Изобретение относится к гелиотехнике, в частности к методам юстировки плоских фацетных гелиостатов.
Известен способ юстировки плоских .фацетных гелиостатов автоколлимационным методом, заключающийся в совмещении изображения сетки нитей автоколлимационного теодолита с ее отражением от каждой из четырех фацет первоначально выбранного блока фацет, одна из которых является базовой для юстировки последующего блока.
Способ не требует сложной аппаратуры. Юстировка осуществляется в положении гелиостата, близком ;к рабочему. Точность юстировки зависит от нахождения автоколлимационного изображения и точности изготовления плоскостности фацет. Однако использование фацет из предыдущего отъюстированного блока в качестве базовых при юстировке последующих блоков фацет приводит к накоплению погрешностей при сборке. Кроме того, значительным деформациям (до 6) подвержены и сами фацеты - особенно их углы. При использований фацет с лицевым зеркальным покрытием нормали к их краям не совпадают с нормалями к центральной части из-за технологии изготовления зеркал. При работе с фацетами с тыльным зеркальным покрытием имеем 8 отражений автоколлимационной сетки, что приводит к трудности в юстировке.
Таким образом, параллельности установки нормалей к фацетам с точностью. 1. невозможно.
Наиболее близким к изобретению является способ, основанный на последовательном освещении участков исследуемой поверхности коллимированным световым
2
N4
00
лучом, параллельным заранее установленному начальному направлению, и анализе положений автоколлимационного блока, направляемого исследуемой поверхностью на сетку автоколлиматора.
Параллельность при этом обеспечивается с помощью двух автоколлиматоров, отстоящих друг от друга на 10 см, смонтированных на специальной станине параллельно и с возможностью перемещения в плоскости, перпендикулярной к их визирным осям,
Этот способ обладает требуемой точностью, однако имеет ряд недостатков: применим лишь для небольших гелиостатов, потому что с увеличением габаритов гелиостатов возрастает трудность и сложность процесса изготовления точных направляющих с размерами, соответствующими размерам гелиостата; необходимо точная совместная калибровка автоколлиматоров и соблюдение параллельности плоскостей гелиостата и направляющих.
Цель изобретения - упрощение процесса юстировки и контроля плоских фацетных гелиостатов.
Длят этого процесс юстировки осуществляют при неизменном взаимном расположении двух теодолитов и азимутальной оси вращения гелиостата, визирные оси обоих теодолитов располагают параллельно друг 4 другу, а величины угловых переходов к юстируемым фацетам определяют угловыми разворотами гелиостата, которые фиксируются автоколлимационным теодолитом по разворотам нормалей к базовой фацете.
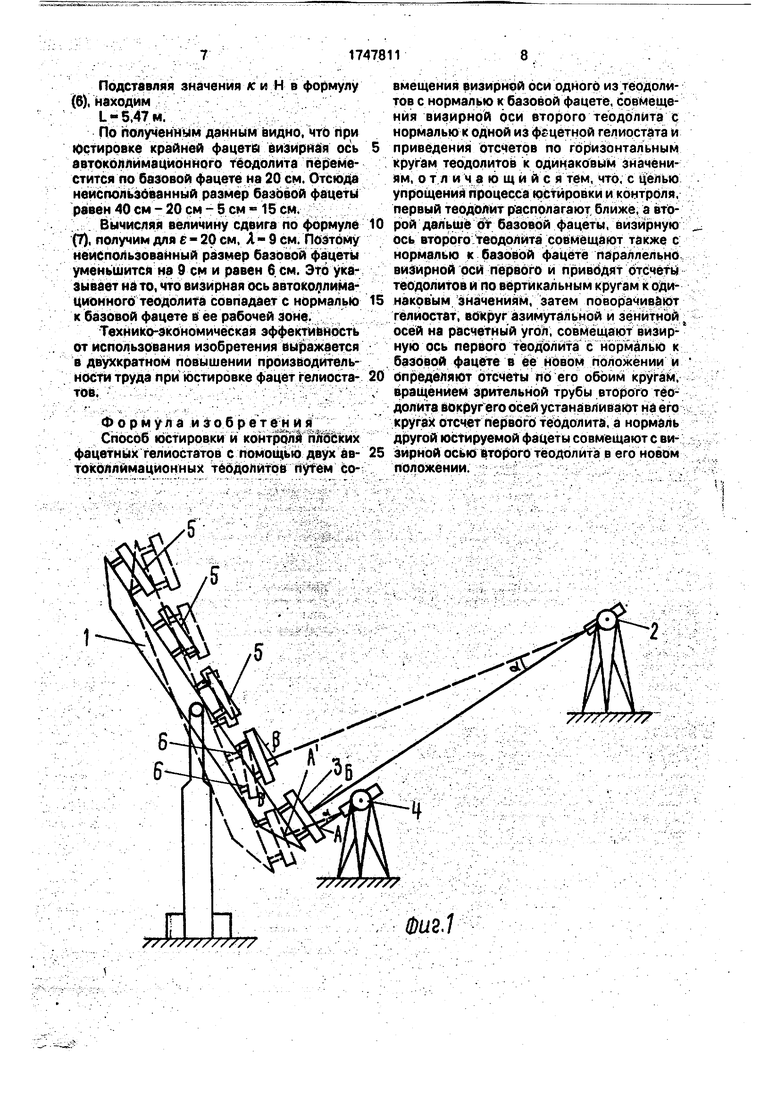
Процесс юстировки фацет гелиостатов осуществляется в следующем порядке,
Перед юстируемым гелиостатом 1 (фиг. 1) на расстоянии, не меньшем расчетного, устанавливают теодолит 2 с авторефлекси- онной маркой и поворотами теодолита 2 и гелиостата 1 совмещают визирную ось теодолита 2 с нормалью к центру базовой фацеты 3, берут отсчеты по кругам теодолита 2 и приводят отсчет по горизонтальному кругу к нулевому значению. При этом базовая фацета должна быть установлена по уровню при горизонтальном положении рамы гелиостата, На наименьшем расстоянии от базовой фацеты 3 по направлению перпендикуляра к нижнему, внешнему углу рабочей зоны базовой фацеты 3 устанавливают автоколлимационный теодолит 4 и, поворачивая его вокруг осей, совмещают его визирную ось нормально к углу рабочей зоны базовой фацеты 3, берут отсчеты по кругам теодолита 4 приводят отсчет по горизонтальному кругу к нулевому значению (отсчеты по вертикальным кругам обоих теодолитов должны быть одинаковы с точностью до 2 - 3).
Наводят авторефлексионный теодолит 2 на центр юстируемой фацеты 5 и берут отсчеты по его кругам. Устанавливают на кругах ав- токоллимэционного теодолита 4 отсчеты,
равные взятым по авторефлексионному теодолиту 2. Разворачивают гелиостат 1 и совмещают нормаль базовой фацеты с визирной осью автоколлимационного теодолита 4. Регулировочными винтами 6 поворачивают на угол / юстируемую фацету 5 и совмещают ее нормаль с визирной осью ав- торефлексионного теодолита 2. Аналогичным образом выполняется весь процесс юстировки.о
После юстировки всех фацет гелиостата заменяют базовую фацету рабочей и вращением регулировочных винтов фацеты совме- щают ее нормаль с визирной осью автоколлимационного теодолита,
Для ускорения процесса Юстировки оче- редность действий целесообразно выполнять в следующей последовательности.
Перед юстируемым гелиостатом 1 (фиг. 1) на расстоянии, не меньшем расчетного,
устанавливают теодолит 2 с авторефлекси- онной маркой и поворотами теодолита 2 и гелиостата 1 совмещают визирную ось теодолита 2 с нормалью к центру базовой фацеты 3, берут отсчеты по кругам теодолита 2
и приводят отсчет по горизонтальному кругу к нулевому значению. На наименьшем расстоянии от базовой фацеты 3 по направлению перпендикуляра к нижнему внешнему углу рабочей зоны базовой фацеты 3 устанавливают автоколлимационный теодолит 4 и, поворачивая его вокруг осей, совмещают его визирную ось с нормалью к углу рабочей зоны базовой фацеты 3, берут отсчеты по кругам теодолита 4 и приводят отсчет по
горизонтальному кругу к нулевому значению (отсчеты по вертикальным кругам обоих теодолитов должны быть одинаковы с точ ностью 2 - 3). Разворотами зрительной трубы автоколлимационного теодолита 4
устанавливают на его кругах заранее рассчитанные отсчеты, соответствующие наведению авторефлексионного теодолита 2 на центр последующей юстируемой фацеты 5. Поворотами рамы гелиостата 1 добиваются,
чтобы автоколлимационное отражение сетки было вблизи (не более 3 - 5) от перекрестия сетки нитей зрительной трубы, Окончательное совмещение визирной оси с нормалью к базовой фацете производится с
помощью наводящих винтов автоколлимационного теодолита 4, Берут отсчеты по его кругам и устанавливают их на кругах авторефлексионного теодолита 2. Регулировочными винтами б поворачивают на угол /
юстируемую фацету 5 и совмещают ее нормаль с визирной осью авторефлексионното теодолита 2. Аналогичные действия выполняют при юстировке каждой последующей фацеты. Конечными операциями являются замена базовой фацеты на рабочую и ее юстировка.
Контроль параллельности нормалей к базовой 3 и юстируемой 5 фацетам осуществляется путем привязки к нормали на другом участке базовой (эталонной) фацеты. Например, визирные оси автоколлимационного 4 и авторефлёксионного 2 теодолитов совпадают с нормалями к базовой фацете 3 в точках А и Б соответственно. При юстировке последующей фацеты визирные оси этих теодолитов должны совпадать с нормалями в точках А и Б соответственно. Следовательно, чем точнее изготовлена базовая фацета, тем точнее задается параллельность
нормалей, т. е. угол а d (погрешностью отсчетных устройств теодолитов пренебрегаем, так как для теодолитбв типа 2Т2А и Т2 она не превышает 2 - 3).
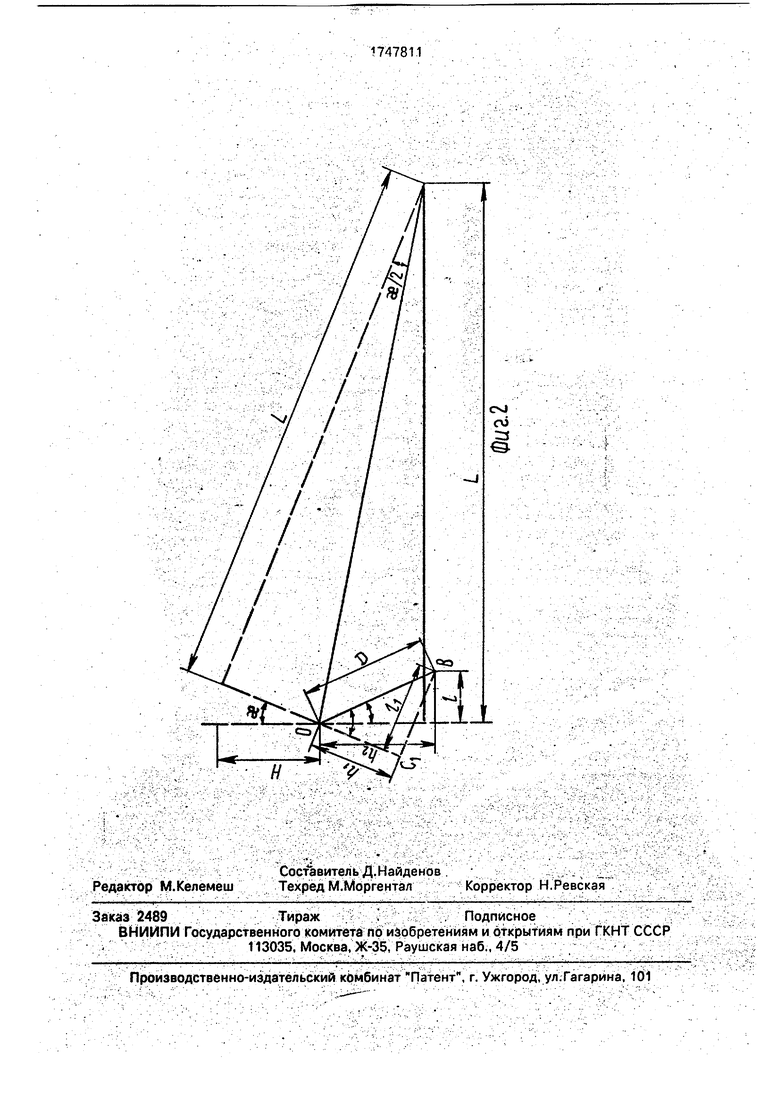
Для расчета расстояния, на котором должен быть установлен авторефлексион- ный теодолит, рассмотрим фиг. 2.
По конструктивным документам или измерениям определяют величины: h - расстояние от центра боковой стороны рамы гелиостата до внешнего края рабочей зоны базовой фацеты; hi - расстояние от центра боковой стороны рамы гелиостата до внутреннего края рабочей зоны базовой фацеты; Н - расстояние между центром рамы гелиостата и центром крайней фацеть в центральных горизонтальном или вертикальном рядах.
Величина hi всегда меньше величины h на размер рабочей зоны базовой фацеты. Рабочая зона выбирается всегда меньше размера стороны базовой фацеты на 10 -15 см, так как нормали к краям фацеты не совпадают с нормалью к ее центру.
Из треугольника ОВС по известной величине h и измеренному расстоянию I между базовой фацетой и автоколлимационным теодолитом вычисляют расстояние между автоколлимационным теодолитом и центром рамы гелиостата
OB-DМ2 + h2
Из треугольника ОВС по вычисленному D и известной величине hi вычисляют расстояние h между автоколлимационным теодолитом и базовой фацетой, после разворота гелиостата на угол к
®
По полученным величинам h и D вычисляют угол р
.(3)
Из треугольника ОВС по вычисленной величине D и измеренному расстоянию I вычисляют угол в
8Ш0 .(4)
По разности (р и в определяют угол разворота гелиостата к, необходимый для юстировки крайней фацеты
к р-0.(5)
Расстояние, на котором должен быть установлен авторефлексионный теодолит, рассчитывается по формуле Н
L
(6)
55
20 При этом необходимо заметить, что центр рамы гелиостата не совпадает с центром его горизонтальной оси вращения на величину е. Величина эксцентриситета е зависит ot конструкции гелиостата и мо25 жет быть непосредственно измерена (для большинства гелиостатов е 15 - 20 см). , Поэтому при разворотё гелйостата на угол к из-за влияния эксцентриситета, Ј центр оптической поверхности, совпадающий с
30 центром рамы гелиостата, сдвигается от первоначального положения на величину A e-sin.- (7)
Следовательно, при выборе размера рабочей зоны необходимо учитывать величину
35 сдвига Я потому, что неучет этого влияния может привести особенно при юстировке крайних фацет гелиостата к выходу визирной оси автоколлимационного теодолита не - только из пределов рабочей зоны, но и во- .
40 обще за пределы базовой фацеты.
Пример расчета рабочей зоны для гелиостата с размером 3 х 3 м и размерами фацет 0,4 х 0,4 м. Принимая Ј 0,2 м, h 1,45 м, hi 1,25 м и I 0,1 м. вычисляем по
45 формуле
D Yo,12 + 1,452 1.45м. Подставляя в формулу (2) значения hi и D, вычисляем-
И Yi,452 -1,252 ° 74 м- 50 Подставляя вычисленные величины в )
формулуТ 3), получаем
30,68° Подставляя значения I и D в формулу (4),
получаем
sin0 0 3,94°. По значениям (р и в и формуле (5) вычисляем Ю 26,74°,
Подставляя значения к и Н в формулу (6), находим
L-5,47м.
По полученным данным видно, что при Юстировке крайней фацета визирная ось автоколлимационного теодолита переместится по базовой фацете на 20 см. Отсюда неиспользованный размер базовой фацеты равен 40 см - 20 см - 5 см « 15 см.
Вычисляя величину сдвига по формуле (7), получим для в - 20 см, Л - 9 см. Поэтому неиспользованный размер базовой фацеты уменьшится на 9 см и равен 6 см. Это указывает на то, что визирная ось автоколлимационного теодолита совпадает с нормалью к базовой фацете в ее рабочей зоне.
Технико-экономическая эффективность от использования изобретения выражается в двухкратном повышении производительности труда при юстировке фацет гелиоста- тов.
Формула изобретения Способ юстировки и контроля плоских фацетных гелиостатов с помощью двух ав- токоллймационных теодолитов путем совмещения визирной оси одного из теодолитов с нормалью к базовой фацете, совмещения визирной оси второго теодолита с нормалью к одной из фгцетной гелиостата и приведения отсчетов по горизонтальным кругам теодолитов к одинаковым значениям, отличающийся тем, что, с целью упрощения процесса юстировки и контроля, первый теодолит располагают ближе, а второй дальше от базовой фацеты, визирную ось второго теодолита совмещают также с нормалью к базовой фацете параллельно визирной оси первого и приводят отсчеты теодолитов и по вертикальным кругам к одинаковым значениям, затем поворачивают гелиостат, вокруг азимутальной и зенитной осей на расчетный угол, совмещают визир- ную ось первого теодолита с нормалью к базовой фацете в ее новом положении и определяют отсчеты по его обоим кругам, вращением зрительной трубы второго теодолита вокруг его осей устанавливают на его кругах отсчет первого теодолита, а нормаль другой юстируемой фацеты совмещают с визирной осью второго теодолита в его новом положении.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЮСТИРОВКИ ПЛОСКОГО ФАЦЕТНОГО ЗЕРКАЛА | 1984 |
|
RU1356784C |
| Способ юстирования фацетных гелиостатов автоколлимационным методом | 1981 |
|
SU1114859A1 |
| Устройство для юстировки фацетных зеркальных поверхностей | 1989 |
|
SU1677456A1 |
| Способ юстировки гелиостатов авторефлексионной маркой | 1990 |
|
SU1815532A1 |
| Устройство для юстировки фацет плоского зеркала | 1981 |
|
SU981777A1 |
| Стенд для юстировки фацет концентратора и способ его эксплуатации | 1981 |
|
SU1016635A1 |
| Способ юстировки солнечной печи | 1987 |
|
SU1481571A1 |
| СПОСОБ ЮСТИРОВКИ КОНТРОЛЬНОГО ЭЛЕМЕНТА ЛИНИИ ВИЗИРОВАНИЯ ОБЪЕКТИВА | 2014 |
|
RU2606795C2 |
| СПОСОБ СОГЛАСОВАНИЯ ПРОДОЛЬНЫХ ОСЕЙ МОНТАЖНОЙ РАМЫ ДЛЯ ИНЕРЦИАЛЬНОЙ НАВИГАЦИОННОЙ СИСТЕМЫ И ОБЪЕКТА | 2011 |
|
RU2460041C1 |
| Стенд для исследования зеркал | 1984 |
|
SU1177601A1 |
Изобретение относится к гелиотехнике и позволяет упростить процесс юстировки И контроля плоских фацетных гемостатов. Процесс юстировки осуществляется при неизменном взаимном распЬНЬзйёйии двух теодолитов и азимутальной оси вращения гелиостата. Причем визирные оси обоих теодолитов располагаются параллельно друг другу, а величины угловых переходов к юстируемым фацетам определяют угловыми разворотами гелиостата; которые фиксируются автоколлимационным теодолитом по разворотам нормалей к базовой фацете. В итоге посредством регулировочных элементов поворачивают юстируемую фацету до совмещения ее нормали с визирной осью авторефлексионного теодолита. 2 ил.
77
| Хисао Мии | |||
| Высокотемпературные исследования в Японии | |||
| - В кн.: Исследования при высоких температурах | |||
| М.: ПИЛ, 1962 | |||
| Абдурахманов А | |||
| А., Захидов Р | |||
| А | |||
| иХам- мадов И | |||
| И | |||
| - Гелиотехника, 1984, №5, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
