1
Изобретение относится к контрольно-измерительной технике и может использоваться для контроля качества абразивного инструмента, например шлифовальных кругов, путем оценки газопроницаемости, характеризующей пористость изделия, которая наряду с твердостью и зернистостью определяет режущую способность абразивного инструмента. Прибор может найти применение для массовой проверки абразивного инструмента на заводах-изготовителях и на машиностроительных предприятиях.
Известные приборы, работаюш,ие по методу газопроницаемости, разделяются на два типа. Первый тип приборов основан на измерении перепада давлений в жидкостных манометрах в результате продувания или просасывания воздуха через поры абразива.
Они содержат две вакуумные камеры, соединенные между собой трубопроводом с регулируемым при ПОМОШ.И микрометра сечением, измерительную головку и жидкостный манометр, подключенные к одной из вакуумных камер, и воздушный редуктор, выходной патрубок которого выведен в другую вакуумную камеру. Степень газопроницаемости определяется по показанию жидкостного манометра.
Устройство для определения пористости содержит приспособление для образования герметичной оболочки вокруг контролируемого
изделия, которое заключено в газонепроницаемую полость. При измерении внутрь полости и оболочки через клапан впускают газ. Количество вытесненного газа регистрируется измерительным устройством.
Приборы этого типа имеют сложные устройства для образования и поддержания вакуума, громоздкую конструкцию, при измерении возможно засасывание в прибор пыли и абразивных частиц, что снижает точность измерений. Приборы имеют низкую производительность и могут использоваться только в лабораторных условиях.
Второй тип приборов основан на измерении расхода воздуха или скорости истечения воздуха при продувании его через поры контролируемого изделия.
Приборы этого типа более быстродействующие и могут использоваться в цеховых условиях. Они содержат многотрубные отсчетные устройства ротаметрического типа п индивидуальные измерительные головки для каждой трубки.
Наиболее близким техническим решением к предлагаемому является прибор, содержащий отсчетное устройство ротаметрического типа с тремя мерными конусными трубками и три измерительные головки с цилиндрическим соплом на торцовой поверхности, выполненной из эластичного материала для предотвращения
прохода воздуха нз головки через поверхностные норы. В нрнборе каждая мерная трубка отсчетного устройства настранвается совместно с одной из трех измерительных головок на онределенный диапазон единиц газонроницаемости. Каждая измерительная головка имеет свою характеристику, вследствие чего на участках иерехода от одной измерительной головки к другой измерение производится с ногрешиостями из-за наложения рабочих дианазонов или потери участка рабочего дианазона головок, настраиваемых по калибровым отверстиям.
В процессе измерения изделий, проницаемость которых находится у границ шкал мерных трубок отсчетного устройства, необходимо многократно пользоваться двумя измерительными головками.
Цель изобретения - устранение погрешности измерения.
Это достигается тем, что в предлагаемом приборе отсчетное устройство снабжено обводными каналами с регулируемыми соплами, которые введены в общий коллектор, а к коллектору подсоединена одна измерительная головка.
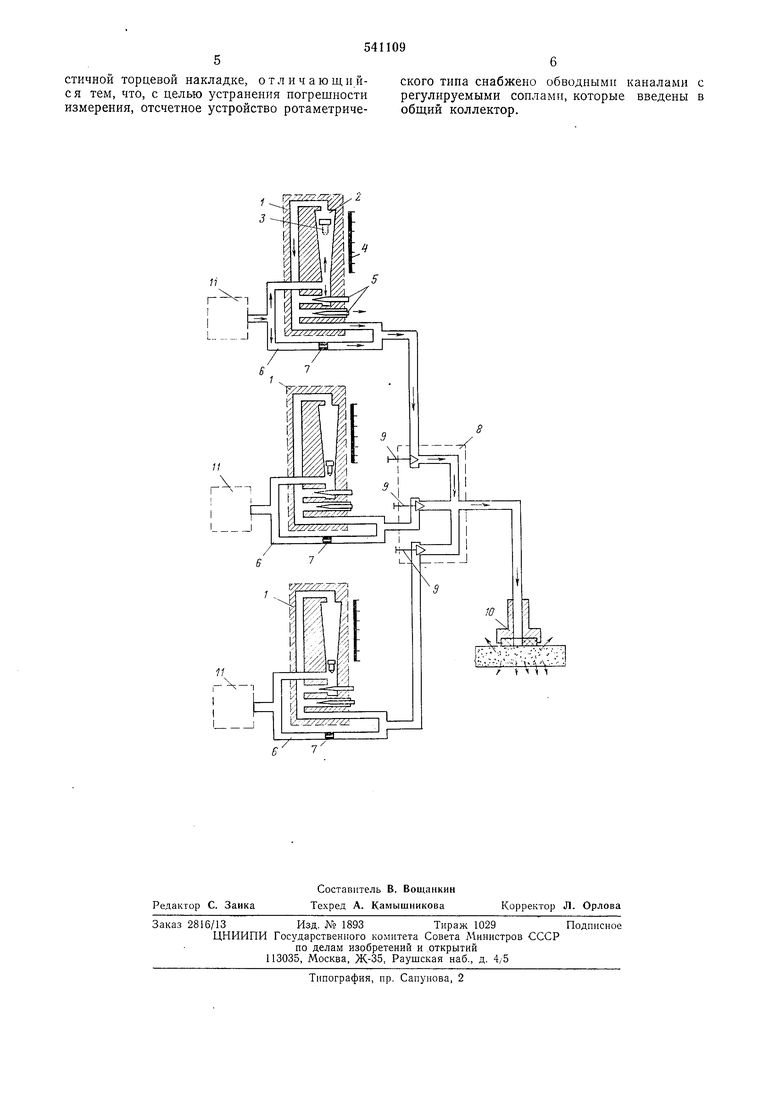
На чертеже схематически изображен предлагаемый прибор для определения проницаемости пористых изделий, общий вид.
Прибор содержит пневматические отсчетные устройства 1 с конусной трубкой 2, поплавком 3, шкалой 4 и регулируемыми кранами 5, обводные каналы 6, соединенные с выходами отсчетных устройств, регулируемые сопла 7 в обводных каналах, коллектор 8 с распределительными кранами 9 и подсоединенную к коллектору измерительную головку 10.
Питание прибора осуществляется от цеховой воздушной сети через блок 11 нодготовки воздуха.
Прибор работает следующим образом.
От блока 11 подготовки воздуха часть воздуха поступает в отсчетное устройство 1, а часть в обводной канал 6. В отсчетном устройстве воздуха проходит через конусную трубку 2, а в обводном канале через регулируемое сопло 7. Затем оба потока соединяются в один, и общий поток подходит к распределительному крану 7 коллектора 8, .куда подходят общие потоки от всех отсчетных устройств. Из коллектора 8 воздух поступает к измерительной головке 10 и через цилиндрическое сонло выходит в атмосферу. За счет регулируемых сопел 7 в обводных каналах производится распределение воздущного потока с целью настройки шкал отсчетных устройств для работы с одной измерительной головкой.
Настройка всех трех шкал отсчетных устройств осуществляется с помощью четырех калибровых отверстий диаметром А, В, С и D. Так, первая щкала настраивается по диаметрам Л и 5, вторая В и С и третья - С и .
Измерение на приборе производится следующим образом.
Прибор подключается к цеховой воздушной
магистрали. С помощью редуктора по манометру устанавливается заданное давление и открываются краны индивидуальных блоков И нодготовки воздуха, распределительные краны 9 и в течение 1-2 мин производится продувка прибора для стабилизации его работы. Перекрываются два распределительных крана 9 и производится проверка настройки первого отсчетного устройства 1 по калибровым диаметрам, например А к В. Затем кран 9 первого отсчетного устройства перекрывается и открывается кран второго. Производится проверка настройки по калибровым диаметрам Б и С второго отсчетного устройства. Аналогично производится проверка настройки
третьего отсчетного устройства но калибровым
диаметрам С и D. После проверки настройки
можно производить измерение.
Берется контролируемое изделие и открывается распределительный кран 9 того отсчетного устройства 1, диапазон единиц проницаемости которого предположительно должен соответствовать проницаемости этого изделия. Воздухом, выходящим из сопла измерительной
головки, обдувают изделие, удаляя пыль с его поверхности.
Затем контролируемое изделие ложится на стол, и на него торцем накладывается измерительная головка. Воздух, вытекая из сопла нзмерительной головки, проходит сквозь поры контролируемого изделия, и в атмосферу выходит (в зависимости от степени проницаемости) определенное его количество. Расходуемый воздух заставляет поплавок 3 в конусной
трубке 2 занимать относительно шкалы 4 отсчетного устройства 1 положение, пропорциональное расходу воздуха через поры изделия. Измерение производится в нескольких точках изделия.
Если проницаемость контролируемого изделия не соответствует диапазону шкалы 4 выбранного отсчетного устройства, то кран 9 этого устройства перекрывается и открывается кран 9 другого отсчетного устройства 1. Измерительная головка 10 накладывается на контролируемое изделие, и определяется его проницаемость в диапазоне второй шкалы.
Наличие одной измерительной головки в приборе для измерения проницаемости пористых изделий устраняет погрешности измерения, упрощается конструкция, наладка, обслуживание прибора и работа на нем.
Испытания прибора показали, что время измерения в одной точке не превышает 2-3 сек,
что делает прибор пригодным для 100%-ной проверки абразивного инструмента на проницаемость в условиях цеха.
Формула изобретения
60
Прибор для определения проницаемости пористых изделий, содержащий отсчетное устройство ротаметрического типа и измеритель65 ную головку с цилиндрическим соплом в зластичнои торцевой накладке, о т л и ч а ю щ и йс я тем, что, с целью устранения ногрешности измерения, отсчетное устройство ротаметрического типа снабжено обводными каналами с регулируемыми сонлами, которые введены в общий коллектор.