в лампах бегущей волны с периодической электростатической фокусировкой в качестве фокусирующей и замедляющей системы обычно используется биспираль, между соседними витками которой прикладывается значительная разность потенциалов (порядка нескольких киловольт), что вызывает электрические пробои И утечки между соседними витками по стеклу или другому крепящему диэлектрику.
Существующие способы устранения пробоев и утечек состоят в том, что биспираль размещается в баллоне лампы на диэлектрических или металлических выступах, приваренных к виткам спирали или наращенных гальваническим путем. Эти способы трудоемки и приводят к неоднородному по жесткости креплению биспирали вдоль оси замедляющей системы, а также уменьщают вибропрочность системы.
Предложенный способ изготовления проволочной биспирали путем намотки проволоки на винтовой керн отличается тем, что намотанную на керн спираль щлифуют камнем, рабочая поверхность которого имеет форму вогнутой канавки с радиусом, равным радиусу спирали, причем щлифовку поверхности спирали производят при трех положениях керна, поворачивая его на 120°, а размеры щлифующего камня выбирают такими, что между прощлифованными участками поверхности остаются необработанные участки, образующие выступы, с помощью которых спираль затем крепят в баллоне.
Предложенный способ изготовления биспирали позволяет увеличить пробойное расстояние между соседними витками, повысить надел ность и вибропрочность конструкции, а также снижает трудоемкость и ускоряет процесс изготовления биспирали.
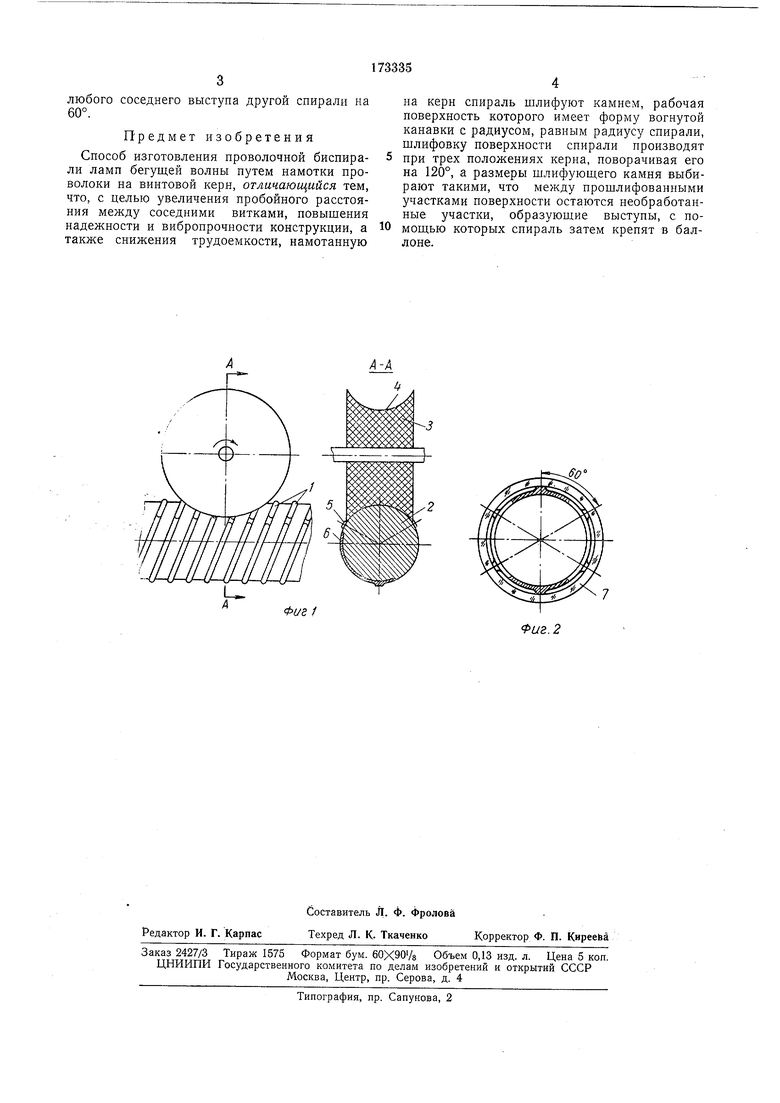
На фиг. 1 показано устройство, с помощью
которого осуществляется предложенный способ; на фиг. 2 - обработанные спирали, размещенные в баллоне лампы.
Биспираль 1 навивается на винтовой керн 2 по предварительно нарезанной на керне
двухзаходной канавке для предотвращения сдвига спиралей во время щлифовки. Шлифовка производится камнем 3, рабочая поверхность 4 которого имеет форму вогнутой канавки с радиусом, равным радиусу спирали, и щириной, равной расстоянию между крепящими выступами 5.
Керн с навитой на него биспиралью вовремя щлифовки занимает три фиксированных положения, отличающихся одно от другого
на 120°. В результате выщлифовывания трех широких пазов 6 на спиралях остаются крепящие выступы, при помощи которых спирали размещаются в баллоне 7 ладгаы (см. фнг. 2) с радиальным натяжением так, что каждый
любого соседнего выступа другой спирали на 60°.
Предмет изобретения
Способ изготовления проволочной биспирали ламп бегущей волны путем намотки проволоки на винтовой керн, отличающийся тем, что, с целью увеличения пробойного расстояния между соседними витками, повышения надежности и вибропрочности конструкции, а также снижения трудоемкости, намотанную
на керн спираль шлифуют камнем, рабочая поверхность которого имеет форму вогнутой канавки с радиусом, равным радиусу спирали, шлифовку поверхности спирали производят при трех положениях керна, поворачивая его на 120°, а размеры шлифующего камня выбирают такими, что между прошлифованными участками поверхности остаются необработанные участки, образующие выступы, с помощью которых спираль затем крепят в баллоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗБОРНЫЙ КЕРН ДЛЯ ИЗГОТОВЛЕНИЯ ЛИНИЙ ЗАМЕДЛЕНИЯ ЛАМП БЕГУЩЕЙ ВОЛНЫ | 1971 |
|
SU292200A1 |
| Электрод для люминесцентных ламп | 1973 |
|
SU455399A1 |
| КАТОДНЫЙ УЗЕЛ | 2003 |
|
RU2260223C2 |
| КВАРЦЕВАЯ ГАЛОГЕННАЯ ЛАМПА НАКАЛИВАНИЯ | 1973 |
|
SU385352A1 |
| УСТРОЙСТВО для НАВИВКИ СПИРАЛЬНЫХ ЗАМЕДЛЯЮЩИХ СИСТЕМ ЛАМП БЕГУЩЕЙ ВОЛНБ1 | 1966 |
|
SU186037A1 |
| •СЕСОЮЗНАЯ I | 1973 |
|
SU372591A1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| ДИЭЛЕКТРИЧЕСКИЙ СТЕРЖЕНЬ | 1967 |
|
SU203792A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2003 |
|
RU2264882C2 |
| Способ изготовления режущего инструмента | 1986 |
|
SU1407741A1 |
Фиг /
-3
