольтамперная характеристика в области малых токов жесткая, а в области рабочих режимов - крутопадающая, что позволяет улучшить качество сварного шва. 1 ил. (Л С
| Регулятор сварочного тока | 1985 |
|
SU1296337A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
