Изобретение относится к области первичной обработки лубяных волокон и может использоваться в автоматических прессах для формирования волокнистых материалов в тюки призматической формы, в которых в качестве обвязочного материала используется проволока.
Известны устройства для обвязывания тюков проволокой, содержащие приспособление для подачи проволоки, механизм ее скручивания, состоящий из ножей-зажимов, крючков-вязателей и направляющих для проволоки, а также привод указанных рабочих органов в движение.
Основным недостатком таких устройств является снижение качества обвязки тюков после выхода их из камеры. Ухудшение качества обвязки состоит в уменьшении плотности обвязанного тюка по сравнению с плотностью его в камере пресса. Это, в свою очередь, снижает транспортабельность тюков и уменьшает коэффициент загрузки транспортных средств.
В устройствах для обвязывания тюков проволокой, кбторые применяются, например, в прессах непрерывного действия поршневого типа ПС-1,6 Б, ухудшение качества обвязки тюков после выталкивания их из камеры происходит из-за того, что узел, соединяющий концы одной проволоки, образуется на некотором удалении от обвязываемого тюка. Это приводит к тому, что длина проволоки превышает периметр обвязываемого тюка в направлении обвязки. При этом известно, что сжатое волокно после снятия нагрузки стремится восстановить свой первоначальный объем, что приводит к заполнению первым свободного пространства между проволокой и тюком. При подьеме последнего за обе обвязывающие проволоки он прогибается и проволоки отделяются от тюка с верхней стороны, т.е. между ними и тюкем образуется свободное пространство. Следовательно, уже в конструкции устройства для обвязки тюков заложена возможность снижения качества обвязки, так как оно расположено слишком далеко от тюка.
Известны также устройства для обвязки тюков проволокой, содержащие приспособсо
С
vi
Сд 00 ON Ч) ON
ление для подачи проволоки, механизм ее скручивания, состоящий из зубчатой шайбы с прорезями, и привод.
Основным недостатком таких устройств является снижение качества обвязки тюка после выхода его из камеры прессования, так как точка формирования узла находится на некотором удалении от грани тюка, вблизи которой формируется узел. Длина обвязывающей проволоки получается больше периметра тюка в сжатом состоянии, поэтому снижение плотности, ведущее к ухудше- нию качества обвязки, происходит в основном из-за заполнения свободного пространства между проволокой и тюком в сжатом состоянии. За счет скручивания зубчатой шайбой узел несколько приближается к тюку, но не настолько, чтобы улучшить качество обвязки.
Цель изобретения - повышение качества обвязки тюков проволокой за счет повышения их конечной плотности.
Указанная цель достигается тем, что в прорезях зубчатой шайбы механизма скручивания устройства для обвязывания тюков проволокой с противоположных сторон от оси ее вращения установлены два ловителя для проволоки, которые имеют выступы, входящие в пазы, выполненные в противоположных стенках каждой прорези, и могут по ним перемещаться в диаметрально противоположных направлениях и наоборот.
Положительный эффект достигается за счет того, что во время подачи проволоки иглами к зубчатой шайбе ловители располагаются возможно близко к ее оси вращения, а за время одного оборота шайбы на 180° ловители расходятся в диаметрально противоположные стороны ближе к периферии зубчатой шайбы. Точка пересечения концов проволоки, охватывающей тюк, за счет расхождения ловителей приближается к одной из его сторон, следовательно, ближе к тюку перемещается и формируемый узел. Длина проволочного пояска в данном случае приближается к периметру тюка в сжатом состоянии и снижение качества обвязки при выходе тюка из камеры становится возможным лишь за счет растяжения проволоки. В устройстве-прототипе указанные подвижные ловители отсутствуют и поэтому точка пересечения концов проволоки, охватывающей тюк, а значит, и точка формирования узла располагается дальше от тюка. Поэтому длина проволочного пояска превышает периметр тюка в направлении обвязки в сжатом состоянии и между тюком и пояском образуется свободное пространство, которое заполняется волокном при выходе тюка из камеры.
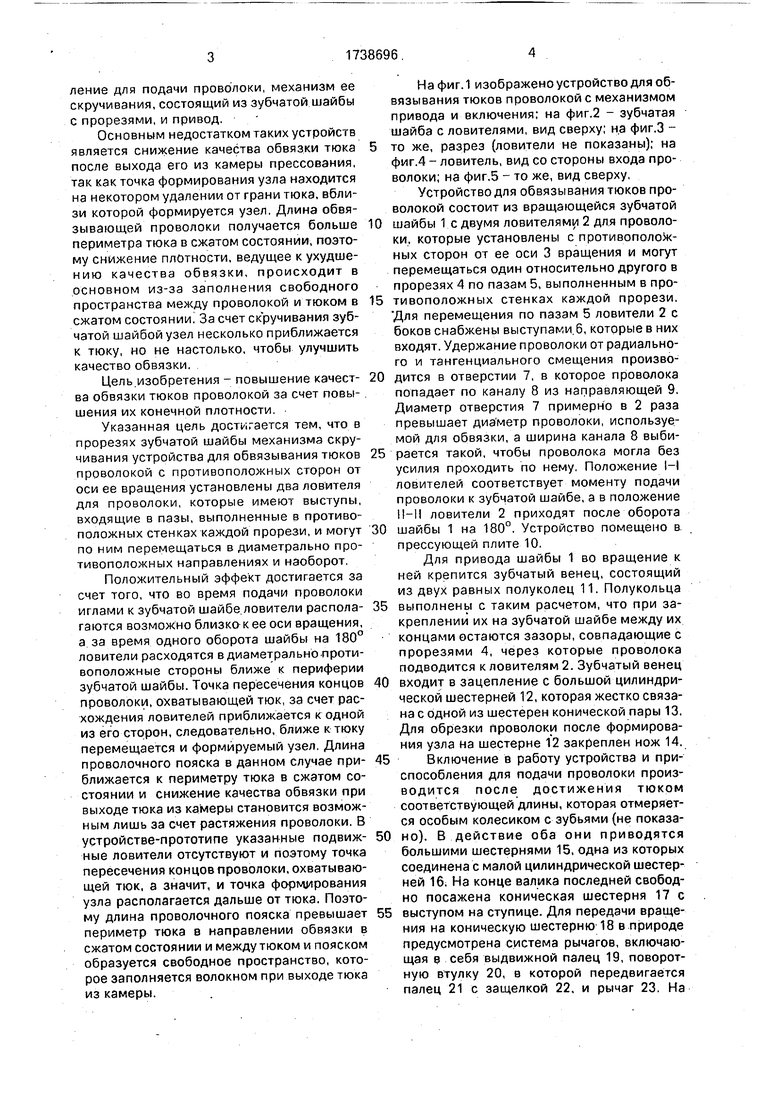
На фиг. 1 изображено устройство для обвязывания тюков проволокой с механизмом привода и включения; на фиг.2 - зубчатая шайба с ловителями, вид сверху; на фиг.З то же, разрез (ловители не показаны); на фиг.4 - ловитель, вид со стороны входа проволоки; на фиг.5 - то же, вид сверху,
Устройство для обвязывания тюков проволокой состоит из вращающейся зубчатой
0 шайбы 1 с двумя ловителями 2 для проволоки, которые установлены с противоположных сторон от ее оси 3 вращения и могут перемещаться один относительно другого в прорезях 4 по пазам 5, выполненным в про5 тивоположных стенках каждой прорези. Для перемещения по пазам 5 ловители 2 с боков снабжены выступами 6, которые в них входят. Удержание проволоки от радиального и тангенциального смещения произво0 дится в отверстии 7, в которое проволока попадает по каналу 8 из направляющей 9. Диаметр отверстия 7 примерно в 2 раза превышает диаметр проволоки, используемой для обвязки, а ширина канала 8 выби5 рается такой, чтобы проволока могла без усилия проходить по нему, Положение I-I ловителей соответствует моменту подачи проволоки к зубчатой шайбе, а в положение И-Н ловители 2 приходят после оборота
0 шайбы 1 на 180°. Устройство помещено в прессующей плите 10.
Для привода шайбы 1 во вращение к ней крепится зубчатый венец, состоящий из двух равных полуколец 11. Полукольца
5 выполнены с таким расчетом, что при закреплении их на зубчатой шайбе между их концами остаются зазоры, совпадающие с прорезями 4, через которые проволока подводится к ловителям 2. Зубчатый венец
0 входит в зацепление с большой цилиндрической шестерней 12, которая жестко связана с одной из шестерен конической пары 13. Для обрезки проволоки после формирования узла на шестерне 12 закреплен нож 14.
5 Включение в работу устройства и приспособления для подачи проволоки производится после достижения тюком соответствующей длины, которая отмеряется особым колесиком с зубьями (не показа0 но). В действие оба они приводятся большими шестернями 15, одна из которых соединена с малой цилиндрической шестерней 16. На конце валика последней свободно посажена коническая шестерня 17 с
5 выступом на ступице. Для передачи вращения на коническую шестерню 18 в природе предусмотрена система рычагов, включающая в себя выдвижной палец 19, поворотную втулку 20, в которой передвигается палец 21 с защелкой 22, и рычаг 23. На
большой шестерне 15 размещены два кулака 24 включения. Рычаг 23 связан с муфтой 25 включения, вводящей в зацепление выступы свободной муфты 26 и конической шестерни 17, которая через шестерню 18 передает вращение на валик 27. На нем установлена ведущая шестерня конической пары 28, передающая вращение через валик 29 конической паре 13. Валик 30 приводит в движение иглы для подачи проволоки к зубчатой шайбе 1. Для перемещения игл служат зубчатые рейки, связанные с передаточными шестернями (не показаны).
Устройство для обвязывания тюков проволокой работает следующим образом.
Натянутая поперек камеры пресса проволока по мере подачи волокна и проталкивания его по камере разматывается из специальных бобин и охватывает тюк с трех сторон.В это время механизм скручивания и приспособление для подачи проволоки выключены. При достижении тюком необходимой длины производится автоматическое включение приспособления для подачи проволоки в крайнем переднем положении прессующей плиты. При этом особой тягой поворачивается коромысло (не показано) для выдвижения пальца 19. Последний выталкивает из поворотной втулки 20 палец 21 с защелкой 22. В это время подходит один из кулаков 24 включения и отодвигает выдвинутый палец вправо, последний через рычаг 23 соединяет муфту 25 включения со свободной зубчатой муфтой 26 и конической шестерней 18. Таким образом включается передаточный валик 27, передающий вращение на приводной валик 30 приспособления для подачи проволоки. Подаваемая иглами проволока попадает в зев направляющей 9, а затем через канал 8 поступает в отверстие 7. После подачи проволоки производится включение конической пары 28, затем через приводной валик 29 механизма скручивания и коническую пару 13 приводится во вращение большая цилиндрическая шестерня 12, передающая крутящий момент зубчатой шайбе 1.
Поданная в ловители 2 шайбы 1 проволока удерживается отверстием 7 от радиального и тангенциального смещения за счет того, что прижимается при вращении шайбы к одной из сторон отверстия, диаметр которого больше, чем ширина канала 8. За время оборота шайбы 1 на 180° ловители 2 под действием какого-либо испол- нительного механизма, например гидроцилиндра или эксцентрика, расходятся в диаметрально противоположных направлениях ближе к периферии шайбы. Выступы 6 ловителей 2 скользят при этом по пазам 5 прорезей 4, перемещаясь из положения I-I в положение II-II. Точка пересечения концов проволоки, охватывающей тюк, при этом удаляется от нижней плоскости шайбы и приближается к одной из сторон тюка, сокращая тем самым длину обвязочного пояска и приближая его к периметру тюка в плоскости обвязки.
По окончании одного оборота большой шестерни 12 укрепленный на ней нож 14 срезает узел по верхней плоскости зубчатой
шайбы 1. Всехтисанные процессы происходят в крайнем переднем положении прессующей плиты 10. Подошедший к этому времени второй кулак 24 включения выключает механизм привода. Так как узел двухсторонний, то отрезанная верхняя часть узла уходит с тюком, а нижняя часть натягивается следующей порцией прессуемого волокна.
Предлагаемое устройство для обвязывания тюков проволокой позволит улучшить качество обвязки тюков за счет того, что перед скручиванием концов проволок происходит предварительное приближение точки формирования узла к тюку. Применение его позволит сократить транспортные расходы на перевозку тюков прессованного волокна.
Формула изобретения
Устройство для обвязывания тюков проволокой, содержащее приспособление для подачи проволоки, механизм ее скручивания, состоящий из зубчатой шайбы с прорезями, и привод, отличающееся тем,
что, с целью повышения качества обвязки, оно снабжено ловителями проволоки, имеющими выступы, а в противоположных стенках каждой прорези зубчатой шайбы выполнены пазы, при этом ловители посредством выступов смонтированы в пазах прорезей зубчатой шайбы с возможностью перемещения один относительно другого.
IS 2JL JL
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЯЗАЛЬНЫЙ АППАРАТ ДЛЯ ОБВЯЗЫВАНИЯ ТЮКОВПРОВОЛОКОЙ | 1972 |
|
SU328880A1 |
| Самодействующий узловязатель для соломопресса | 1934 |
|
SU40651A1 |
| Машина для изготовления каната из пучков хвороста с проволочными обвязками | 1949 |
|
SU86890A1 |
| БИ6ЛКОТ?НА_| | 1973 |
|
SU381210A1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| ПРЕСС ДЛЯ ПРОИЗВОДСТВА РУЛОННЫХ ТЮКОВ | 1988 |
|
RU2023379C1 |
| Способ упаковки бухты и устройство для намотки и обвязки бухты | 1983 |
|
SU1147642A1 |
| Устройство для обвязки кольцеобразных изделий проволокой | 1980 |
|
SU876500A1 |
| Устройство для упаковывания пакета изделий | 1988 |
|
SU1558779A1 |
| Устройство для обвязки тюков в прессе | 1983 |
|
SU1246885A3 |
Использование: в автоматических процессах для формирования волокнистых материалов в тюки призматической формы. Сущность изобретения: устройство содержит приспособление для подачи проволоки, механизм ее скручивания, состоящий из зубчатой шайбы с прорезями, привод, ловители проволоки с выступами. В противоположных стенках каждой прорези зубчатой шайбы выполнены пазы. При этом ловители посредством выступов смонтированы в пазах прорезей зубчатой шайбы с возможностью перемещения один относительно другого. 5 ил
Фиг. 2
PA
з
Фиг.1
te./
Фиг.З
w
Фаг 5
| Самодействующий узловязатель для соломопресса | 1934 |
|
SU40651A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
