Предлагаемое изобретение относится к области машиностроения, может использоваться в технологических процессах изготовления сложных тонкостенных сварных изделий с толстостенными навесными элементами. Полученные при этом изделия могут эксплуатироваться в тяжелых условиях, при максимальных нагрузках в горной и дорожно-строительной технике, так как обеспечивают надежность в работе.
Технический результат направлен на повышение технологичности, на снижение фактора воздействия сварочных деформаций при короблении конструкции изделия, на улучшение качества сварного шва.
Техническая проблема направлена на обеспечение высокой размерной точности свариваемых элементов конструкции, а именно на обеспечение гарантированной параллельности осей трубчатых элементов и прямолинейности трубчатых элементов.
Известен способ изготовления сложных осесимметричных сварных конструкций по патенту № 2409457 «СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ», включающий выполнение в обечайке отверстий для приварки внутренних элементов, сборку обечайки с элементами в сборочно-сварочном приспособлении, приварку элементов через отверстия в обечайке методом электрозаклепки плавящимся электродом в среде углекислого газа. Отверстия в обечайке выполняют конгруэнтно торцам привариваемых элементов, при этом привариваемые элементы устанавливают с технологическим зазором к внутренней поверхности обечайки, а сварку осуществляют на водоохлаждаемой подкладке, на поверхность которой в местах формирования корня шва наносят тугоплавкое покрытие, при этом приварку элементов осуществляют вдоль образующей обечайки при каждом ее повороте вокруг центральной осевой линии на заданную величину.
Недостатком данного способа является отсутствие возможности нанесения тугоплавкого покрытия на свариваемых поверхностях тонкостенных трубчатых элементов в местах формирования корня шва в случае, если угол между касательными к поверхности трубчатых элементов мал и составляет менее 20 градусов, а длина свариваемого шва составляет не более 600 мм. Также необходимо отметить, что в данном способе необходимо предварительно выполнить отверстия для последующего выполнения метода электрозаклепывания, что приводит к относительному ослаблению конструкции и как следствие к появлению дополнительных напряжений.
Известен способ изготовления тонкостенной осесимметричной сварной конструкции с трубчатыми толстолистовыми навесными элементами по патенту № 2458768 «СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ», содержащий трубчатый каркас с торцевыми фланцами, включающий сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов и мехобработку. В трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса и технологические отверстия, трубчатый каркас выполняют в виде тонкостенной разнотолщинной обечайки, в утолщениях которой мехобработкой формируют упоры для навесных элементов, при этом предварительно на участок обечайки под установку левого торцевого фланца с поднутрением наносят защитное покрытие, затем осуществляют предварительную сборку с использованием стапеля с роликоопорой, с торцов обечайки вставляют до упоров два средних навесных элемента, затем устанавливают торцевые фланцы, далее собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, прижимая торцевые фланцы, производят прихватку левого торцевого фланца, далее сборку ведут последовательно слева направо с позиционированием положения каждого последующего элемента относительно предыдущего с помощью приспособлений и технологических отверстий с фиксацией каждого элемента прихватками, контролируют точность позиционирования, затем осуществляют автоматическую сварку в среде защитных газов, сваренную конструкцию подвергают пневмоиспытаниям.
Недостатком данного способа является невозможность обеспечить прихватку и сварку навесных элементов и выполнить единовременно и последовательно поворот (кантовку на 270 градусов) конструкции в сварочном приспособлении, не нарушая обеспечение гарантированной параллельности осей трубчатых элементов, прямолинейности. Также необходимо отметить, что в данном способе необходимо выполнять механическую обработку, что, безусловно, создаст дополнительные напряжения при установке в специальное станочное приспособление, в результате чего уменьшается точность геометрических характеристик изготовляемых изделий, теряется зависимость точностных параметров конструкции от базовых элементов.
Известен способ изготовления теплообменной панели из трубчатых заготовок по патенту № 2659539 «СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБНЫХ ЗАГОТОВОК», при осуществлении которого изделия из трубных заготовок устанавливают в сварочной оснастке, сваривают подлежащие соединению заготовки лазерным лучом в соответствии с заданными параметрами, охлаждают зону сварки инертным газом, а свариваемые заготовки - по всему объему путем подачи охлаждающей жидкости. Согласно предлагаемому изобретению охлаждение свариваемых заготовок по их объему осуществляют путем подачи охлаждающей жидкости в полости свариваемых заготовок, сварку осуществляют последовательно по этапам, сваривая на первом этапе заготовки попарно, на втором этапе парные сваренные заготовки сваривают между собой в блоки, а на последующих этапах полученные блоки сваривают между собой до получения требуемого размера изделия, причем поддерживают параметры сварки постоянными на этапах изготовления изделия путем регулирования расхода охлаждающей жидкости.
Недостатком данного способа является необходимость постоянной подачи охлаждающей жидкости с регулированием расхода, что является необоснованно сложным для конструкции, состоящей из тонкостенных трубчатых элементов, так как необходимо обеспечивать замкнутый контур, в результате чего происходит ослабление конструкции, состоящей из тонкостенных трубчатых элементов. А это, в свою очередь, обязательно приведет к потерям гарантированной параллельности осей трубчатых элементов, их прямолинейности.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления такого рода изделий (конструкций) по патенту № 2458768, МПК8 B23K 31/02, МПК8 B23K 33/00, МПК8 B23K 9/16, МПК8 B23K 101/12, МПК8, опубл. 20.08.2012 г., бюл. № 23, принятый авторами за прототип, содержащий трубчатый каркас с торцевыми фланцами, обеспечивающий сборку в сварочном приспособлении, электродуговую сварку плавлением в среде защитных газов и дальнейшую механическую обработку. При осуществлении данного способа достигается задача - обеспечение требуемой прочности конструкции, пространственного позиционирования привариваемых элементов и повышение технологичности изготовления.
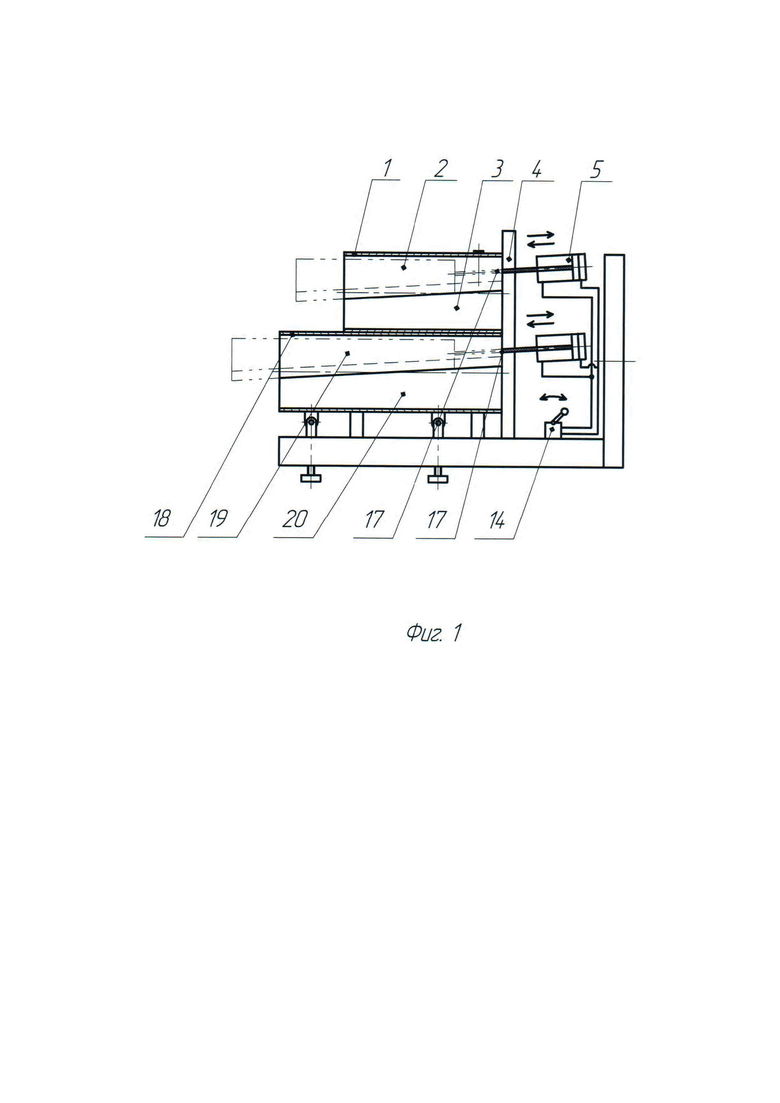
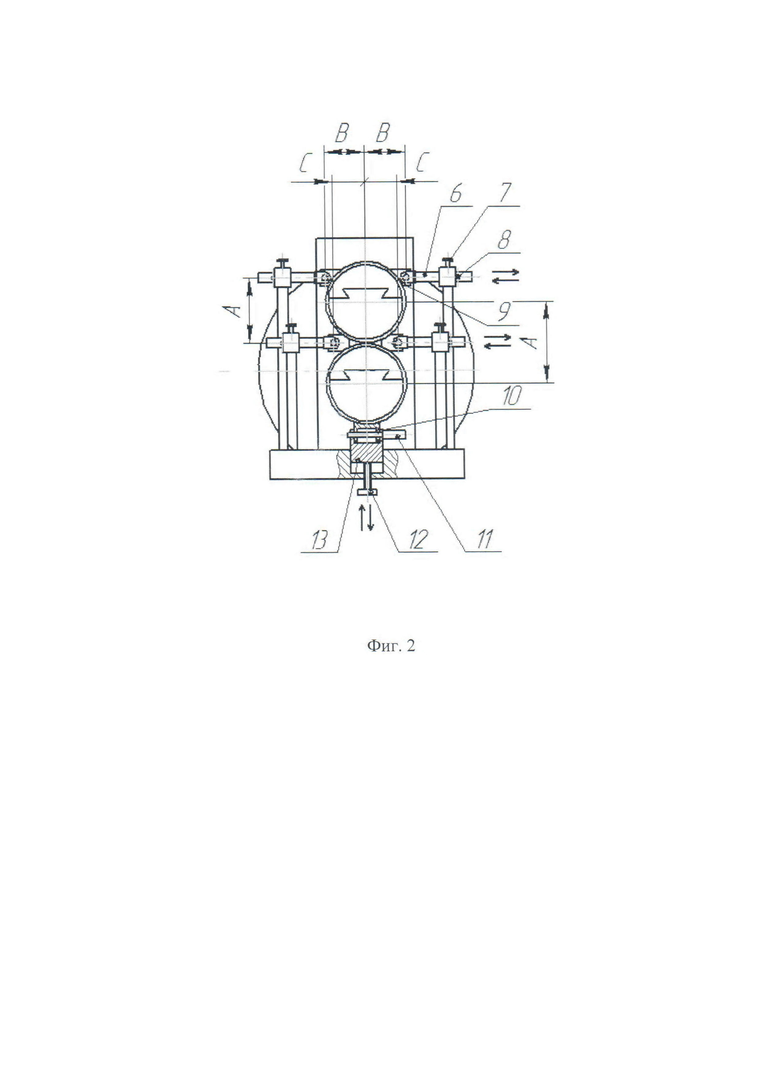
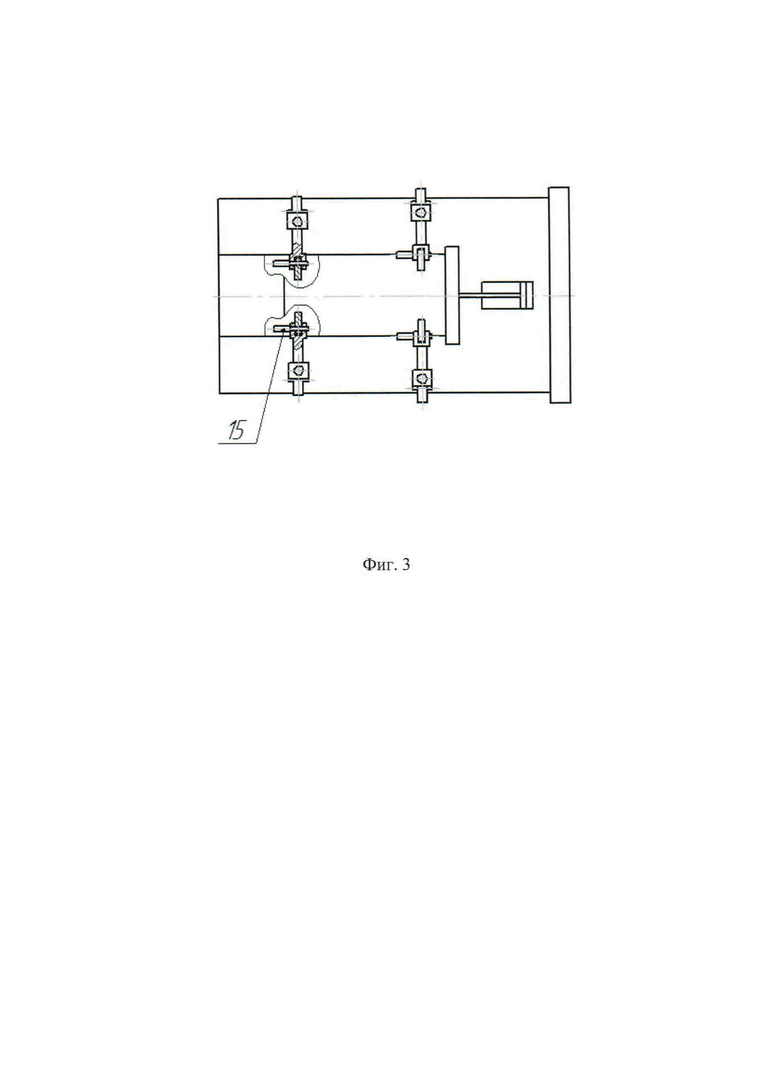
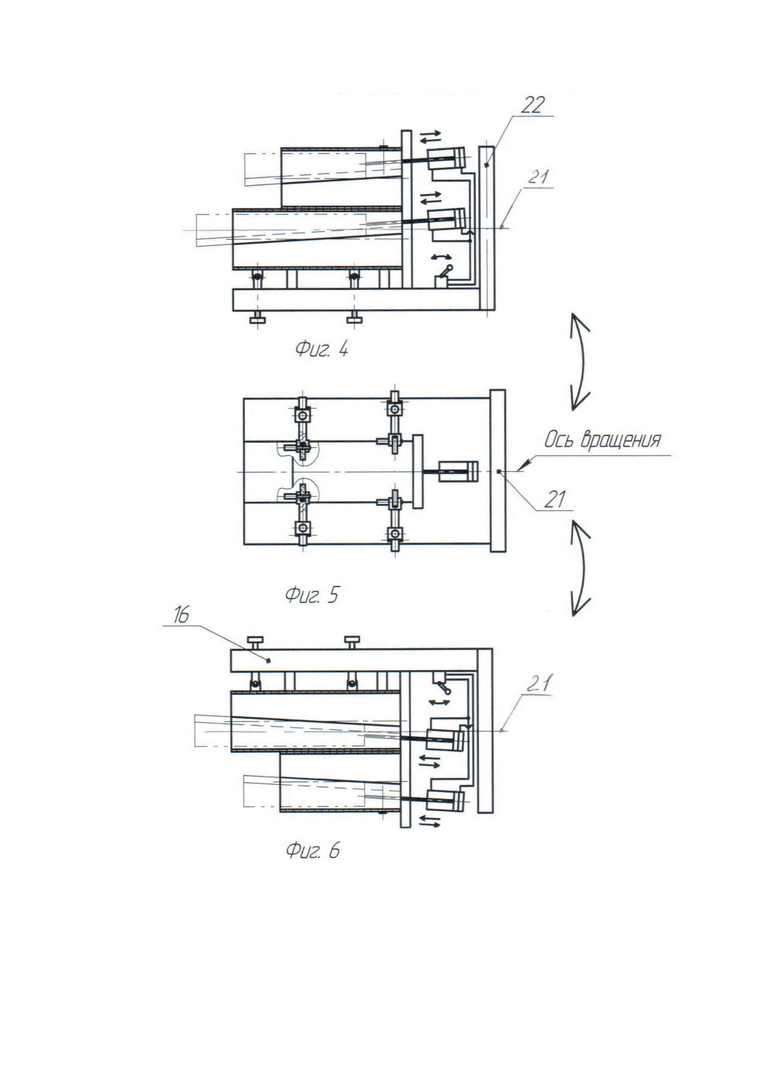
Сущность предлагаемого изобретения, способа изготовления сложного тонкостенного сварного изделия с толстостенными навесными элементами, поясняется фигурами, на которых представлена сварочная оснастка, где на фиг.1 представлен вид спереди, на фиг 2 - вид слева, на фиг. - 3 и фиг. 5 - вид сверху сварочной оснастки - устройства для сварки трубчатых элементов. На фиг. 4 и 6 изображены два положения устройства для сварки трубчатых элементов при вращении плиты поворотной, поз. 16.
При осуществлении способа изготовления сложного тонкостенного сварного изделия с толстостенными навесными элементами предварительно механически обрабатывают толстостенные навесные элементы, изготовленные из стали, в том числе из тонколистовой конструкционной углеродистой стали, методом штамповки с возможностью формирования ребер жесткости, отверстий, пазов и отогнутых плоскостей под различными углами. Толщина толстостенных навесных элементов s1, s1≥7s, где s - толщина трубчатого элемента. Сложное тонкостенное сварное изделие содержит каркас, который состоит как минимум из двух полых трубчатых элементов, каждый из которых имеет преимущественно форму тела вращения, у всех трубчатых элементов есть, как минимум, один общий торец. Трубчатый элемент может быть выполнен в виде трубы или стакана. Трубчатые элементы могут быть изготовлены методом штамповки. Первоначально устанавливают трубчатые элементы, поз. 1 и поз. 18 на неподвижные оправки, поз. 3 и поз. 20 соответственно в сварочную оснастку - устройство для сварки трубчатых элементов. Установка осуществляется последовательно: сначала устанавливается до упора в общее основание, поз. 4, ближайший к поворотной плите, поз. 16, сформированный трубчатый элемент, поз. 18, а потом равномерно заводится трубчатый элемент, поз. 1, наиболее удаленный от поворотной плиты, поз. 16, с возможностью разжима трубчатых элементов подвижным разжимным элементом - пневматическим клиновым фиксатором, поз. 2 и поз. 19. Далее осуществляют контроль выставки трубчатых элементов по центратору - шаблону с функцией центрирования, имеющему планку, с вырезом, совпадающим по форме с вертикальным сечением верхнего трубчатого элемента. Рукояткой крана, поз. 14, с помощью пневмоцилиндров, поз. 5, перемещают подвижные разжимные элементы - клиновые фиксаторы, поз. 2 и поз. 19 до упора. Отогнутые плоскости верхней трубы дополнительно могут прижиматься пневматическим зажимом (на фигурах не показано) до упора с усилием.
Далее прихватывают жестко закрепленные трубчатые элементы электродуговой сваркой (в том числе в среде защитных газов прерывистым швом №2 (50/120) с обеспечение отклонения от кривизны до 1 мм автоматической электродуговой сваркой с контролем режимов сварки по приборам (I = 120 ± 20 А; QСО2 = 8 - 10 л/мин; Uд = 20 ± 2 В; ПС = Н; Пл = О)). Далее подлежащие соединению трубчатые элементы приваривают по их боковым поверхностям продольным швом, электродуговой сваркой (в том числе в среде защитных газов) в сварочной оснастке - в устройстве для сварки трубчатых элементов, в том числе в положении, указанном на фиг. 6. Плита поворотная, поз. 16, может вращаться вокруг горизонтальной оси устройства для сварки трубчатых элементов, поз. 21, (далее - оси вращения).
Фиксацию толстостенных навесных элементов производят за счет наличия прижимных элементов, в том числе: прижимной планки, поз. 6, винта нажимного, поз.7, упора, поз. 8, оси, поз. 11, винта нажимного, поз. 12 и прижима, поз. 13. Толстостенные навесные элементы, в том числе в виде зацепа, поз. 9, подводят до упора к трубчатым элементам, в том числе возможностью с обеспечения зазора в диапазоне от 0,2 до 1,2 мм. Далее толстостенные навесные элементы фиксируют прижимными элементами, в том числе винтами нажимными поз. 7, упорами, поз. 8, и прижимной планкой, поз. 6. В частном случае осуществления изобретения устанавливают толстостенный навесной элемент, в том числе в виде вилки, поз. 10, на прижимной элемент, в том числе прижим, поз. 13, и ось, поз. 11, для центрирования узла и поднимают вверх до упора с помощью винта нажимного, поз. 12, при этом контролируют визуально отсутствие зазоров между толстостенными навесными элементами, в том числе вилкой, поз. 10, и осью, поз. 11. На фиг. 3 продемонстрирован частный случай осуществления изобретения, при котором прижимной элемент, ось, поз. 15, расположена параллельно горизонтальной оси подвижного разжимного элемента. Далее прихватывают к трубчатым элементам жестко закрепленные толстостенные навесные элементы электродуговой сваркой (в том числе автоматической электродуговой сваркой в среде защитных газов с контролем режимов сварки по приборам (I = 120 ± 20 А; QСО2 = 8 - 10 л/мин; Uд = 20 ± 2 В; ПС = Н; Пл = О)) с возможностью обеспечения выдержки сложного тонкостенного сварного изделия в сварочной оснастке - в устройстве для сварки трубчатых элементов 10-15 мин с целью снижения затрат на подгонку и обеспечения требований чертежа)), после чего приваривают толстостенные навесные элементы к трубчатым элементам электродуговой сваркой (в том числе автоматической электродуговой сваркой в среде защитных газов с контролем режимов сварки по приборам (I = 120 ± 20 А; QСО2 = 8 - 10 л/мин; Uд = 20 ± 2 В; ПС = Н; Пл = О)) с возможностью поворота каркаса сложного тонкостенного сварного изделия на любой угол, например на 180 градусов (см. фиг. 6), благодаря тому, что плита поворотная может поворачиваться вокруг оси вращения, поз. 21, на угол в диапазоне от 0 до 360 градусов. После приваривания выполняем освобождение прижимных элементов, в том числе оси, поз. 11, в том числе рукоятками винта нажимного, поз. 7, и винта нажимного, поз. 12 при выдвижении прижимных планок, поз.6. Сварку всех позиций труб и зацепов выполняют с возможностью поворота относительно оси вращения - горизонтальной оси плиты поворотной, поз. 21, для обеспечения свободного доступа сварочной горелки в зону сварки, как показано на фиг. 4 и на фиг. 6. Поворот производят вращением вручную на необходимый угол. После чего снимают сложное тонкостенное сварное изделие с толстостенными навесными элементами со сварочной оснастки - с устройства для сварки трубчатых элементов. Для обеспечения свободного снятия сварного изделия в частном примере осуществления изобретение рукояткой крана, поз. 14, и при помощи движения штока пневмоцилиндра, поз. 5, выполняют перемещение подвижных разжимных элементов - клиновых фиксаторов, поз. 2 и поз. 19, в начальное положение. Далее сварное изделие снимают со сварочной оснастки и контролируют выполненные работы на специальном стенде.
Новая совокупность существенных признаков, включающаяся оригинальную сварочную оснастку - устройство для сварки трубчатых элементов, а также наличие связей между существенными признаками, позволяют достигнуть следующий технический результат, снижение фактора воздействия сварочных деформаций на коробление конструкции, улучшение качества сварного шва. Оригинальная сварочная оснастка состоит, как минимум, из двух оправок, поз. 1, имеющих форму трубы, закрепленных на общем основании, поз. 4., с возможностью разжима трубчатых элементов разжимным элементом - клиновым фиксатором, поз. 2 и поз. 19, работающим при помощи пневмоцилиндра, с возможностью выставки отогнутых плоскостей. Оправки полые и состоят, как минимум из двух частей, подвижного разжимного элемента - клинового фиксатора, поз. 2 и поз. 19, и неподвижной части - неподвижной оправки, поз. 3 и поз. 20. Подвижный разжимной элемент двигается поступательно. Подвижный разжимной элемент (клиновой фиксатор) может быть выполнен в виде формы «ласточкин хвост» с коническим выходом под углом 8 градусов для обеспечения требуемого усилия при движении штока пневмоцилиндров, поз. 5. Он находится внутри каждой из оправок, его функцией является разжимание трубчатого элемента и его жесткое фиксирование на оправке. Форма оправки и фиксатора выполняется с условием, что вертикальное сечение каждой оправки в рабочем состоянии образует окружность (части оправки разжимаются до величины окружности, заданной технологически). К общему основанию, поз. 4, крепятся все оправки одной из двух своих торцевых поверхностей, вертикальная ось основания, поз. 22, перпендикулярна оси вращения, поз. 21. Плита поворотная жестко соединена с общим основанием, поз. 4. Плита поворотная, поз. 16, а соответственно и общее основание, поз. 4, остаются подвижными при приваривании трубчатых элементов друг к другу по боковой поверхности, так как возможно приваривание, как в положении на фиг. 4, так и на фиг. 6. Общее основание, поз. 4, остается неподвижным при прихватывании трубчатых элементов сложного тонкостенного сварного изделия и при прихватывании толстостенных навесных элементов по их боковой поверхности. При этом оси оправок, поз. 17, всегда находятся в горизонтальном положении, и они параллельны друг другу. Оригинальная конструкция устройства для сварки трубчатых элементов, описанная выше и имеющая подвижную и неподвижную части, с возможностью поворота плиты поворотной, поз. 16, вокруг оси вращения, поз. 21, на угол в диапазоне от 0 до 360 градусов, позволяет производить не только разжимание трубчатых элементов, необходимое для того, чтобы в процессе охлаждения сложного тонкостенного сварного изделия и кристаллизации сварных швов, происходило удержание положения трубчатых элементов и их формы, а также позволяет расположить в пространстве трубчатые элементы в любом положении, в результате чего, снижается воздействие сварочных деформаций при короблении конструкции изделия, улучшается качество сварного шва при прихватывании и приваривании, как трубчатых элементов, так и толстостенных навесных элементов к трубчатым элементам. В результате чего достигается высокая размерная точность свариваемых элементов конструкции, а именно обеспечивается гарантированная параллельность осей трубчатых элементов и их прямолинейность.
Способ изготовления сложного тонкостенного сварного изделия с толстостенными навесными элементами используется на предприятии Акционерное общество «Научно-производственная корпорация «Уралвагонзавод» имени Ф.Э. Дзержинского» для изготовления сложных тонкостенных сварных изделий с толстостенными навесными элементами.
Источники информации:
1. Патент № 2409457 «СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ», опубл. 20.01.2011;
2. Патент № 2458768 «СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ», опубл. 20.08.2012;
3. Патент № 2659539 «СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБНЫХ ЗАГОТОВОК», опубл. 02.07.2018.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сложно-комбинированного осесимметричного сварного изделия | 2020 |
|
RU2741737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-КОМБИНИРОВАННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2011 |
|
RU2456146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ ЭЛЕМЕНТОВ С АРМАТУРОЙ | 1993 |
|
RU2053078C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
Предлагаемый способ может быть использован при изготовлении сложных тонкостенных сварных изделий с толстостенными навесными элементами. Осуществляют прихватку и приваривание трубчатых элементов по их боковым поверхностям продольным швом. Приваривают толстостенные навесные элементы к тонкостенным сваренным трубчатым элементам. Используют сварочную оснастку, имеющую две полые трубчатые оправки, закрепленные одной из своих торцевых сторон на общем основании, жестко соединенном с поворотной плитой с возможностью ее вращения от 0 до 360°. Жесткую фиксацию свариваемых элементов производят с помощью разжимных элементов, выполненных с возможностью поступательного перемещения. Сварочная оснастка гарантирует параллельность осей трубчатых элементов, позволяет снизить воздействие сварочных деформаций при короблении конструкции изделия и повысить качество сварного шва при прихватывании и приваривании трубчатых элементов и толстостенных навесных элементов. 4 з.п. ф-лы, 6 ил.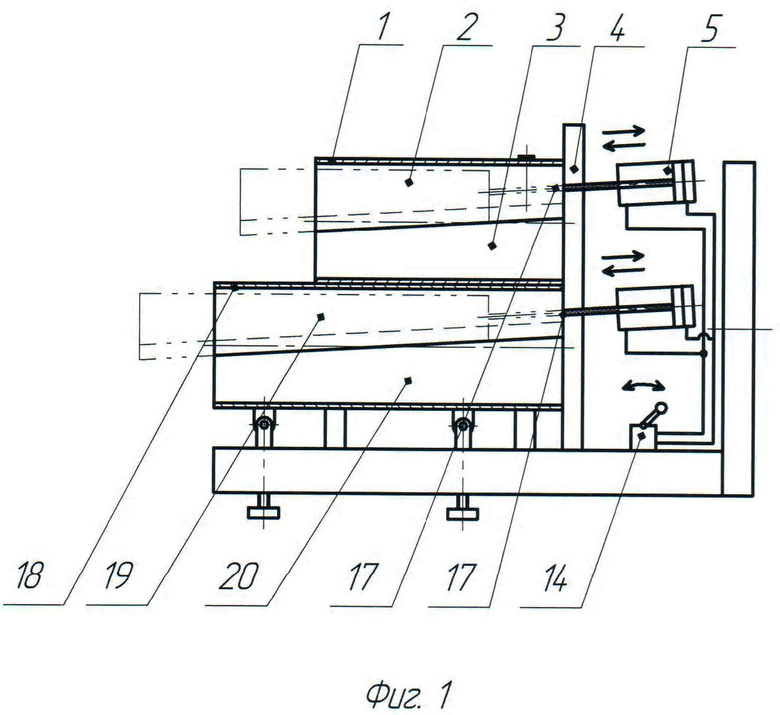
1. Способ изготовления сварного изделия, содержащего каркас, состоящий из по меньшей мере двух соединенных тонкостенных трубчатых элементов, каждый из которых имеет преимущественно форму тела вращения, расположенных с образованием по меньшей мере одного общего торца, и приваренные к каркасу толстостенные навесные элементы толщиной s1, при этом s1≥7s, где s – толщина трубчатого элемента, включающий предварительную механическую обработку толстостенных навесных элементов, установку и закрепление трубчатых элементов в сварочной оснастке, прихватывание электродуговой сваркой закреплённых трубчатых элементов по их боковой поверхности и последующее приваривание электродуговой сваркой подлежащих соединению трубчатых элементов по их боковой поверхности продольным швом, после чего осуществляют прихватывание к трубчатым элементам толстостенных навесных элементов, жёстко зафиксированных при помощи прижимных элементов, и их приваривание электродуговой сваркой, при этом используют сварочную оснастку, содержащую поворотную плиту, установленную с возможностью поворота вокруг ее оси вращения на угол в диапазоне от 0 до 360° в процессе сварки трубчатых элементов и приварки к ним навесных элементов, по меньшей мере две полые оправки в форме труб, горизонтальные оси которых параллельны друг другу, закрепленные одной из своих торцевых сторон в горизонтальном положении на общем основании, которое жестко соединено с поворотной плитой перпендикулярно оси ее вращения и оснащено механизмом торможения, при этом закрепление каждого свариваемого трубчатого элемента производят на упомянутых оправках сварочной оснастки и осуществляют их жесткую фиксацию посредством разжимных элементов, размещенных в каждой оправке и выполненных с возможностью поступательного движения с помощью пневмоцилиндров.
2. Способ по п.1, отличающийся тем, что толстостенные навесные элементы изготовлены из стали методом штамповки с возможностью формирования ребер жесткости, отверстий, пазов и отогнутых плоскостей под различными углами.
3. Способ по п.2, отличающийся тем, что толстостенные навесные элементы изготовлены из конструкционной углеродистой стали.
4. Способ по п.1, отличающийся тем, что трубчатые элементы изготовлены методом штамповки.
5. Способ по п.1, отличающийся тем, что подвижный разжимной элемент выполнен в виде формы «ласточкин хвост» с коническим выходом под углом 8° для обеспечения требуемого усилия для зажима и разжима тонкостенных трубчатых элементов сварного изделия.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2008 |
|
RU2389592C1 |
| Способ присоединения технологических элементов к трубопроводу,находящемуся под давлением | 1983 |
|
SU1199546A1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| БАШЕННЫЙ КРАН | 1996 |
|
RU2099273C1 |

