Изобретение относится к целлюлозно- бумажной промышленности и касается способа управления процессом варки целлюлозы в вертикальных аппаратах непрерывного действия.
Качество вырабатываемой целлюлозы зависит от многих параметров варочного процесса, которые можно разделить на неуправляемые и управляемые. К неуправляемым параметрам относится химический состав древесного сырья. Управляемыми параметрами являются температура, время, гидромодуль варки, а также удельный расход химического реагента, подаваемого на варку.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ управления процессом варки целлюлозы, который позволяет более точно определить Н-фактор варки за счет определения температуры по высоте стенок варочного аппарата для каждого элементарного слоя варочного котла. Рассматриваемый способ управления процессом варки предусматривает определение по текущей концентрации эффективной щелочи (ЭЩ) в циркуляционной зоне варочного аппарата и требуемой жесткости целлюлозы заданного значения Н-фактора, которое сравнивается с рассчитанным по температурному профилю и в соответствии с текущей производительностью варочного аппарата. В зависимости от сигнала рассогласования заданной и текущей величин Н- фактора меняется расход пара, подаваемого в теплообменник, меняя тем2
ел VI ю
XI
ературу щелока, направляемого по линии иркуляции в циркуляционную зону варочого аппарата, где осуществляется нагрев ревесного материала.
Рассматриваемый способ осуществлятся по схеме, включающей измерительную систему контактных датчиков температуры, расположенных по высоте стенок варочного аппарата, датчик концентрации эффективной щелочи в зоне циркуляции, датчик скорости вращения дозатора щепы, подаваемой на варку, блок расчета Н-факто- ра варки по температурному профилю и текущей производительности варочной установки, блок расчета заданного Н-факто- ра в соответствии с требуемой жесткостью целлюлозы и концентрации ЭЩ, регулятор стабилизации Н-фактора.
Достоинством рассматриваемого способа управления является более точное определение Н-фактора варки, к недостаткам относятся следующие обстоятельства. Управление процессом не опирается на реальные показатели качества вырабатываемой целлюлозы. По-прежнему детерминирован- но задана зависимость жесткости целлюло- зь от Н-фактора варки и концентрации химического реагента. Не учтено то обстоятельство, что в циркуляционной зоне варочного аппарата возможен неполный прогрев слоя пакета щепы, т.е. не исключено то, что по радиусу слоя, выходящего из зоны циркуляции, существует перепад температур (ненулевой градиент температуры по радиусу). В этом случае температура на граничной поверхности слоя отлична от средней температуры слоя, что приводит к занижению величины Н-фактора варки, рассчитанной по показаниям датчиков, расположенных по высоте стенки котла.
Стремясь поддержать рассчитанный Н- фактор на требуемом уровне, система, управляющая процессом в соответствии с рассматриваемым способом, завышает реальную величину Н-фактора варки, вследствие чего целлюлоза на выходе из варочного аппарата обладает жесткостью ниже заданной и меньшим выходом, что существенно снижает экономическую эффективность функционирования варочной установки.
Целью изобретения является повышение качества вырабатываемой целлюлозы. Поставленная цель достигается тем, что в способе автоматического управления процессом непрерывной варки сульфатной целлюлозы, заключающемся в стабилизации жесткости целлюлозы путем регулирования расходов древесины и химического реагента, подаваемых на варку, температуры циркулирующего щелока, подаваемого в зону
нагрева, расчета Н-фактора варки по температурному профилю поверхности котла, и количества непровара на выходе из варочного аппарата, дополнительно определяют
среднюю температуру слоя пакета древесины по перепаду температуры циркулирующего щелока после теплообменника и температуры стенки варочного аппарата на нижней границе зоны циркуляции, и по пол0 ученным значениям корректируют расход щелока в линии циркуляции, прогнозируют величину жесткости целлюлозы по рассчитанной величине Н-фактора варки для слоя, выходящего из варочной зоны аппарата, и
5 величине концентрации химического реагента, по величине рассогласования, прогнозируемой с заданной величиной, корректируют температуру варки, а по величине степени непровара целлюлозы и пол0 ученному значению Н-фактора варки определяют удельный расход химического реагента, по которому корректируют его текущий расход.
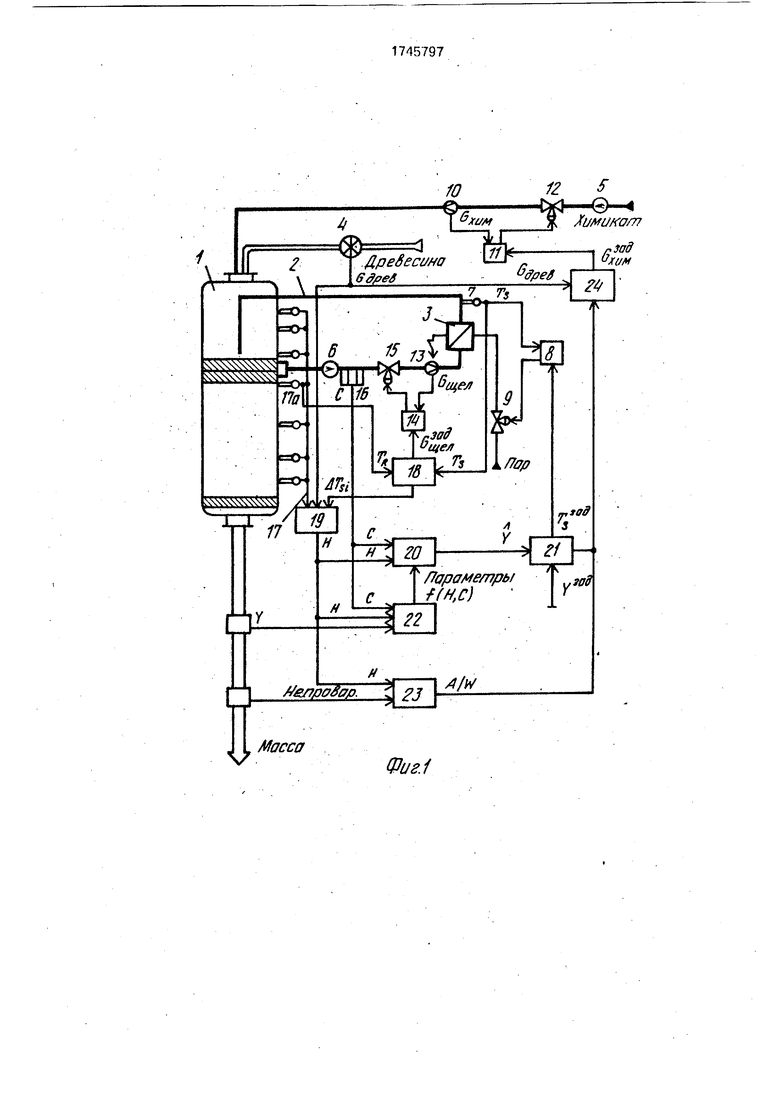
На фиг.1 показана блок-схема варочной
5 установки, реализующей предлагаемый способ; на фиг.2 и 3 - графики, поясняющие предлагаемый способ.
Варочная установка включает вертикальный варочный котел 1, трубопровод 2
0 нагревательной циркуляции, теплообменник 3. Подачу и регулирование расхода щепы на варку осуществляют дозатором 4 щепы, подача химического реагента обеспечивается насосом 5. Насосом 6 осуществля5 ют циркуляцию щелока по линии циркуляции, включающей трубопровод и теплообменник, где происходит нагрев щелока до требуемой температуры.
Стабилизацию температуры греющего
0 щелока осуществляют контуром управления, состоящим из датчика 7 температуры, регулятора 8, клапана 9 регулирования расхода пара, а стабилизацию расхода химического реагента, подаваемого на варку, и
5 расхода циркулирующего щелока - аналогичными контурами управления,состоящими из датчиков 10 и 13 расхода, регуляторов 11 и 14 и клапанов 12 и 15 расхода.
На трубопроводе линии циркуляции
0 установлен датчик 16 концентрации химического реагента, по высоте стенок варочного аппарата установлены контактные датчики 17 температуры. Блок 18 служит для оценки средней температуры слоя, вы5 ходящего из циркуляционной зоны, по перепаду температуры греющего щелока (датчик 7) и температурных поправок, необходимых для оценок средних по площади температур слоев, движущихся по варочной зоне аппарата, а также в случае значительного отклонения средней температуры слоя от заданной (от температуры греющего щелока). Блок 18 увеличивает задание регулятору 14 расхода щелока в линии циркуляции,
Для пояснений работы блока 18 на фиг.2а представлены графики, полученные в результате исследования процесса нагрева распределения температуры по радиусу слоя, выходящего из циркуляционной зоны, для случаев с различным расходом щелока в линии циркуляции. Из графиков видно, что температура граничной поверхности слоя TR, которая измеряется контактным датчиком 17а, вмонтированным в стенку варочного аппарата на нижней границе циркуляционной зоны, может существенно отличаться от средней температуры слоя Ts, определяемой как среднеинтегральная по площади сечения слоя
TslHrdrгде R - радиус сечения варочного аппарата. Это обстоятельство приводит к тому, что Н-фактор варки, определяемый по поверхг ностным измерениям температуры TRI, может оказаться заниженным. Для получения более достоверного значения Н-фэктора его необходимо рассчитывать по средним температурам слоев, движущихся по варочному аппарату.
Блок 18 по перепаду температур Д Т Ts - TR (Ts - температура циркулирующего щелока после теплообменника, измеряемая датчиком 7) определяет температурную поправку ДТз для каждого слоя, равную
ДТ$ Ts - TR,
которая в дальнейшем используется для определения средней температуры слоя.
При различных режимах нагрева древесного материала в циркуляционной зоне варочного аппарата распределения температуры по радиусу слоя имеют характерный угол наклона на участке снижения температуры. Указанные распределения аппроксимированы кусочно-линейными функциями, представленными на фиг.2б. Интегрирование в соответствии с формулой (1) кусочно- линейной функции дает следующий результат:
TS-TS- /(AT)2 + I(AT)3 s s aR -3 Q2R2 /
где а- угол наклона, град с/м Отсюда
ДТ 1 aR 3
ДТз- ДТ (1
Информация о температурной поправке, температурном профиле и текущей производительности поступает в блок 19 расчета Н-фактора, где рассчитывается Н- 5 фактор для каждого слоя древесного материала, находящегося в варочном аппарате. Н-фактор определяется на основании температуры, являющейся суммой температуры граничной поверхности слоя TRI.
10 измеряемой контактным датчиком на стенке, и температурной поправки Д TSI, определенной для данного слоя блоком 18:
Ti TRI + Д TSI По рассчитанному Н-фактору для слоя, вы15 ходящего из варочной зоны аппарата, и концентрации ЭЩ, производится прогноз жесткости в блоке 20 по зависимости Y f(H, С). Блок- 21 на основании сопоставления
20 заданной и прогнозируемой жесткостей определяет требуемую температуру варки и выдает задание регулятору 8.
При вводе лабораторного анализа жесткости блок 22 на основании соответствую25 щих Н-фактора и концентрации химического реагента осуществляет коррекцию параметров зависимости Y f (H, С). Для выполнения этой задачи блок 22 реализует один из алгоритмов рекуррентной
30 идентификации. Откорректированные параметры зависимости в дальнейшем используются в блоке 20 прогноза жесткости до ввода нового лабораторного анализа.
Блок 23 служит для сопоставления рас35 считанного значения Н-фактора и величины степени непровара, полученной по лабора- торному анализу, в результате чего блок 23 изменяет удельный расход химического реагента на варку (соотношение щелочь/дре40 весина). Новое задание удельного расхода поступает в блок 24, где в соответствии с текущей производительностью рассчитывается задание регулятору 11 расхода химического реагента.
45 В случае превышения величиной степени непровара допустимого значения проверяется рассчитанное значение Н-фактора варки на установленные границы в блоке 22. Если Н-фактор вышел за их пределы, то кор50 ректируют удельный расход химического реагента. При допустимом значении степени непровара блок 23 анализирует величину Н-фактора на более широкие границы и при выходе ее за пределы этой полосы также
55 производит корректировку удельного расхода химического реагента. Каждый раз после очередной корректировки удельного расхода химического реагента делается временная задержка, в течение которой
удельный расход остается неизменным. На фиг.З представлен график, иллюстрирующий работу блока 22.
Взаимодействие блоков, реализующих предлагаемый способ управления непрерывным варочным процессом, можно представить следующим образом., Блок 18 по температуре греющего щелока и температуре стенки котла на нижней границе циркуляционной зоны определяет среднюю температуру слоя, выходящего из циркуляционной зоны, которую сравнивает с заданной температурой греющего щелока. В случае превышения допустимого предела отклонения средней температуры слоя от заданной блок 18 увеличивает задание регулятора расхода щелока в линии 14 циркуляции.
Вместе с тем блок 18 рассчитывает температурную поправку для слоя, выходящего из циркуляционной зоны, которая используется блоком 19 для определения его средней температуры по мере прохождения слоем варочной зоны аппарата. Блок 19 на основании измерения текущей производительности варочного аппарата, оценки средней температуры, рассчитанной по термопрофилю и температурным поправкам, рассчитывает Н-фактор слоя, выходящего из варочной зоны. На основании полученной величины Н-фактора и концентрации химического реагента блок 20 прогнозирует жесткость целлюлозы для этого слоя в соответствии с зависимостью Y f (С, Н). Блок 21 на основании сравнения прогнозируемой и заданной жесткостей корректирует задание регулятору 8 температуры греющего щелока.
По мере получения результатов анализа жесткости целлюлозы на выходе из аппарата блок 22 по соответствующим рассчитанному Н-фактору и концентрациям химического реагента корректирует параметры зависимости Y f {С, Н), по которой определяется прогноз жесткости в блоке 20.
Блок 23 на основании сопоставления рассчитанного Н-фактора и величины степени непровара, полученной по анализу, корректирует удельный расход химического реагента, подаваемого на варку, в соответствии с которым блок 24 по текущей производительности рассчитывает задание регулятору 11 расхода химического реагента.
Использование предлагаемого способа автоматического управления процессом непрерывной варки целлюлозы в вертикальном аппарате позволит повысить эффективность управления жесткостью целлюлозы за счет сокращения транспортного запаздывания в контуре регулирования по прогнозу жесткости, так как в случае традиционного управления жесткостью по лабораторному анализу транспортное запаздывание равно времени движения древесного материала
от зоны циркуляции до конца варочного аппарата, и времени приготовления лабораторного анализа. В случае управления жесткостью по прогнозу транспортное запаздывание равно только времени движения древесного материала по варочной зояе котла.
Предлагаемый способ позволит сэкономить химикат, а также обеспечит более стабильную работу теплообменника за счет
учета степени непровара и корректировки удельного расхода химиката, подаваемого на варку.
Формула изобретения
Способ автоматического управления процессом непрерывной варки сульфатной целлюлозы, включающий стабилизацию жесткости целлюлозы путем регулирования расхода древесины и химического реагента.
подаваемых на варку, температуры циркулирующего щелока, подаваемого в зону нагрева, концентрации химического реагента в зоне нагрева, Н-фактора варки по температурному профилю поверхности котла и количества непровара на выходе из варочного аппарата, отличающийся тем, что, с целью повышения качества вырабатываемой целлюлозы, дополнительно определяют среднюю температуру слоя пакета
древесины по перепаду температуры циркулирующего щелока после теплообменника и температуры стенки варочного аппарата на нижней границе зоны циркуляции, корректируют расход щелока в линии Циркуляции,.
прогнозируют величину жесткости целлюлозы по рассчитанной величине Н-фактора варки для слоя, выходящего из варочной зоны аппарата, и величине концентрации химического реагента по величине рассогласования прогнозируемой жесткости-с заданной величиной, корректируют температуру варки, а по .величине степени непровара целлюлозы и полученному значению Н-фактора варки определяют удельный
5 расход химического реагента, по которому корректируют его текущий расход.
D
н
ю
ухим
лW f
реЗесма Ег
1Z $
ъа-0-«
У JdfMUKO/77
, г зад
I Gffpet
га
Лараме/прь. (Н,С)


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ВАРКИ СУЛЬФАТНОЙ ЦЕЛЛЮЛОЗЫ | 1992 |
|
RU2067636C1 |
| Способ автоматического управления процессом непрерывной варки целлюлозы в аппаратах типа "Камюр | 1988 |
|
SU1687688A1 |
| Способ управления процессом варки целлюлозы | 1980 |
|
SU950838A1 |
| Способ автоматического управления процессом варки целлюлозы | 1976 |
|
SU666525A1 |
| Способ варки технологической щепы в производстве целлюлозы | 2017 |
|
RU2670855C1 |
| Способ автоматического регулирования процесса непрерывной варки сульфатной целлюлозы | 1975 |
|
SU926131A1 |
| Способ автоматического управлениягРуппОй ВАРОчНыХ PEAKTOPOB B пРОцЕССЕпРОизВОдСТВА цЕллюлОзы | 1979 |
|
SU848514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕБЕЛОЙ БУМАГИ ДЛЯ ПЕЧАТИ И НЕБЕЛАЯ БУМАГА ДЛЯ ПЕЧАТИ | 2024 |
|
RU2841231C1 |
| ВАРОЧНЫЙ КОТЕЛ | 2003 |
|
RU2221910C1 |
| Способ контроля длительности прохождения древесного материала через вертикальный варочный котел непрерывного действия | 1987 |
|
SU1476000A1 |

Изобретение предназначено для повышения точности регулирования непрерывным процессом варки сульфатной целлюлозы. Предложен способ управления процессом, при котором оценивают средние температуры слоев древесного материала и на основании этого определяют значения Н-фактора для каждого слоя, находящегося в варочном аппарате Для слоя целлюлозы, выходящего из варочной зоны котла, на основании рассчитанного Н-фактора и концентрации химического реагента прогнозируют жесткость, по которой корректируют температуру щелока, подаваемого в зону нагрева варочного аппарата. По анализу жесткости целлюлозы корректируют зависимость, в соответствии с которой осуществляют прогноз жесткости, а по сопоставлению величины степени непровара целлюлозы и полученному значению Н-фактора корректируют удельный расход химического реагента 3 ил СО с
#е/ роЈао.
Масса
Н
23
A/W
Фие.1
r,
l 2
Фиг Z
trinikt HintelsAfSi
.
| Способ управления процессом варки целлюлозы | 1980 |
|
SU950838A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
