Изобретение относится к способам разметки стыков труб и может быть использовано в промышленности для разметки стыков труб перед сваркой, а также стыков труб с другими поверхностями (сфера, тор, конус и т.д.).
Известей способ разметки труб, заключающийся в построении лиии пересечения на одной из труб и вырезании по ней отверстия для стыкуемой трубы.
Наиболее близким по технической сущности к предлагаемому является способ разметки стыков труб, включающий нанесение на поверхности основной трубы разметочной зоны путем продувания через стыкуемую трубу с надетым на нее насадком рабочего вещества, вырезание по ней отверстия для стыкуемой трубы и обрезку последней.
Наличие на стыкуемой трубе насадка приводит к снижению точности разметки, так как разметочная зона все равно образуется по внутреннему диаметру стыкуемой трубы, что вызывает необходимость разметки линии припуска (линии обрезки).
Цель изобретения - повышение точности разметки путем образования разметочной зоны по наружному диаметру стыкуемой трубы и устранения необходимости построения линии припуска.
Поставленная цель достигается тем, что при способе разметки линии пересечения основной и стыкуемых труб, включающем нанесение на поверхность основной трубы разметочной зоны путем продувания через стыкуемуютрубу с надетым на нее насадком рабочего вещества, вырезание по ней отверстия для стыкуемой трубы и обрезку последней, насадок надевают на стыкуемую трубу с кольцевым зазором между внешней поверхностью стыкуемой трубы и внутренней поверхностью насадка, а продувание рабочего вещества осуществляют через кольцевой зазор по всему его периметру.
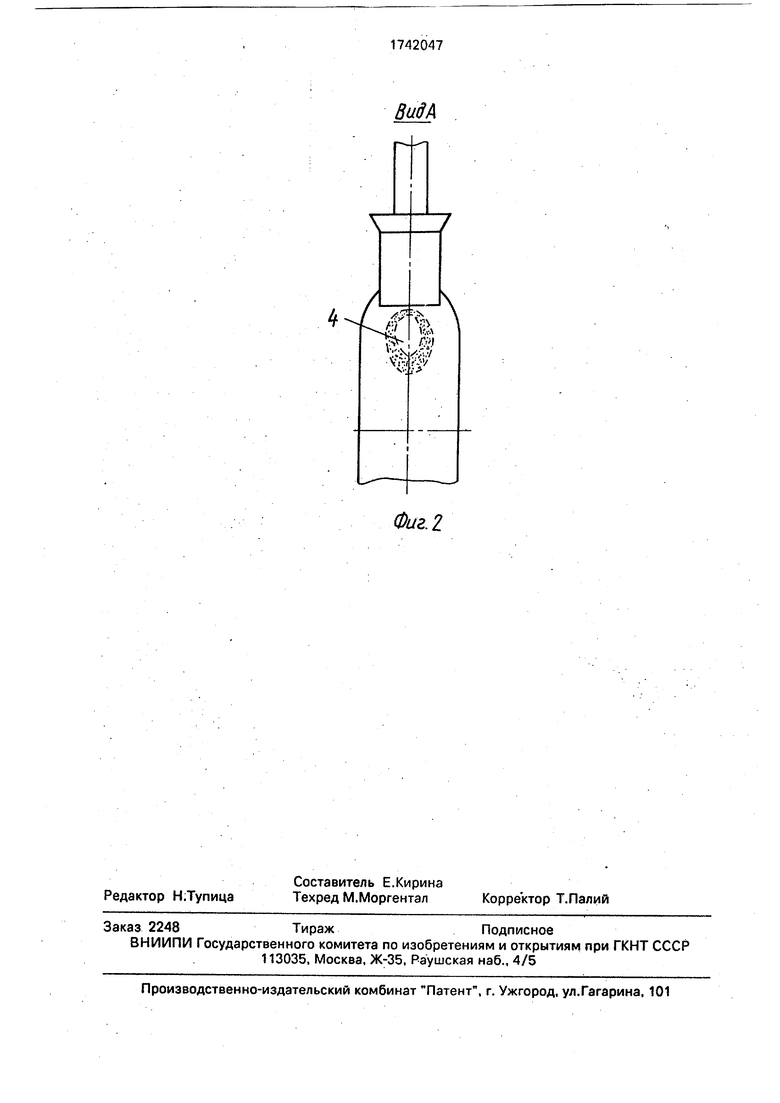
На фиг. 1 изображена схема процесса разметки места стыка основной и стыкуемой труб; на фиг. 2 - вид А на фиг. 1.
Способ осуществляют следующим образом.
На стыкуемую трубу 1 надевают и закрепляют насадок 2. Диаметр насадка 2 выбирают таким, чтобы между ним и стыкуемой трубой 1 получился кольцевой зазор в пределах 5-15 мм. Далее стыкуемую трубу 1 вместе с насадком 2 монтируют к основной трубе 3 в месте стыковки, выдерживая при этом требуемое положение труб 1 и 3. После установки труб 1 и 3 в кольцевой зазор подают рабочее вещество: окрашивающий аэрозоль из баллончика (не показан) или мелкодисперсный сыпучий материал. Продувку аэрозоля или сыпучего материала осуществляют по всему периметру кольцевого зазора.
В результате перечисленных операций на основной трубе 3 образуется зона 4 в виде искривленного кольца с внутренним и внешним контурами.
После этого в основной трубе 3 вырезают отверстие по внутреннему контуру разметочной зоны, которая полностью соответствует проекции наружного диаметра стыкуемой трубы 1 на основную трубу 3. Далее стыкуемую трубу 1 вставляют в вырезанное отверстие, размечают по нему саму стыкуемую трубу 1, а затем трубы 1 и 3 сваривают с получением абсолютно точного места стыка без зазоров или, наоборот, натягов.
Формула изобретения
Способ разметки линии пересечения основной и стыкуемых труб, включающий нанесение на поверхность основной трубы разметочной зоны путем продувания через стыкуемуютрубу с надетым на нее насадком рабочего вещества, вырезание по ней отверстия для стыкуемой трубы и обрезку последней, отличающийся тем, что, с целью повышения точности разметки, насадок надевают на стыкуемую трубу с кольцевым зазором между внешней поверхностью стыкуемой трубы и внутренней поверхностью насадка, а продувани 1 рабочего вещества осуществляют через кольцевой зазор по всему его периметру.
BuffA
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕТКИ СТЫКОВ ТРУБ | 1991 |
|
RU2062693C1 |
| Способ разметки стыков труб | 1987 |
|
SU1523334A1 |
| Способ разметки стыков труб | 1989 |
|
SU1699677A1 |
| СПОСОБ РАЗМЕТКИ ЛИНИИ СТЫКОВКИ ТРУБ | 1991 |
|
RU2009035C1 |
| Способ разметки стыков труб | 1989 |
|
SU1618633A1 |
| Способ разметки стыка труб | 1987 |
|
SU1458201A1 |
| Способ разметки стыков основной и стыкуемой труб | 1987 |
|
SU1526981A1 |
| Способ разметки линии пересечения труб | 1987 |
|
SU1523335A1 |
| СПОСОБ ПОДГОТОВКИ СТЫКОВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2288826C1 |
| СПОСОБ РАЗМЕТКИ ОТВЕРСТИЙ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2007 |
|
RU2354537C2 |
Изобретение относится к способам разметки труб и может быть использовано в машиностроении для разметки стыков труб перед сваркой. Цель изобретения - повышение точности разметки путем образования разметочной зоны по наружному диаметру стыкуемой трубы и устранения необходимости построения линии припуска. На стыкуемую трубу 1 надевают насадок 2 с образованием кольцевого зазора между их сопрягаемыми поверхностями. Стыкуемую трубу 1 с насадком 2 монтируют к основной трубе 3 в месте стыковки. В кольцевой зазор подают рабочее вещество, продувку которого осуществляют по всему периметру зазора. На основной трубе 3 образуется зона в виде искривленного кольца с внешним и внутренним контурами. По внутреннему контуру вырезают отверстие для стыкуемой трубы 1. Затем вставляют ее в отверстие и производят сварку. 2 ил. Ё XI Ј кэ о Јь NJ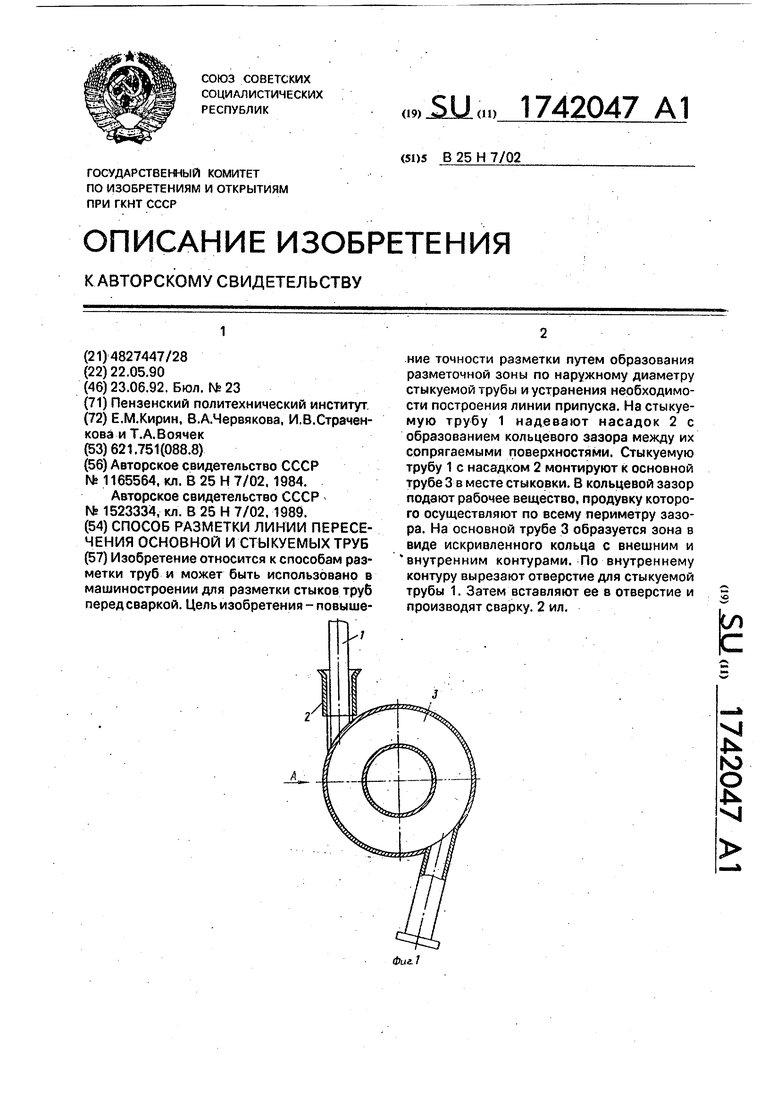
/f:% 1
JV UvA
i F
f
$/гЈ
| Устройство для разметки труб | 1984 |
|
SU1165564A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ разметки стыков труб | 1987 |
|
SU1523334A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
