верхности или их программным изменением. Возросшие требования к качеству пористых изделий связаны с необходимостью повышения качества контроля и необходимостью измерения проницаемости в любой точке или участке рабочей поверхности с одновременной фиксацией их, координат.
Известно устройство для измерения локальной проницаемости пористых материалов, состоящее из приспособления для крепления образца пористого материала, отсчетного устройства реометрического типа и измерительной головки с эластичным наконечником для обеспечения герметичного прилегания головки к пористой поверхности образца при измерении проницаемости.
Однако недостатком известного устройства является ограниченность его технических возможностей, зависимость точности и времени выполнения измерений от кривизны исследуемой поверхности. Устройство не позволяет определять неоднородность газопроницаемости на цилиндрических поверхностях, так как точность и производительность измерений резко ухудшается с уменьшением радиуса. Отрицательное влияние субъективного фактора при ручном прижиме измерительной головки к цилиндрической поверхности, состоящее в нарушении перпендикулярности, постоянства прижимающего усилия и герметичности ее контакта с поверхностью, не гарантирует постоянства точности измерения, особенно при малых расходах, и резко снижает производительность. Отсутствие возможности определять непосредственно при измерениях координаты зондируемых точек на цилиндрической поверхности исключает оперативное получение точного представления о характере распределения проницаемости по поверхности изделия. В результате снижается качество контроля. Устройство не обеспечивает проведение ускоренного контроля качества изделий путем сравнительной оценки проницаемости идентичных по геометрии (конфигурации и размерам) участков цилиндрической поверхности.
Известно также устройство для определения локальной проницаемости пористых изделий, включающее станину, держатель для образцов изделий, помещенный в полый цилиндрический корпус, измерительную головку, размещенную с внешней стороны корпуса, закрепленные на корпусе механизм возвратно-поступательного и углового перемещения головки относительно держателя и координатные шкалы. Это устройство имеет низкую производительность
определения проницаемости, обусловленную громоздкость аппаратурного оформления, что в свою очередь вызывает трудоемкость и сложность подготовки устройства к работе, включающей дополнительные затраты времени в балансировку, тарировку, индивидуальное для каждого образца определение оптимального зазора датчика-термоанемометра от исследуе0 мой поверхности, а также низкую точность измерений, обусловленную ее зависимостью от множества факторов, таких как колебание температуры потока рабочего газа, точность используемой измерительной и
5 тарировочной аппаратуры, стабильность напряжения источника электропитания, размер поровых каналов исследуемого пористого материала, стабильность величины зазора между термоанемометром и поверхность
U образца, ее кривизна. Кроме того устройство имеет повышенный расход рабочего газа.
Целью изобретения является повыше- ние точности и производительности определения.
5 Поставленная цель достигается тем, что в устройстве для определения локальной проницаемости пористых изделий, содержащем напорную емкость и расходомер, соединенные гибкими шлангами с приспо0 соблением для крепления образцов изделий, включающим станину, держатель для образцов, помещенный в полый цилиндрический корпус, измерительную головку, размещенную с внешней стороны корпуса,
5 закрепленные на корпусе механизмы возвратно-поступательного и углового перемещения головки относительно держателя и координатные шкалы, держатель выполнен в виде полой цилиндрической трубки со
0 ступенчатым переходом внешнего диаметра, верхняя часть трубки 6 меньшим диаметром предназначена для размещения полых образцов и перфорирована, а ее нижняя часть с большим диаметром жест5 ко закреплена на станине, измерительная головка установлена в отверстии стенки корпуса нормально его внутренней поверхности и оснащена механизмом, обеспечивающим постоянное усилие ее прижима к
0 внешней поверхности образца, на внутренней поверхности корпуса выполнена кольцевая выемка с возможностью размещения в ней между корпусом и образцбм сменной втулки с боковым отверстием, соосным с
5 отверстием в стенке корпуса; боковые от верстия в сменных втулках имеют различную форму и размеры; сменные втулки изготовлены из фторопласта (или другого аналогичного материала). На чертеже представлено устройство.
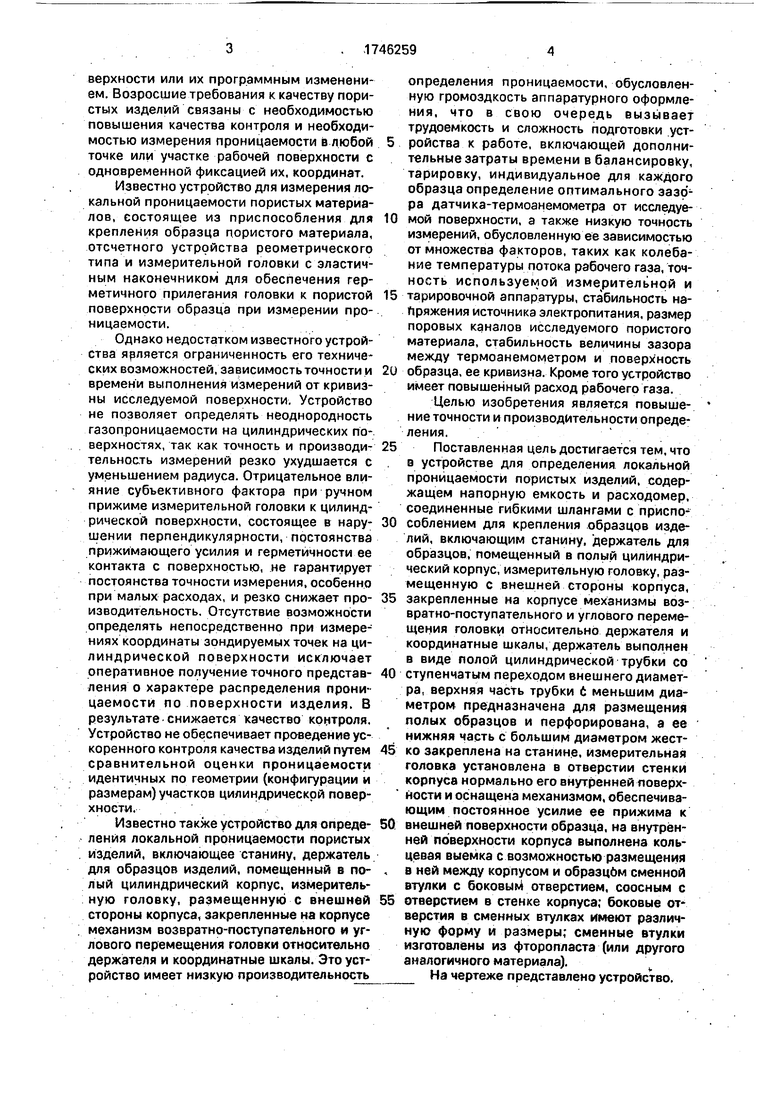
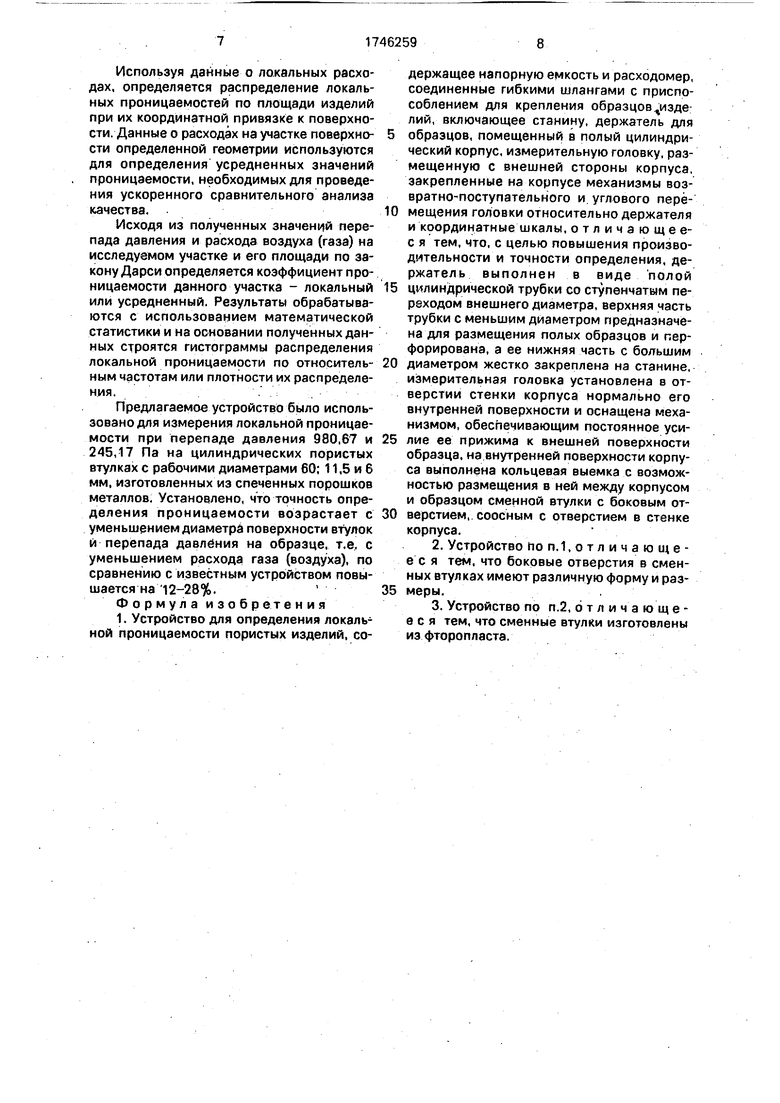
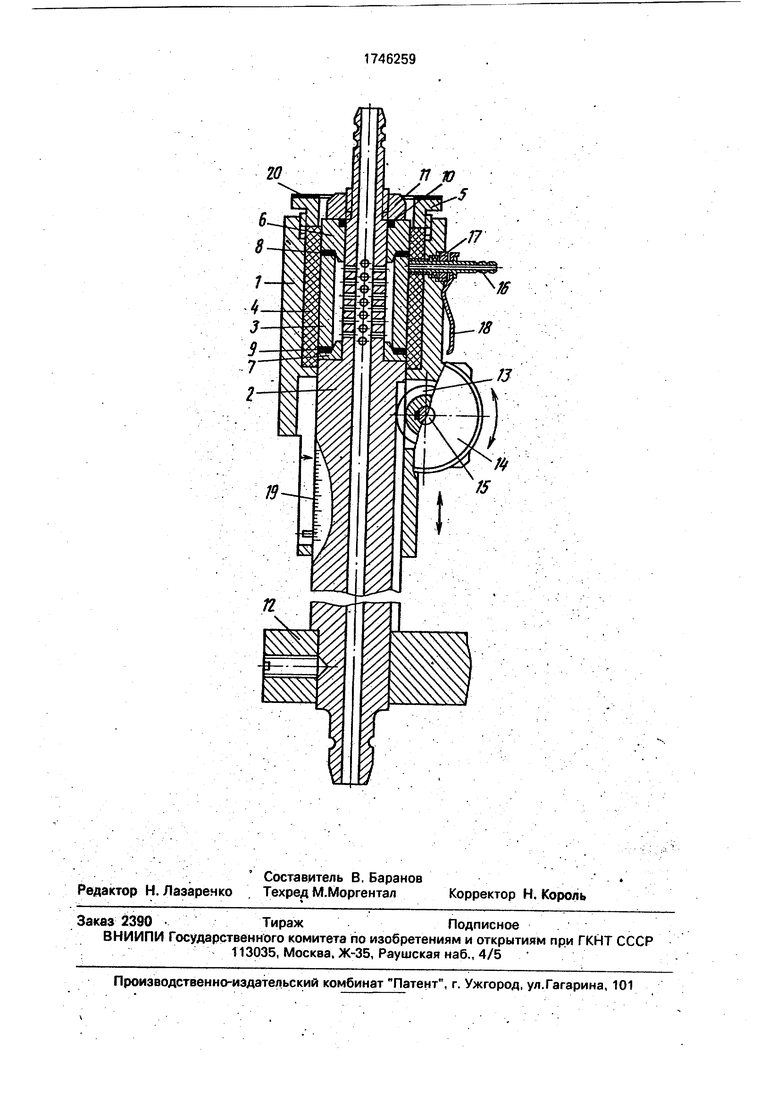
Устройство включает подвижно соединенные между собой корпус 1 и держатель 2 для образца 3, который размещен внутри коаксиального цилиндрического отверстия, образованного корпусом 1 и находящейся в ней сменной втулкой 4, зафиксированной гайкой 5. Верхняя часть держателя, выполненная в форме полой цилиндрической трубки меньшего по сравнению с нижней частью наружного диаметра, имеет перфорированный участок и соединена с нижней ступенчатым переходом, снабжена центрирующими конусами 6 и 7, уплотнительными шайбами 8-10 и гайкой 11. Нижней частью, конец которой укреплен .в станине 12, держатель образует зубчатореечную передачу с шестеренкой 13, неподвижно посаженной вместе с маховичком 14 на горизонтальную ось 15, находящуюся в корпусе 1. Измерительная головка 16 установлена в отверстии стенки корпуса 1 и сменной втулки 4 перпендикулярно цилиндрической поверхности образца 3, подпружинена гайкой 17 и оснащена отжимающим устройством 18. Приспособление снабжено координатными шкалами 19 и 20 для определения положения измерительной головки 16 относительно цилиндрической поверхности образца.
Питание устройства осуществляется от цеховой воздушной сети или баллона со сжатым воздухом (газом),
Устройство работает следующим образом.
Сменная втулка 4 с боковым окном соответствующей геометрии, выполненная под размеры подлежащих контролю пористых образцов, устанавливается внутри корпуса 1 с обеспечением соосности их боковых отверстий и фиксируется гайкой 5. Держатель 2 вращением маховичка 14 устанавливается в крайнее верхнее положение и на нем при помощи уплотнительных шайб 8, 9 и 10, центрирующих конусов б и 7 и гайки 11 крепится образец 3, который затем вращением маховичка 14 переводится в полость сменной ./гулки 4. Измерительная головка 16 монтируется в отверстии стенки корпуса. При помощи гибкого резинового шланга нижний конец держателя 2 через напорную емкость соединяется с источником сжатого воздуха, верхний конец держателя 2-е манометром, а измерительная головка 16 - с отсчетным устройством.
Измерения на устройстве осуществляются следующим образом.
С помощью редукционного вентиля через напорную емкость сжатый воздух подводится к держателю с образцом и при постепенном повышении давления по манометру устанавливается необходимый перепад его на образце.
При точечном определении газопроницаемости с целью обеспечения герметичности контакта при измерениях 5 предварительно производится регулировка усилия прижатия измерительной головки к исследуемой поверхности, которая осуществляется вращением гайки 17 путем постепенного увеличения усилия до достижения
0 постоянного расхода воздуха в каждой из произвольно выбранных 3-4 точек поверхности. Затем при заданном перепаде давления на образце производится измерение локальной проницаемости, которая при
5 фиксированном положении образца в держателе определяется в точках, лежащих на образующей цилиндрической. поверхности, вдоль которой измерительная головка 16 перемещается вращением маховичка
0 14. В процессе измерений определяются координаты зондируемых точек. Переход к измерениям проницаемости последующей серии точек на образующей осуществляется после поворота образца в держателе вокруг
5 вертикальной оси и укрепления его в новом положении.
При измерении газопроницаемости участков цилиндрической поверхности определенной геометрии в случае осуществ0 ления ускоренного контроля применяется сменная втулка с соответствующей геометрией бокового окна, расположенного в корпусе симметрично измерительной головки, длина которой в этом случае не должна пре5 вышать толщину стенки корпуса. Измерительная головка устанавливается в центр подлежащего контролю участка поверхно- сти и при заданном перепаде давления на образце производится измерение проницае0 мости.
Поток воздуха (газа), прошедший через измерительную головку по соединительному шлангу, попадает в реометр, по показаниям которого судят о расходе воздуха (газа)
5 через локальный участок поверхности образца, а также о сопротивлении измерительной системы, используемой для точного определения перепада давления на исследуемом участке при корректировке значе0 ния величины локального расхода.
Измерения осуществляются по заданной программе в необходимом количестве участков (точек) поверхности образца с записью полученных данных в Таблице. Зна5 чительное превышение объема воздуха внутри образца над его локальным расходом обеспечивает постоянство перепада давления при изменении участков исследования, т.е. измерения расходов производятся практически в идентичных условиях.
Используя данные о локальных расходах, определяется распределение локальных проницаемостей по площади изделий при их координатной привязке к поверхности. Данные о расходах на участке поверхности определенной геометрии используются для определения усредненных значений проницаемости, необходимых для проведения ускоренного сравнительного анализа качества.
Исходя из полученных значений перепада давления и расхода воздуха (газа) на исследуемом участке и его площади по закону Дарси определяется коэффициент проницаемости данного участка - локальный или усредненный. Результаты обрабатываются с использованием математической статистики и на основании полученных данных строятся гистограммы распределения локальной проницаемости по относительным частотам или плотности их распределения.
Предлагаемое устройство было использовано для измерения локальной проницаемости при перепаде давления 980,67 и 245,17 Па на цилиндрических пористых втулках с рабочими диаметрами 60; 11,5 и 6 мм, изготовленных из спеченных порошков металлов. Установлено, что точность определения проницаемости возрастает с уменьшением диаметра поверхности втулок и перепада давления на образце, т.е. с уменьшением расхода газа (воздуха), по сравнению с известным устройством повышается на 12-28%.
Формула изобретения
1. Устройство для определения локальной проницаемости пористых изделий, содержащее напорную емкость и расходомер, соединенные гибкими шлангами с приспособлением для крепления образцов изде лий, включающее станину, держатель для
образцов, помещенный в полый цилиндрический корпус, измерительную головку, размещенную с внешней стороны корпуса, закрепленные на корпусе механизмы возвратно-поступательного и углового перемещения головки относительно держателя и координатные шкалы, отличающее- с я тем, что, с целью повышения производительности и точности определения, держатель выполнен в виде полой
цилиндрической трубки со ступенчатым переходом внешнего диаметра, верхняя часть трубки с меньшим диаметром предназначена для размещения полых образцов и перфорирована, а ее нижняя часть с большим
диаметром жестко закреплена на станине, измерительная головка установлена в отверстии стенки корпуса нормально его внутренней поверхности и оснащена механизмом, обеспечивающим постоянное усилие ее прижима к внешней поверхности образца, на внутренней поверхности корпуса выполнена кольцевая выемка с возможностью размещения в ней между корпусом и образцом сменной втулки с боковым отверстием, соосным с отверстием в стенке корпуса.
2.Устройство по п. 1, отличаю щ е - е с я тем, что боковые отверстия в сменных втулках имеют различную форму и размеры.
3.Устройство по п.2, отличающееся тем, что сменные втулки изготовлены из фторопласта.
w

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения локальной проницаемости пористых материалов | 1977 |
|
SU735972A1 |
| Устройство для определения проницаемости пористых материалов | 1980 |
|
SU890161A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГАЗОНЕПРОНИЦАЕМОСТИ ПОРИСТЫХ МАТЕРИАЛОВ | 1997 |
|
RU2115912C1 |
| Прибор для определения проницаемости пористых изделий | 1974 |
|
SU541109A1 |
| УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ ГАЗОПРОНИЦАЕМОСТИ ПОРИСТЫХ МАТЕРИАЛОВ | 1969 |
|
SU249734A1 |
| Прибор для определения проницаемости пористых изделий | 1978 |
|
SU787958A1 |
| Автоматическая установка для испытаний образцов горных пород | 1989 |
|
SU1770836A1 |
| Устройство для определения газопроницаемости материалов | 1988 |
|
SU1718046A1 |
| Универсальная установка для испытаний образцов горных пород | 1989 |
|
SU1803818A1 |
| Устройство для определения газопроницаемости природных сред | 2023 |
|
RU2821155C1 |
Изобретение относится к технике измерения проницаемости пористых материалов, в частности, изготавливаемых Методами порошковой металлургии, и может быть использовано для контроля их качества и промышленно выпускаемых на их Изобретение относится к технике измерения проницаемости материалов, в частности, изготавливаемых методами порошковой металлургии, и может быть использовано для изучения свойств проницаемости пористых материалов и контроля качества изделий при разработке технологии их изготовления и промышленном производстве путем оценки газопроницаемости. Развитие современных отраслей промышленности и техники (авиационной, автотракторной, химической, нефтеперераоснове изделий, использующихся в различных отраслях промышленности и техники. В предлагаемом устройстве держатель для крепления образцов, выполненный в виде полой цилиндрической трубки с участками разного наружного диаметра и перфорацией в области крепления образца, возвратно-поступательно перемещается внутри корпуса относительно измерительной головки, установленной в отверстии стенки корпуса перпендикулярно поверхности образца, с возможностью непосредственного определения при этом ее координат относительно цилиндрической поверхности, причем измерительная головка оснащена механизмом, обеспечивающим постоянство усилия ее прижима к исследуемой поверхности во время измерений. При этом корпус приспособления выполнен с выемкой на внутренней поверхности и оснащен сменной втулкой с боковым отверстием, соосным с отверстием в стенке корпуса. Втулки изготовлены из фторопласта или аналогичного по свойствам материала. 2 з.п. ф-лы, 1 ил. батывающей, пищевой, машиностроительной, космической техники, ядерной энергетики, радиоэлектроники и ряда других) связано с потребностью в изделиях из пористых проницаемых материалов, имеющих в силутехнологических преимуществ изготовления и эксплуатационных требований ф.ор- му полых цилиндров (втулок, труб, гильз) и обладающих высокой однородностью свойств, в частности, поровой структуры и, как следствие, равномерностью газопроницаемости на рабочей цилиндрической по2 С ю ел ю
| Устройство для измерения локальной проницаемости пористых материалов | 1977 |
|
SU735972A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Капцевич В.М | |||
| и др | |||
| Метод контроля локальной проницаемости пористых порошко- вых материалов с использованием термоанемометра | |||
| Порошковая металлургия | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
