Изобретение относится к горному делу, а именно к анкерной крепи,
Известна конструкция трубчатого распорного анкера, включающего трубу с аксиальной складкой, размещенной внутри с возможностью распрямления под давлением. Выступающий конец трубы имеет аксиальное отверстие и открыт, а внутренний загерметизирован посредством сварного шва.
Известный анкер изготавливается по технологии, включающей формовку на отрезке стальной трубы продольной складки и последующую герметизацию одного из концов трубы сваркой.
Недостатком такой конструкции.анкера и технологии его изготовления является низкая надежность работы анкера. Это вызвано тем, что заваривание конца трубы происходит при 2000°С, вызывающей выжигание из стали углерода и других упрочняющих компонентов. В результате прочность прилегающих к сварному шву участков трубы резко снижается и в процессе гидрорас- пора анкера, осуществляемого давлением до 30 МПа, происходит разрыв трубы на этих участках до окончания процесса установки анкера. Кроме того, в процессе распо- ра анкера, сопровождающегося раскрытием продольной вмятины по длине трубы, в том числе и в районе заваренного конца, происходят значительные деформации сварного шва, что является дополнительной причиной разрыва анкера в процессе его гидрораспора.
Наиболее близким к изобретению является трубчатый анкер, выполненный в виде металлической трубы с продольной складкой, оба конца которой снабжены упрочняющими втулками, в одной из которых выполнены кольцевой буртики радиальное отверстие для подачи жидкости внутрь трубы. Оба торца трубы загерметизированы сварными швами.
Изготовление такого анкера осуществляется путем деформирования на трубе глубокой продольной выемки, за счет которой первоначальный диаметр трубы уменьшен. После формирования выемки на концы трубы насаживаются упрочняющие втулки с последующей герметизацией торцов сваркой, В одной из втулок высаживается буртик под опорную шайбу и выполняется радиальное отверстие для подачи жидкости внутрь анкера. При гидрораспоре анкера в скважине, упрочняющие втулки препятствуют раскрытию выемки на концах трубы и предохраняют сварные швы от деформаций.
Недостатком такого решения является сложность технологии изготовления анкера, так как она включает дополнительные операции по изготовлению втулок, формированию на одной из них буртика и их насаживание на концы трубы. Для изготовления
втулок необходимы трубы, диаметр которых меньше диаметра труб, используемых для изготовления самого анкера. Следовательно, такие конструкция и технология изготов- ления анкеров сопряжены с
0 дополнительным расходом сырья различного сортамента. Кроме того, применение для герметизации торцов анкера сварки уменьшает прочность трубы вблизи сварных швов и тем самым снижает надежность работы
5 анкера,
Цель изобретения - упрощение технологии изготовления анкеров и повышение надежности их работы путем использования для герметизации концов материала са0 мой трубы.
Поставленная цель достигается тем, что в известном разжимном трубчатом анкере, включающем трубу с загерметизированными концами и продольной складкой, разме5 щенной внутри на участке U,9-0,98 длины трубы с возможностью распрямления под давлением, согласно изобретению труба снабжена герметичными скрутками, размещенными на обоих ее концах.
0Кроме того, в известном способе изготовления трубчатых распорных анкеров, включающем формовку продольной складки на трубе и герметизацию ее концов, согласно изобретению герметизацию концов тру5 бы выполняют посредством разогревания до пластичного состояния и скручивания до разрыва в местах скрутки. Температура разогрева мест скрутки находится в пределах 750-950°С. В процессе скручивания места
0 скрутки растягивают вдоль оси трубы.
Именно сочетание скруток на трубе, как средств герметизации ее концов, с совокупностью технологических операций и температурных режимов по их выполнению и
5 обеспечивают простоту изготовления анкера, а также необходимые для работы прочностные характеристики и надежность.
Герметизация трубы скрутками позволяет получить на ее концах конусообразные
0 жгуты и серии мелких гофр (складок), существенно повышающих жесткость мест скручивания и выполняющих те же функции, что и упрочняющие втулки у прототипа, Растягиванием в процессе скручивания разогре5 тых до пластичного состояния мест скрутки до их разрыва достигается повышение плотности скруток и надежная герметизация концов трубы без применения сварки. При этом заявленные пределы температуры ра- зогреаа мест скрутки (750-950°С) только
размягчают материал трубы для качественной герметизации и не вызывают (как в известных решениях) снижения ее прочности.
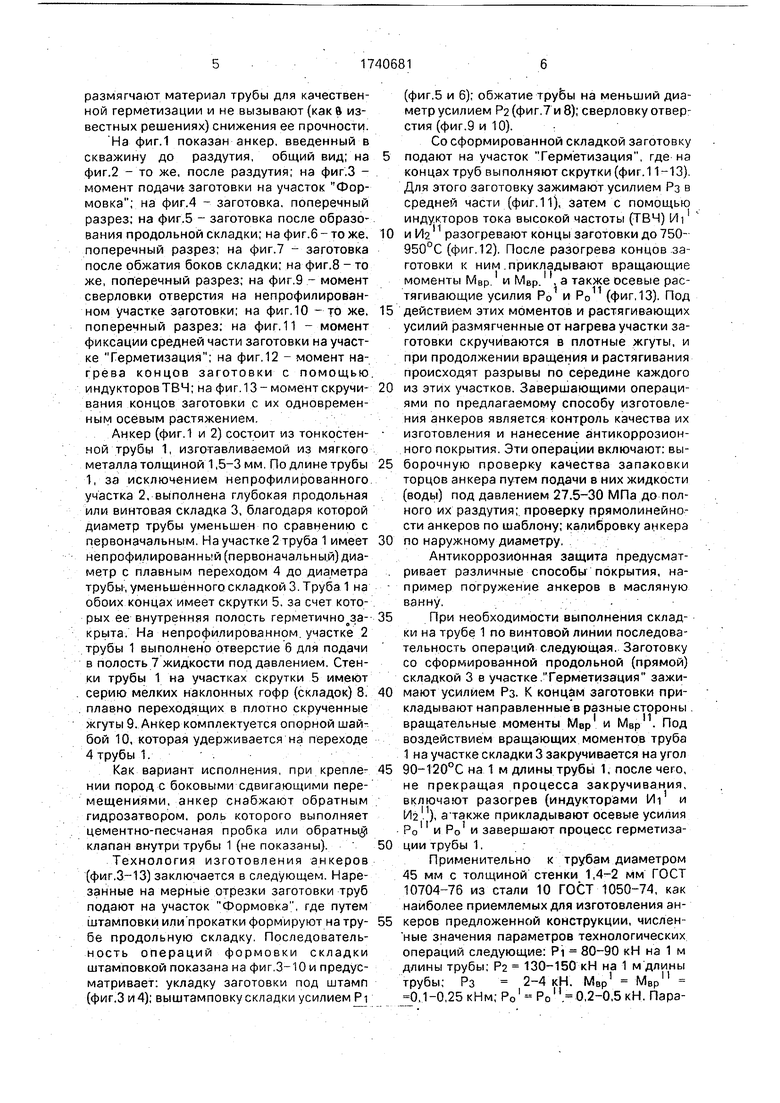
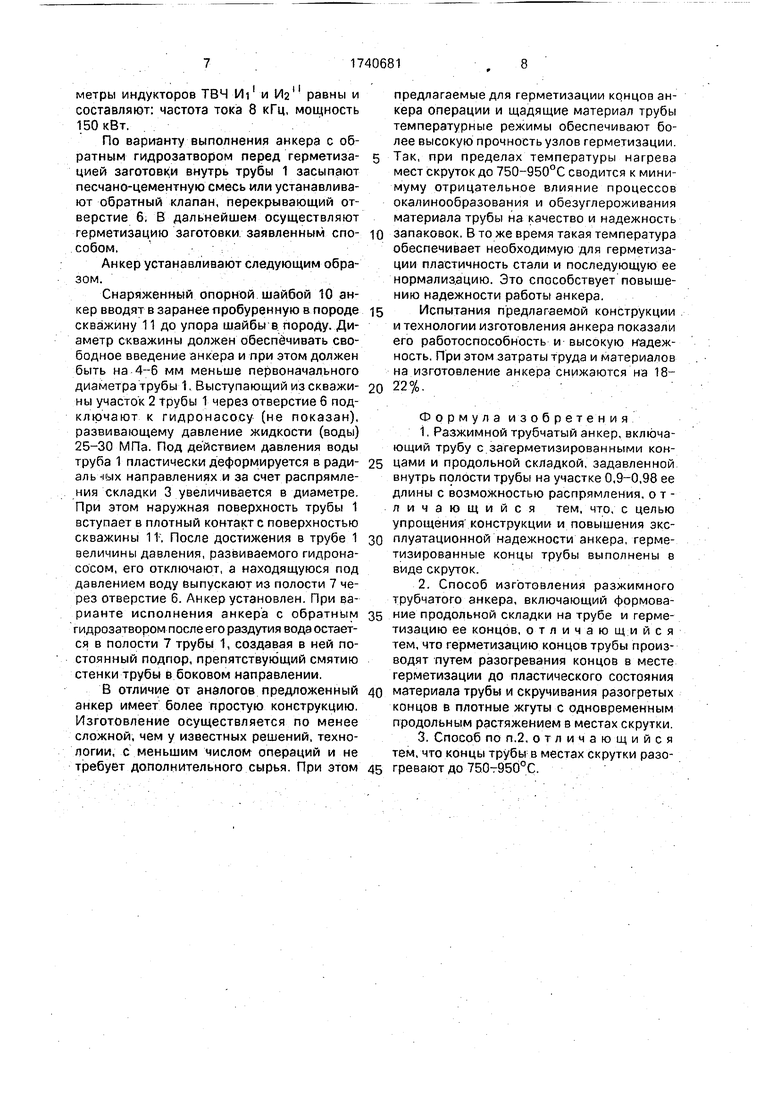
На фиг.1 показан анкер, введенный в скважину до раздутия, общий вид; на фиг.2 - то же, после раздутия; на фиг.З - момент подачи заготовки на участок Формовка ; на фиг.4 - заготовка, поперечный разрез; на фиг.5 - заготовка после образования продольной складки; на фиг.б-тоже, поперечный разрез; на фиг.7 - заготовка после обжатия боков складки; на фиг.8 - то же, поперечный разрез; на фиг.9 - момент сверловки отверстия на непрофилированном участке заготовки; на фиг. 10 - то же, поперечный разрез; на фиг. 11 - момент фиксации средней части заготовки на участке Герметизация ; на фиг.12 - момент нагрева концов заготовки с помощью индукторовТВЧ; на фиг. 13- момент скручи- вания концов заготовки с их одновременным осевым растяжением.
Анкер (фиг.1 и 2) состоит из тонкостей- ной трубы 1, изготавливаемой из мягкого металла толщиной 1,5-3 мм. По длине трубы 1, за исключением непрофилированного участка 2, выполнена глубокая продольная или винтовая складка 3, благодаря которой диаметр трубы уменьшен по сравнению с первоначальным. На участке 2 труба 1 имеет непрофилированный (первоначальный) диаметр с плавным переходом 4 до диаметра трубы, уменьшенного складкой 3. Труба 1 на обоих концах имеет скрутки 5, за счет которых ее внутренняя полость герметичнооза- крыта. На непрофилированном участке 2 трубы 1 выполнено отверстие 6 для подачи в полость 7 жидкости под давлением. Стенки трубы 1 на участках скрутки 5 имеют серию мелких наклонных гофр (складок) 8. плавно переходящих в плотно скрученные жгуты 9. Анкер комплектуется опорной шайбой 10, которая удерживается на переходе 4 трубы 1.
Как вариант исполнения, при крепле- ним пород с боковыми сдвигающими перемещениями, анкер снабжают обратным гидрозатвором, роль которого выполняет цементно-песчаная пробка или обратный клапан внутри трубы 1 (не показаны).
Технология изготовления анкеров (фиг.3-13) заключается в следующем. Нарезанные на мерные отрезки заготовки труб подают на участок Формовка, где путем штамповки или прокатки формируют на тру- бе продольную складку. Последовательность операций формовки складки штамповкой показана на фиг 3-10 и предусматривает: укладку заготовки под штамп (фиг.З и 4); выштамповку складки усилием Р1
(фиг.5 и 6); обжатие трубы на меньший диаметр усилием Р2 (фиг.7 и 8); сверловку отверстия (фиг.9 и 10).
Со сформированной складкой заготовку подают на участок Герметизация, где на концах труб выполняют скрутки (фиг.11-13) Для этого заготовку зажимают усилием Рз в средней части (фиг. 11), затем с помощью индукторов тока высокой частоты (ТВЧ) Hi и разогревают концы заготовки до 750- 950°С (фиг. 12). После разогрева концов заготовки к ним прикладывают вращающие моменты МВр и МВр. f, а также осевые растягивающие усилия Р01 и Р011 (фиг,13). Под действием этих моментов и растягивающих усилий размягченные от нагрева участки заготовки скручиваются в плотные жгуты, и при продолжении вращения и растягивания происходят разрывы по середине каждого из этих участков. Завершающими операциями по предлагаемому способу изготовления анкеров является контроль качества их изготовления и нанесение антикоррозионного покрытия. Эти операции включают: выборочную проверку качества запаковки торцов анкера путем подачи в них жидкости (воды) под давлением 27.5-30 МПа до полного их раздутия; проверку прямолинейности анкеров по шаблону; калибровку анкера по наружному диаметру.
Антикоррозионная защита предусматривает различные способы покрытия, например погружение анкеров в масляную ванну.
При необходимости выполнения складки на трубе 1 по винтовой линии последовательность операций следующая. Заготовку со сформированной продольной (прямой) складкой 3 в участке Герметизация зажимают усилием РЗ. К концам заготовки прикладывают направленные в разные стороны вращательные моменты МВр и МВр11. Под воздействием вращающих моментов труба 1 на участке складки 3 закручивается на угол 90-120°С на 1 м длины трубы 1, после чего, не прекращая процесса закручивания, включают разогрев (индукторами l/li и Ач ), а также прикладывают осевые усилия Ро и Ро и завершают процесс герметизации трубы 1,
Применительно к трубам диаметром 45 мм с толщиной стенки 1,4-2 мм ГОСТ 10704-76 из стали 10 ГОСТ 1050-74, как наиболее приемлемых для изготовления анкеров предложенной конструкции, числен- ные значения параметров технологических операций следующие: Pi 80-90 кН на 1 м длины трубы; Ра 130-150 кН на 1 м длины трубы; Рз 2-4 кН.
м
Мер МВр 0,1-0,25 кНм; Р0 РО . 0,2-0,5 кН. Параметры индукторов ТВЧ l/li1 и И21 равны и составляют: частота тока 8 кГц, мощность 150 кВт.
По варианту выполнения анкера с обратным гидрозатвором перед герметизацией заготовки внутрь трубы 1 засыпают песчано-цементную смесь или устанавливают обратный клапан, перекрывающий отверстие 6. В дальнейшем осуществляют герметизацию заготовки заявленным способом.
Анкер устанавливают следующим образом.
Снаряженный опорной шайбой 10 анкер вводят в заранее пробуренную в породе скважину 11 до упора шайбы в породу. Диаметр скважины должен обеспечивать свободное введение анкера и при этом должен быть на 4-6 мм меньше первоначального диаметра трубы 1. Выступающий из скважины участок 2 трубы 1 через отверстие 6 под- ключают к гидронасосу (не показан), развивающему давление жидкости (воды) 25-30 МПа. Под действием давления воды труба 1 пластически деформируется в ради- аль «ых направлениях и за счет распрямления складки 3 увеличивается в диаметре. При этом наружная поверхность трубы 1 вступает в плотный контакте поверхностью скважины 11, После достижения в трубе 1 величины давления, развиваемого гидронасосом, его отключают, а находящуюся под давлением воду выпускают из полости 7 через отверстие 6. Анкер установлен. При варианте исполнения анкера с обратным гидрозатвором после его раздутия вода остается в полости 7 трубы 1, создавая в ней постоянный подпор, препятствующий смятию стенки трубы в боковом направлении.
В отличие от аналогов предложенный анкер имеет более простую конструкцию. Изготовление осуществляется по менее сложной, чем у известных решений, технологии, с меньшим числом операций и не требует дополнительного сырья. При этом
предлагаемые для герметизации концов анкера операции и щадящие материал трубы температурные режимы обеспечивают более высокую прочность узлов герметизации
Так, при пределах температуры нагрева мест скруток до 750-950°С сводится к минимуму отрицательное влияние процессов окалинообразования и обезуглероживания материала трубы на качество и надежность
запаковок, В то же время такая температура обеспечивает необходимую для герметизации пластичность стали и последующую ее нормализацию. Это способствует повышению надежности работы анкера.
Испытания предлагаемой конструкции и технологии изготовления анкера показали его работоспособность и высокую надежность. При этом затраты труда и материалов на изготовление анкера снижаются на 1822%.
Формула изобретения
1.Разжимной трубчатый анкер, включающий трубу с загерметизированными концами и продольной складкой, задавленной внутрь полости трубы на участке 0,9-0,98 ее длины с возможностью распрямления, отличающийся тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности анкера, герметизированные концы трубы выполнены е виде скруток.
2.Способ изготовления разжимного трубчатого анкера, включающий формование продольной складки на трубе и герметизацию ее концов, отличающийся тем, что герметизацию концов трубы производят путем разогревания концов в месте герметизации до пластического состояния
материала трубы и скручивания разогретых концов в плотные жгуты с одновременным продольным растяжением в местах скрутки.
3.Способ по п.2, отличающийся тем, что концы трубы в местах скрутки разогревают до 750т950°С.
1740681
14Z&4:
У/// I К////;
TL
UJ
F
| название | год | авторы | номер документа |
|---|---|---|---|
| АНКЕР | 1992 |
|
RU2072048C1 |
| ТРУБЧАТЫЙ АНКЕР | 1993 |
|
RU2072049C1 |
| Трубчатый анкер | 1990 |
|
SU1744266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЖИМНОГО ТРУБЧАТОГО АНКЕРНОГО ЭЛЕМЕНТА | 1994 |
|
RU2083304C1 |
| Анкер и держатель для его установки | 1985 |
|
SU1361340A1 |
| Анкер | 1986 |
|
SU1382974A1 |
| Анкер для закрепления горных пород | 1986 |
|
SU1361342A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Анкер и держатель для его установки | 1990 |
|
SU1739045A1 |
| Анкерная крепь,способ ее возведения и устройство для его осуществления | 1981 |
|
SU1452489A3 |

Изобретение относится к горному делу. Цель - упрощение конструкции разжимного трубчатого анкера и повышение его эксплуатационной надежности. Разжимной трубчатый анкер включает трубу (Т) 1 с загерметизированными концами. На участие 0,9-0,98 длины Т1 внутрь ее полости задавлена с возможностью распрямления продольная складка 3. Герметизированные концы Т1 выполнены в виде скруток (С) 5. Анкер укомплектован опорной шайбой 10. При изготовлении анкера формуют продол ьную склад куЗ на Т1 и герметизируют ее концы. Герметизацию концов Т1 производят путем их разогревания в месте гермети- зации до пластического состояния материала Т1. Затем разогретые концы скручивают в плотные жгуты с одновременным продольным растяжением в месте С 5. Разогрев концов Т1 в местах С 5 производят до 750-950°С. При установке анкера в скважине 11 в полость 7 Т1 нагнетают через отверстие 6 с помощью гидронасоса жидкость (воду). При этом под действием давления жидкости складка 3 распрямляется, диаметр Т1 увеличивается л она запрессовывается в скважине 11. 2 с. и 1 з.п. ф-лы, 13 ил. со с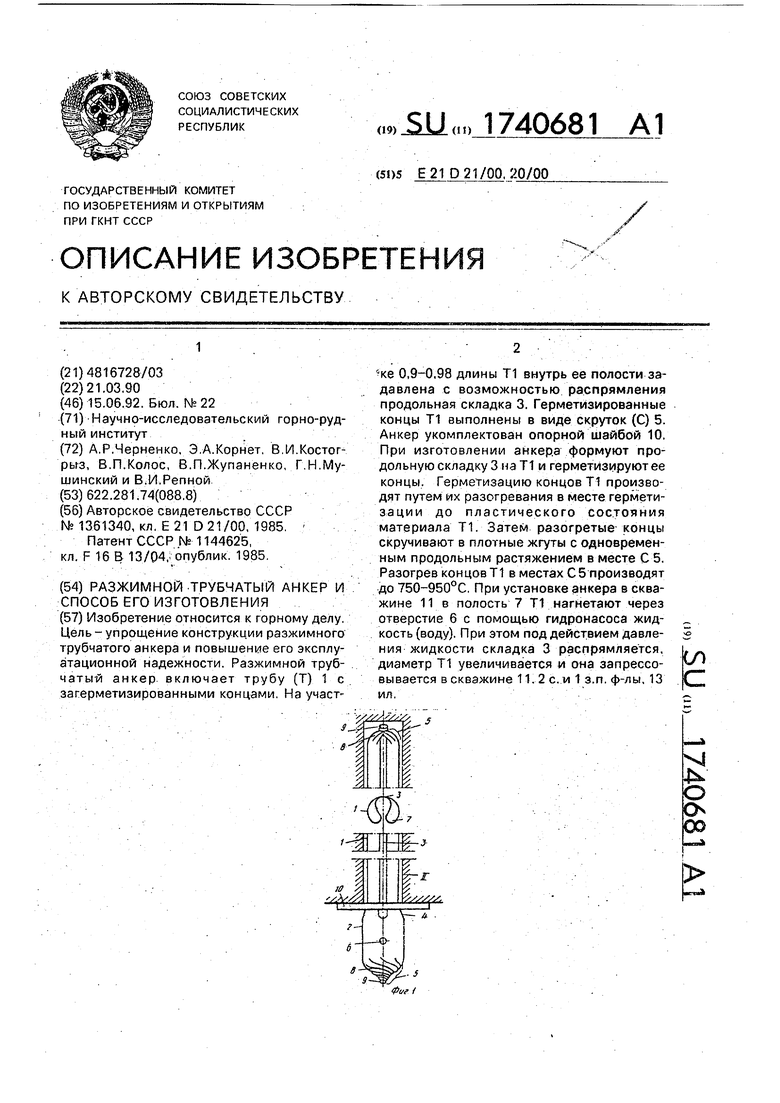
фиг. /5
| Анкер и держатель для его установки | 1985 |
|
SU1361340A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Разжимной трубчатый анкерный элемент | 1980 |
|
SU1144625A3 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
