Изобретение относится к контрольным и регулирующим устройствам прокатных станов, а именно к устройствам для настройки валков толстолистовых станов в процессе их эксплуатации.
Известен способ измерения зазора. между валками и устройство для его реализации, в котором зазор просвечивают излучением, регистрируют прошедшее через зазор излучение датчиков и по величине выходного сигнала датчика судят о величине зазора.
Недостатком способа является то, что он не позволяет измерять изменение величины зазора по длине валков.
Наиболее близким по технической сущности и достигаемому эффекту к предложенному способу является способ настройки валков в процессе прокатки и устройство для его реализации, заключающиеся в том. что величину зазора между валками измеряют в двух местах и по полученным данным производят настройку валков.
Недостатком известного способа является низкая точность, обусловленная тем, что измерение производят контактным методом с помощью механического приспособления, имеющего трущиеся части в местах зацепления. Наличие измерительного механического приспособления, контактирующего с валками, вносит помехи в работу валков. Невысока надежность работы устройства, реализующего способ из-за наличия в зоне работы пыли и загрязнений,
VI 00 Јь О
что ведет к остановкам в работе для очистки устройства и также к его поломкам. Чувствительность способа невысока из-за механического вида измерений величины зазора.
Цель изобретения - повышение точности.
Указанная цель достигается тем, что в способе настройки валков в процессе прокатки, заключающемся в измерении зазора между валками в двух местах и последующей настройке валков, измерения величины зазора производят путем подсветки его двумя параллельными коллимированными прямоугольного сечения лазерными пучками, перекрывающими зазор, причем пучки направляются под углом 45° к осям валков, регистрируют центральные максимумы прошедшего излучения двумя фотопрйемника- ми, расположенными в горизонтальной плоскости параллельно осям валков, определяют разность интенсивностей измере- ний/по которой определяют равномерность зазора, а регулирование равномерности зазора между валками по их длине производят по выходному сигналу с дифференциального усилителя.
В устройстве для реализации этого способа, включающем датчики перемещений валков и систему регулирования равномерности зазора, система измерения равномерности зазора выполнена в виде последовательно установленных лазера, цилиндрического коллиматора, светоделителя (1:1), зеркала и регистрирующей системы, состоящей из двух фотоприемников, дифференциального усилителя и блока вычитания разности оптических сигналов, при этом источник излучения и приемники расположены таким образом, что оптическая ось системы измерения равномерности зазора составляет с осью валков угол 45°.
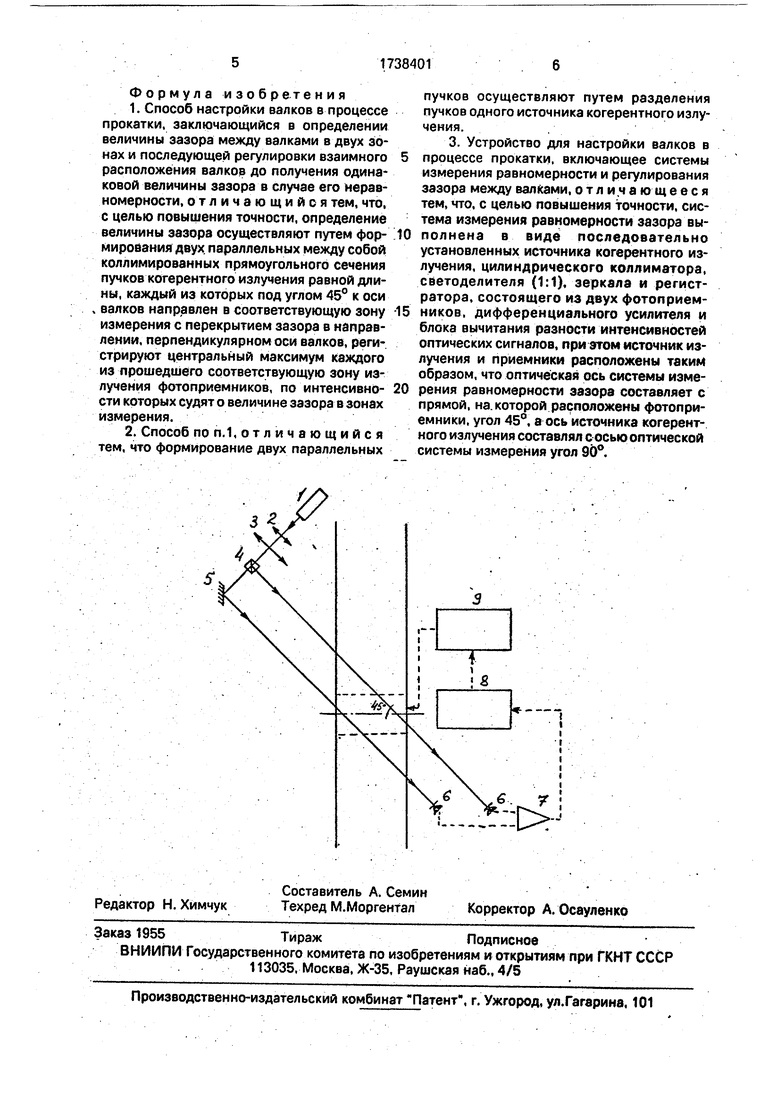
На чертеже схематично изображено устройство для реализации способа настройки валков в процессе прокатки.
Устройство включает последовательно расположенные в горизонтальной плоскости лазер 1, телескопический коллиматор, состоящий из цилиндрической окулярной линзы 2 и цилиндрической объективной линзы 3, светоделитель 4(1:1) и зеркало 5, и регистрирующую систему, состоящую из датчиков, выполненных в виде фотоприемников 6, расположенных в горизонтальной плоскости на прямой, параллельной осям валков, дифференциальный усилитель 7, блок 8 обработки информации и систему 9 регулирования равномерности зазора между валками.
Устройство для реализации данного способа работает следующим образом.
Излучение лазера 1 формируется с помощью окулярной линзы 2 и объективной
линзы 3 телескопического коллиматора в виде прямоугольного сечения пучка, превышающего в вертикальной плоскости максимально допускаемую величину зазора между валками. Из коллимированного
лазерного пучка прямоугольного сечения с помощью светоделителя 4 и зеркала 5 формируют в горизонтальной плоскости два пучка, перпендикулярный оптической оси излучения, которые направляются в зазор
между валками под углом 45° к осям валков. Просвечивание под углом 45° к осям валков производится потому, что размещение формирующей и регистрирующей систем на рольганге в зоне пропитки является нецелесообразным, так как они мешают прокатке и, кроме того, возникают трудности, связанные с обеспечением и функционированием обеих систем в зоне прокатки. При размещении же этих систем вне рольганга возникает необходимость выравнивания оптических путей обоих пучков, просвечивающих зазор, на участках от светоделителя 4 до зазора и от зазора до фотоприемников 6 для сохранения одинакового распределения интенсивностей пучков, поступающих в зазор и при равномерности зазора на фотоприемники 6,
Фотоприемники 6, расположенные в горизонтальной плоскости с одной стороны
рольганга на одной прямой, параллельной осям валков, регистрируют центральные максимумы прошедшего через зазор излучения двух пучков. Затем электрические сигналы с фотоприемников 6 поступают на
входы дифференциального усилителя 7, выходной сигнал с которого поступает в блок 8 обработки информации и по выходному сигналу с него с помощью системы 9 регулирования равномерности зазора уста на в л ивается требуемый зазор между валками.
Данный способ настройки валков в процессе эксплуатации и устройство для его реализации обеспечивает высокую точность настройки, обусловленную использованием
бесконтактного метода измерений величины зазора. Устройство не вносит помех в работу валков. Высокая надежность, связанная с тем, что в зоне измерений нет элементов и узлов данного устройства.
Способ имеет высокую чувствительность, обусловленную оптическим методом измерения и получением разностного сигнала, усиливаемого дифференциальным усилителем.
Формула изобретения
1.Способ настройки валков в процессе прокатки, заключающийся в определении величины зазора между валками в двух зонах и последующей регулировки взаимного расположения валков до получения одинаковой величины зазора в случае его неравномерности, отличающийся тем, что, с целью повышения точности, определение величины зазора осуществляют путем формирования двух параллельных между собой коллимированных прямоугольного сечения пучков когерентного излучения равной длины, каждый из которых под углом 45° к оси валков направлен в соответствующую зону измерения с перекрытием зазора в направлении, перпендикулярном оси валков, регистрируют центральный максимум каждого из прошедшего соответствующую зону излучения фотоприемников, по интенсивности которых судят о величине зазора в зонах измерения.
2.Способ по п. 1,отличающийся тем, что формирование двух параллельных
пучков осуществляют путем разделения пучков одного источника когерентного излучения.
3. Устройство для настройки валков в
процессе прокатки, включающее системы измерения равномерности и регулирования зазора между валками, отличающееся тем, что, с целью повышения точности, система измерения равномерности зазора выполнена в виде последовательно установленных источника когерентного излучения, цилиндрического коллиматора, светоделителя (1:1), зеркала и регистратора, состоящего из двух фотоприемникое, дифференциального усилителя и блока вычитания разности интенсивностей оптических сигналов, при этом источник излучения и приемники расположены таким образом, что оптическая ось системы измерения равномерности зазора составляет с прямой, на которой расположены фотоприемники, угол 45°, а ось источника когерентного излучения составлял с осью оптической системы измерения угол 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки параллельности рабочих валков прокатного стана и устройство для его осуществления | 1987 |
|
SU1588456A1 |
| Способ определения прогиба прокатного валка | 1988 |
|
SU1518668A1 |
| Способ контроля диаметра оптического волокна | 1990 |
|
SU1772615A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОГРАФИЧЕСКИХ ИНТЕРФЕРОГРАММ ФАЗОВОГО ОБЪЕКТА | 2012 |
|
RU2500005C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВРЕМЕННЫХ КОРРЕЛЯЦИОННЫХ ФУНКЦИЙ ФЛУКТУАЦИЙ ОТРАЖАТЕЛЬНОЙ И/ИЛИ ПОГЛОЩАТЕЛЬНОЙ СПОСОБНОСТЕЙ ИССЛЕДУЕМЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045004C1 |
| Способ определения параметров шероховатости слабошероховатой поверхности и устройство для его осуществления | 1987 |
|
SU1456779A1 |
| Способ контроля диаметра оптических волокон | 1990 |
|
SU1716316A1 |
| ГОЛОГРАФИЧЕСКИЙ СПОСОБ ИЗУЧЕНИЯ НЕСТАЦИОНАРНЫХ ПРОЦЕССОВ | 2016 |
|
RU2624981C1 |
| Способ определения компонент вектора перемещения диффузно отражающих микрообъектов и устройство для его осуществления | 1988 |
|
SU1504498A1 |
| Прибор для определения размеров частиц | 1990 |
|
SU1800318A1 |
Изобретение относится к контрольным и регулирующим устройствам прокатных станов, а именно к устройствам для настройки валков толстолистовых станов в процессе их эксплуатации. Цель изобретения - повышение точности. Указанная цель достигается тем, что зазор между валками просвечивается в двух местах двумя параллельными коллимированными прямоугольного сечения лазерными пучками, расположенными в горизонтальной плоскости и перекрывающими зазор между валками. Причем лучки направляются под углом 45° к осям валков. Прошедшее через зазор излучения двух пучков регистрируется двумя фотоприемниками, расположенными в горизонтальной плоскости на одной прямой, параллельной осям валков. Причем регистрирующая и формирующая системы расположены со стороны противоположных торцов валков по разные стороны от их осей. 2 с. и 1 з.п.ф-лы, 1 ил. & Ё
/,
з
| Бесконтактный способ определения величин зазоров между деталями работающих машин | 1961 |
|
SU141319A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ РАСТВОРА МЕЖДУ РАБОЧИМИ | 0 |
|
SU376139A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
