./
Изобретение относится к способам изготовления режущих инструментов, в частности фрез, зенкеров, разверток и др.
Цель изобретения - снижение расхода инструментального материала за счет увеличения ресурса работы инструмента путем увеличения жесткости крепления.
На фиг. 1 изображена развертка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- вид Б на фиг. 1.
Способ осуществляют следующим образом.
Прутки, преимущественно из быстрорежущей стали круглого сечения, завивают в спираль I в виде пружины растяжения. После подрезки торцов и обработки заход- ных конусов производят нарезку режущих зубьев 2 таким образом, чтобы направление их угла заострения совпадало с направлением вращения спирали при навинчивании на корпус 3. Закаленную спираль 1 навинчивают в специальные винтовые радиусные канавки корпуса 3, а передний виток спирали стопорится винтом 4 и врезной пластинкой 5. После сборки производят окончательную щлифовку развертки по наружному диаметру и заточку.
В процессе эксплуатации под действием сил резания витки спирали 1, подкручиваясь, плотнее поджимаются к поверхности винтовых канавок корпуса 3 и тем самым увеличивают жесткость заделки спирали, уменьщая вероятность ее поломки и стабилизируя наружные размеры. Наличие круглых витков обеспечивает снижение вибрации при резании, стружкоразделение и качественную обработку изделий. После изно- |са развертки производят разборку, при этом |спираль наворачивают на новый корпус |больщего диаметра, а старый корпус ис- |пользуют для новой спирали. В конических развертках для компенсации износа спираль
Л-У
навинчивают на новый участок резьбы того же корпуса.
Пример. Из прутка 0 10 мм стали Р6М5 навивают пружину 0 61 мм, в которой об- рабатывают торцы и заходной конус. Нарезку режущих зубьев высотой 5 мм в количестве 12 щт производят так, чтобы угол заострения зубьев совпадал с направлением навинчивания пружины в винтовые канавки корпуса, выполненной из стали 45. Закреп0 ление переднего витка спирали производят винтом через пластинку. После сборки шлифуют в размер 050,15 мм и производят заточку зубьев. После износа развертки в процессе эксплуатации до размера 50, 10 мм
r спираль снимают и устанавливают на новый корпус большего диаметра. Наружный размер вновь составляет 050, 25 мм и после шлифования получен требуемый размер 0 50, 15 мм.
0Формула изобретения
Способ изготовления режущего инструмента, заключающийся в навивке на корпус из конструкционной стали спирали из инструментального материала, направление навив ки которой не совпадает с направлением режущих зубьев инструмента, и образовании стружкоразделительных канавок, отличающийся тем, что, с целью снижения расхода инструментального материала за счет
Q увеличения ресурса работы инструмента путем увеличения жесткости крепления, при нарезке зубьев угол заострения последних совпадает с направлением витков спирали, которую завинчивают по винтовым канавка.м, выполняемым на корпусе, и закрепляют на
г последнем, а перещлифовку режущих зубьев после полного износа осуществляют после навинчивания спирали на корпус с винтовыми канавками больщего диаметра.
Видб
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для зачистки отверстий | 1987 |
|
SU1480900A1 |
| АБРАЗИВНАЯ РАЗВЕРТКА | 1998 |
|
RU2123926C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ ОСЕВЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2520936C1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления режущего инструмента | 1980 |
|
SU921716A1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КОНЦОВ РЕЗИНОВЫХ РУКАВОВ С МЕТАЛЛИЧЕСКОЙ ОПЛЕТКОЙ | 1996 |
|
RU2106967C1 |
| Способ обработки инструмента из быстрорежущей стали | 1978 |
|
SU737479A1 |
Изобретение относится к способам изготовления режущих инструментов, в частности фрез, зенкеров, разверток. Целью изобретения является снижение расхода инст рументального материала за счет увеличения ресурса работы путем увеличения жесткости крепления. При нарезке зубьев 2 угол заострения последних совпадает с направлением витков спирали 1. Спираль 1 навинчивают по винтовым канавкам корпуса 3 с их закреплением винтом 4. После износа инструмент разбирают. Спираль навинчивают на корпус с винтовыми канавками большого диаметра. 3 ил.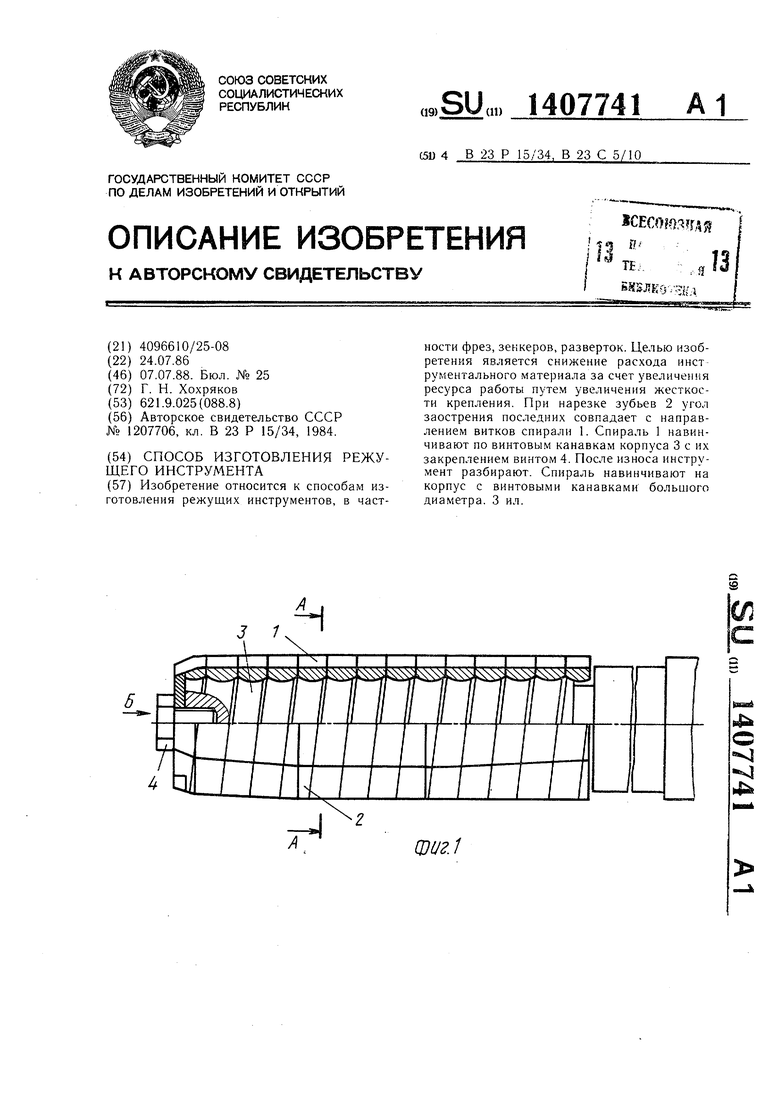
CD и г. г
фиг.з
| Способ изготовления режущего инструмента | 1984 |
|
SU1207706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
