СО
с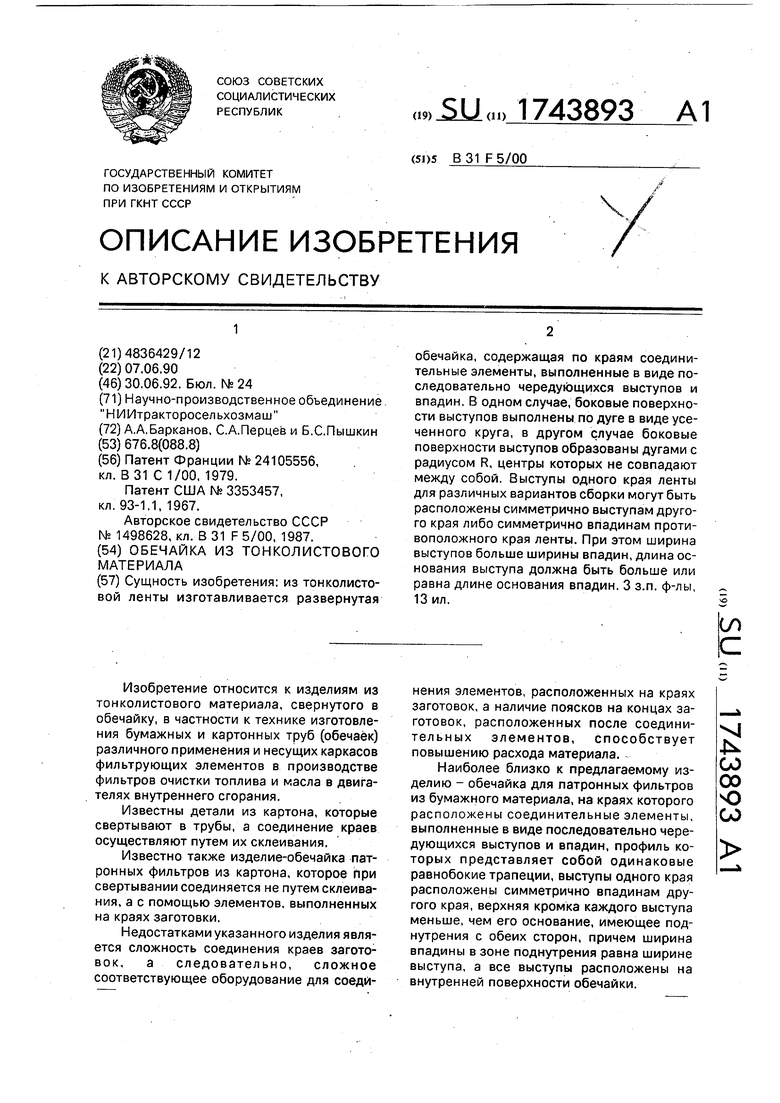
| название | год | авторы | номер документа |
|---|---|---|---|
| Обечайка для патронных фильтров | 1987 |
|
SU1498628A1 |
| Способ изготовления обечаек из ленточного материала | 1987 |
|
SU1611756A1 |
| ОБЕЧАЙКА ДЛЯ УПАКОВКИ ХРУПКИХ ИЗДЕЛИЙ | 1999 |
|
RU2168449C2 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕМНОГО СКРЕПЛЕНИЯ И РАЗМЕЩЕНИЯ ЛИСТОВ С ОТВЕРСТИЯМИ | 1998 |
|
RU2129070C1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ПОДНУТРЕНИЕМ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2043181C1 |
| ОБЕЧАЙКА ДЛЯ УПАКОВКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1999 |
|
RU2168450C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2189927C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ТРУБЫ | 2004 |
|
RU2273540C1 |
| ТРОЙНИК ДЛЯ ДЫМОХОДА | 2020 |
|
RU2731725C1 |
Сущность изобретения: из тонколистовой ленты изготавливается развернутая обечайка, содержащая по краям соединительные элементы, выполненные в виде последовательно чередующихся выступов и впадин. В одном случае, боковые поверхности выступов выполнены по дуге в виде усеченного круга, в другом случае боковые поверхности выступов образованы дугами с радиусом R, центры которых не совпадают между собой. Выступы одного края ленты для различных вариантов сборки могут быть расположены симметрично выступам другого края либо симметрично впадинам противоположного края ленты. При этом ширина выступов больше ширины впадин, длина основания выступа должна быть больше или равна длине основания впадин. 3 з.п. ф-лы, 13 ил.
Изобретение относится к изделиям из тонколистового материала, свернутого в обечайку, в частности к технике изготовления бумажных и картонных труб (обечаек) различного применения и несущих каркасов фильтрующих элементов в производстве фильтров очистки топлива и масла в двигателях внутреннего сгорания.
Известны детали из картона, которые свертывают в трубы, а соединение краев осуществляют путем их склеивания.
Известно также изделие-обечайка патронных фильтров из картона, которое при свертывании соединяется не путем склеивания, а с помощью элементов, выполненных на краях заготовки.
Недостатками указанного изделия является сложность соединения краев заготовок, а следовательно, сложное соответствующее оборудование для соединения элементов, расположенных на краях заготовок, а наличие поясков на концах заготовок, расположенных после соединительных элементов, способствует повышению расхода материала.
Наиболее близко к предлагаемому изделию - обечайка для патронных фильтров из бумажного материала, на краях которого расположены соединительные элементы, выполненные в виде последовательно чередующихся выступов и впадин, профиль которых представляет собой одинаковые равнобокие трапеции, выступы одного края расположены симметрично впадинам другого края, верхняя кромка каждого выступа меньше, чем его основание, имеющее поднутрения с обеих сторон, причем ширина впадины в зоне поднутрения равна ширине выступа, а все выступы расположены на внутренней поверхности обечайки.
VJ
-N СО 00
о со
Недостатки известного изделия следующие: ненадежное соединение соединительных элементов обечаек, выполненных на краях ее заготовки, выраженное в том, что при транспортировке изделие может самораскрыться из-за динамики перемещения (вибрация, деформация, падение изделия с транспортирующего устройства и т.д.), так как от самораскрытия обечайки удерживают только остроконечные поднутрения, расположенные у основания выступов, выполненных в виде равнобоких трапеций, которые при сборке уже сминаются (картон не очень жесткий материал); так как поднутрения выполнены остроконечными, то площади зацепления (сцепления) невелики;
сложность изготовления элементов тре- буетточного выполнения выступов и впадин из ленточного материала,а следовательно, нужна точная фиксация ленты на каждой позиции в зоне обработки, так как неточность выполнения выступов и впадин приводит к их несовпадению и, соответственно, к браку при сборке обечаек.
ненадежность инструмента из-за возможной частой его поломки, особенно при пробивке отверстий в месте поднутрения в связи с малыми их диаметрами, а увеличение диаметров отверстий приводит к уменьшению площади зацепления (сцепления) остроконечных поднутрений, что отрицательно скажется на надежности соединения.
Цель изобретения - повышение надежности соединения ленты при свертывании в трубу за счет упрощения конструкции соединительных элементов.
Указанная цель достигается тем, что труба (обечайка) из тонколистового материала состоит из ленты (заготовки), в частности бумажной, на краях которой расположены соединительные элементы, выполненные в виде последовательно чередующихся выступов и впадин, в одном случае боковые поверхности выступов выполнены по дуге в виде усеченного круга, в другом случае боковые поверхности выступов образованы дугами с радиусами R, центры которых не совпадают между собой, а профили впадин представляют собой одинаковые геометрические фигуры, образованные боковыми поверхностями двух соседних выступов, при этом выступы одного края ленты (заготовки) для различных вариантов сборки могут быть расположены либо симметрично выступам (при сборке получается прямой шов), либо симметрично впадинам (при сборке получается косой - спиральный шов) противоположного края,
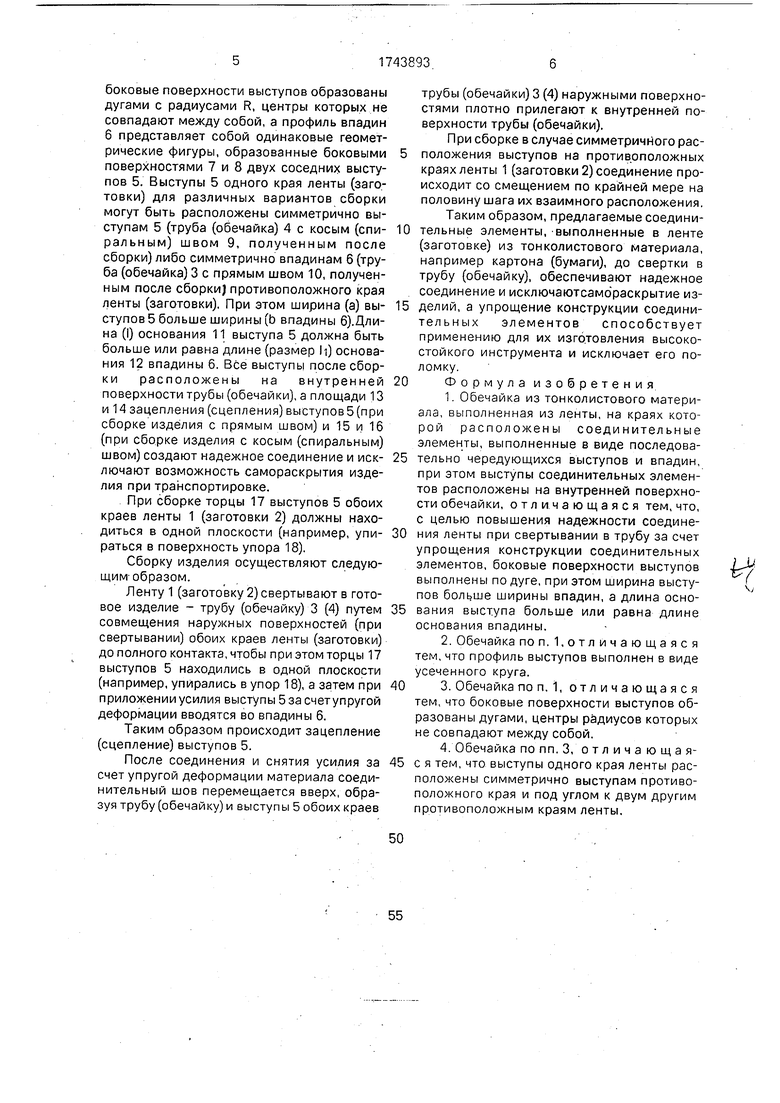
причем ширина (а) выступов больше ширины (Ь) впадин, а длина (I) основания выступа должна быть больше или равна длине (Н) основания впадины, при этом все выступы
5 после сборки расположены на внутренней поверхности трубы (обечайки).
При осуществлении сборки в случае симметрично выполненных выступов и впадин на противоположных краях ленты (за0 готовки) оба края ленты (заготовки) при свертывании в трубу (обечайку) совмещают наружными поверхностями до полного контакта так, чтобы торцы краев находились в одной плоскости, а потом при приложении
5 усилия выступы за счет упругой деформации вводятся во впадины, при этом происходит зацепление (сцепление) выступов, что исключает возможность замина их боковых поверхностей.
0 При сборке ленты (заготовки) в изделие в случае симметрично выполненных выступов на противоположных краях необходимо смещать выступы относительно впадин по крайней мере на половину шага их взаимно5 го расположения. При таком варианте сборки соединительный шов располагается по образующей трубы (обечайки) по спирали, за счет чего увеличивается длина шва, а следовательно, его прочность.
0 Таким образом, площадь зацепления (сцепления) выступов и впадин двух вариантов сборки значительная, что исключает возможность самораскрытия трубы (обечайки) при ее транспортировке.
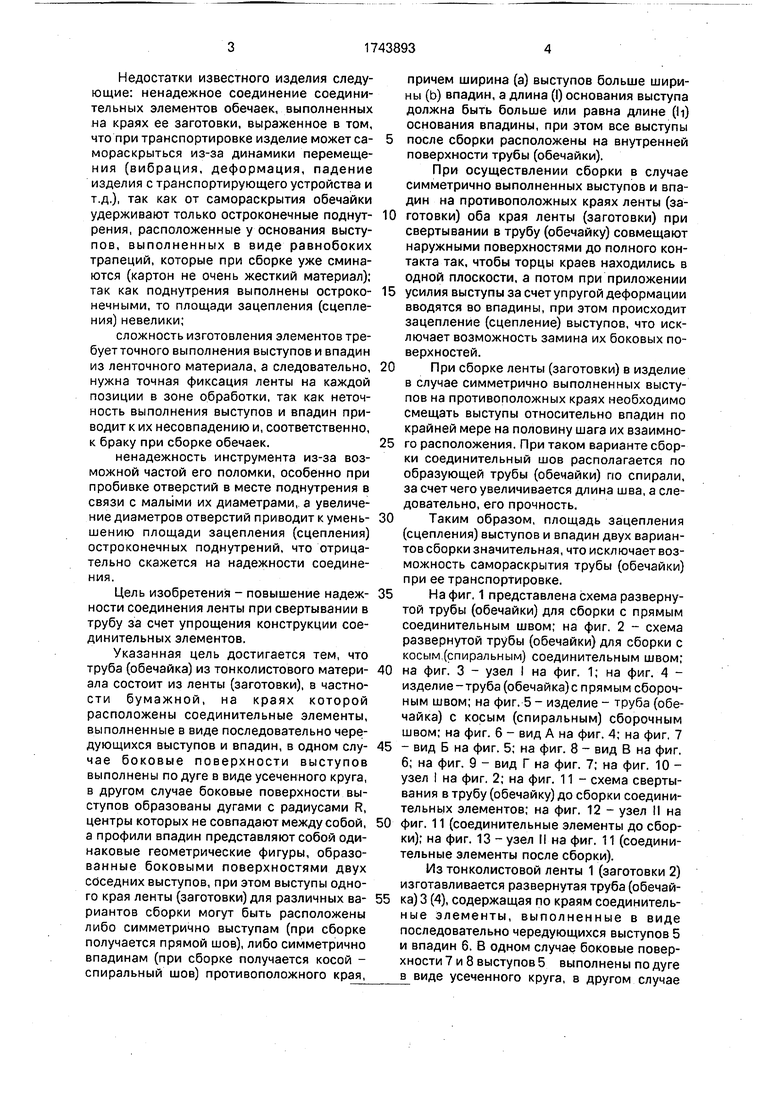
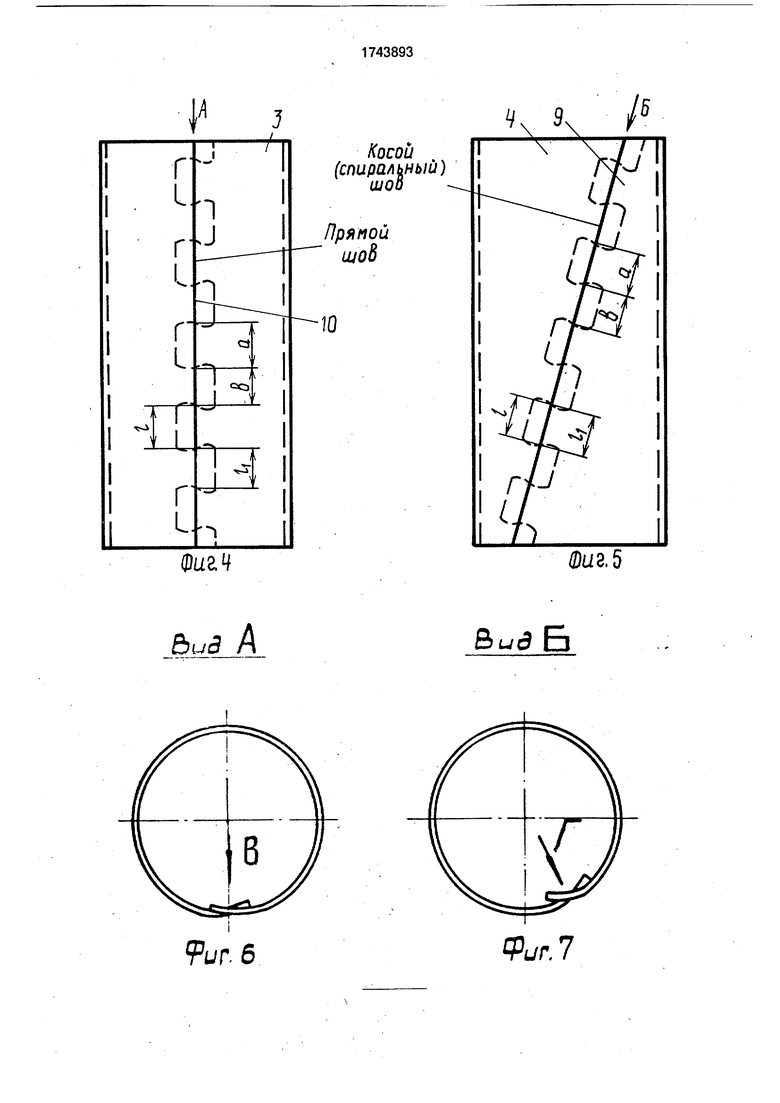
5 На фиг. 1 представлена схема развернутой трубы (обечайки) для сборки с прямым соединительным швом; на фиг. 2 - схема развернутой трубы (обечайки) для сборки с косым (спиральным) соединительным швом;
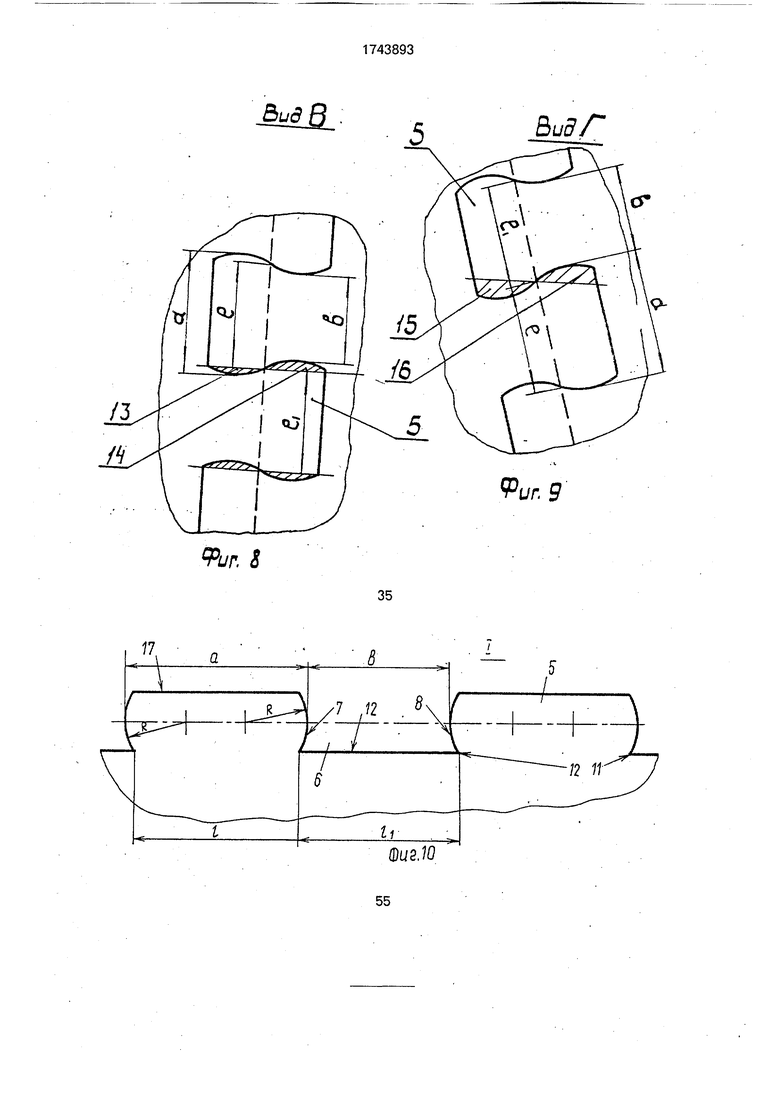
0 на фиг. 3 - узел I на фиг. 1; на фиг. 4 - изделие-труба (обечайка) с прямым сборочным швом; на фиг. 5 - изделие - труба (обечайка) с косым (спиральным) сборочным швом; на фиг. 6 - вид А на фиг. 4; на фиг. 7
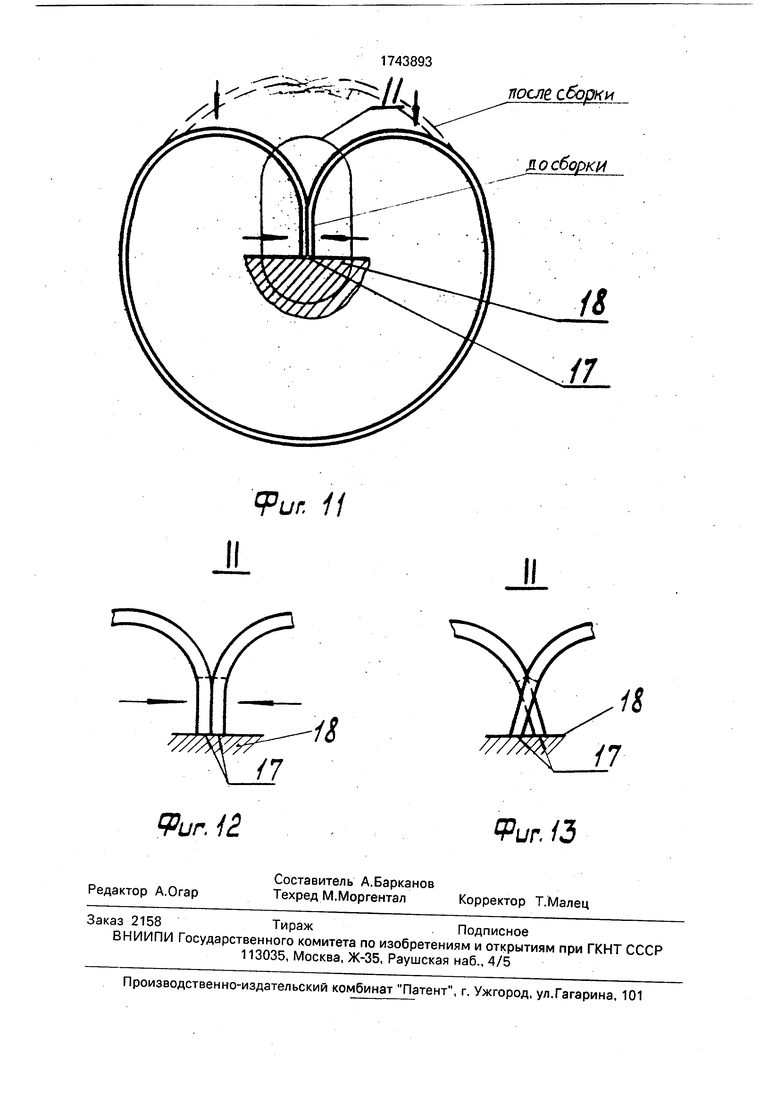
5 - вид Б на фиг. 5; на фиг. 8 - вид В на фиг. 6; на фиг. 9 - вид Г на фиг. 7; на фиг. 10 - узел I на фиг. 2; на фиг. 11 - схема свертывания в трубу (обечайку) до сборки соединительных элементов; на фиг. 12 - узел II на
0 фиг. 11 (соединительные элементы до сборки); на фиг. 13 - узел II на фиг. 11 (соединительные элементы после сборки).
Из тонколистовой ленты 1 (заготовки 2) изготавливается развернутая труба (обечай5 ка) 3 (4), содержащая по краям соединитель- ные элементы, выполненные в виде последовательно чередующихся выступов 5 и впадин 6. В одном случае боковые поверхности 7 и 8 выступов 5 выполнены по дуге
усеченного круга, в другом случае
боковые поверхности выступов образованы дугами с радиусами R, центры которых не совладают между собой, а профиль впадин 6 представляет собой одинаковые геометрические фигуры, образованные боковыми поверхностями 7 и 8 двух соседних выступов 5. Выступы 5 одного края ленты (заготовки) для различных вариантов сборки могут быть расположены симметрично выступам 5 (труба (обечайка) 4 с косым (спи- ральным) швом 9, полученным после сборки) либо симметрично впадинам б (труба (обечайка) 3 с прямым швом 10, полученным после сборки} противоположного края ленты (заготовки). При этом ширина (а) выступов 5 больше ширины (Ь впадины 6).Дли- на (I) основания 11 выступа 5 должна быть больше или равна длине (размер И) основания 12 впадины 6. Все выступы после сборки расположены на внутренней поверхности трубы (обечайки), а площади 13 и 14 зацепления (сцепления) выступов 5 (при сборке изделия с прямым швом) и 15 и 16 (при сборке изделия с косым (спиральным) швом) создают надежное соединение и исключают возможность самораскрытия изделия при транспортировке.
При сборке торцы 17 выступов 5 обоих краев ленты 1 (заготовки 2) должны находиться в одной плоскости (например, упираться в поверхность упора 18).
Сборку изделия осуществляют следующим образом.
Ленту 1 (заготовку 2) свертывают в готовое изделие - трубу (обечайку) 3 (4) путем совмещения наружных поверхностей (при свертывании) обоих краев ленты (заготовки) до полного контакта, чтобы при этом торцы 17 выступов 5 находились в одной плоскости (например, упирались в упор 18), а затем при приложении усилия выступы бзасчетупругой деформации вводятся во впадины 6.
Таким образом происходит зацепление (сцепление) выступов 5.
После соединения и снятия усилия за счет упругой деформации материала соединительный шов перемещается вверх, образуя трубу (обечайку) и выступы 5 обоих краев
трубы (обечайки) 3 (4) наружными поверхностями плотно прилегают к внутренней поверхности трубы (обечайки).
При сборке в случае симметричного расположения выступов на противоположных краях ленты 1 (заготовки 2) соединение происходит со смещением по крайней мере на половину шага их взаимного расположения. Таким образом, предлагаемые соединительные элементы, выполненные в ленте (заготовке) из тонколистового материала, например картона (бумаги), до свертки в трубу (обечайку), обеспечивают надежное соединение и исключаютсамо раскрытие изделий, а упрощение конструкции соединительных элементов способствует применению для их изготовления высокостойкого инструмента и исключает его поломку.
Формула изобретения
Линия резки /
б Т JL // /5/72
фиг. г
Фиг.З
Косой
(спиральный) шоо
Прямой шоВ
ш
А
9иг.6
Ц 9
i J
/
л
фиг. 5
Вид Б
Фиг.7
.
%л 8
Bu9/
Фиг. 9
Фиг JO
Фиг. 11
II
лоспе сборки
до сборки
II
| Патент Франции № 24105556, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Патент США № 3353457, кл | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Обечайка для патронных фильтров | 1987 |
|
SU1498628A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
