Изобретение относится к металлообработке и предназначено преимущественно для нарезания внутренней и наружной резьбы.
Известен токарный резец, выполненный в виде металлического стержня с двумя опорными площадками, расположенными под прямым углом. Твердосплавная пластина квадратного сечения имеет центральную полость, а призматическая деталь квадратного сечения снабжена пальцем Крепежным винтом привинчивают призматическую деталь к стержню на уровне двух опорных площадок, при этом палец, входящий в полость пластины, прижимает пластину к опорным площадкам
Однако конструкция не имеет достаточной надежности крепления пластины через опорные площадки и палец, так как силы резания, обладая динамическим характером нагружения в приведенном соединении, особенно в резьбовой его части, не обеспечивают стопорящего действия сил трения в резьбе крепежного винта, а также надежный контакт опорных поверхностей площадок с боковыми поверхностями пластины. Кроме того при изменении направления подачи, например при левой подаче конструкция не может использоваться без дополнительно введенной детали - металлического стержня левого исполнения
Известны резцы с механическим креплением пластин, например резцы токарные сборные с механическим креплением твердосплавных пластин. Типаж этих резцов представлен резцами для нарезания наружной или внутренней резьбы, а от вида подачи правыми или левыми,
Невозможность сокращения типажа резцов по видам их подач и работ с использованием, например, унифицированной державки является недостатком конструкции
Известна сборная резцедержавка, состоящая из корпуба и прихвата, соединенных осью и винтом с механически закрепленным стеблем. Технологические возможности резцедержавки - обработка резьбы с шагом не более 3 мм на валах и в отверстиях.
Недостатком известного устройства является то, что крутящий момент от главной составляющей силы розания (Pz), воздействуя на консоль корпус.з через ось. наименьшего чем корпус сечения, вызывает
сл
с
XI
ел о
00
СП
чэ
вращательно-колебательные движения вершины режущего элемента и его главной режущей кромки, тем самым не обеспечивая качественного микрорельефа профиля резьбы. Это обусловлено дополнительным числом последовательных проходов при обработке резьб с углом подъема более 3°, что снижает производительность обработки.
Необходимо устройство надежно закрепляющее режущую пластину и головку резца к стеблю и одновременно сокращающее типаж резцов с устранением недостатков аналогов и прототипа.
Целью изобретения является расширение технологических возможностей за счет использования резца при нарезании левых и правых резьб, а также повышение надежности крепления головки резца к стеблю.
В предлагаемом устройстве дополнительные элементы в виде двух угловых пазов выполнены на гранях призматической головки, контактирующих периодически с элементами стебля в виде выступа, эквивалентного формой и размерами дополнительным элементам.
При этом на цилиндрическом стержне выполнено резьбовое отверстие, предназначенное для взаимодействия с резьбой винта.
Для этого на торце стебля выполнен остроугольный выступ, а на боковых гранях призматической головки выполнены угловые пазы, расположенные на двух смежных диагонально противоположных гранях указанной головки, при этом каждый упомянутый угловой паз периодически предназначен для взаимодействия с остроугольным выступом стебля, а на цилиндрическом стержне выполнено резьбовое отверстие, предназначенное для взаимодействия с резьбой винта.
Угловые пазы двух смежных граней призматической головки дают возможность увеличить суммарное значение фрикционных сил при периодическом контакте с остроугольным выступом стебля, особенно при увеличении усилий резания, например при обработке резьб с углом подъема более 3°. Поверхности пазов, контактируя с поверхностями выступов стебля, увеличивают общую поверхность контакта, которая противостоит крутящим моментам главной составляющей силы резания, обеспечивает надежное крепление головки к стеблю и способствует противодействию возникающей вибрации, уменьшая ее значение; а это повышает качество обработанной поверхности и снижает число последовательных проходов.
Выполнение пазов на двух смежных гранях предусмотрено для попеременного базирования одного из пазов по выступу стебля. Это сокращает типаж резцов в зависимости от направления подачи резца, а также дает возможность модифицировать резец для нарезки резьбы наружной или внутренней без введения дополнительных деталей в предлагаемое устройство. Кроме
0 того, поверхности паза разгружают действие осевой растягивающей силы на резьбовую часть, осуществляющую крепления режущего элемента. При этом обеспечивается стопорящее действие сил трения в
5 резьбе и после снятия нагрузки.
Диагонально противоположное расположение пазов попарно дает возможность устанавливать одновременно и головку на стебле и режущий элемент в ее пазах, а
0 также продлить срок службы призматической гОловки за счет удвоенного числа установочных баз.
При пересечении угловых пазов возможно образование участка поверхности,
5 на котором выполнено отверстие для установки в него резьбовой детали, служащей дополнительной опорой для режущего элемента.
Расположение вершин углов попарно в
0 общих плоскостях, параллельных основаниям призматической головки, создает возможность иметь общность установочных баз и сохранить взаимозаменяемость кон- тактируемых поверхностей.
5Наличие на торце стебля остроугольного выступа и резьбового отверстия на стержне позволяет жестко и точно фиксировать головку по выступу стебля. При повороте головки на 90° режущий элемент автомати0 чески устанавливается по прямым углом к оси обрабатываемой детали, создавая возможность получить точную резьбу без перекоса ее ниток. Пересечение перпендикулярно расположенных осей
5 резьбы и цилиндрического стержня под прямым углом позволяет расположить в отверстие головки прихват с резьбовым отверстием соосно оси отверстия головки и стержня с тем, чтобы стопорящее действие
0 сил трения в резьбе было максимальным при нагружении ее осевой растягивающей силой.
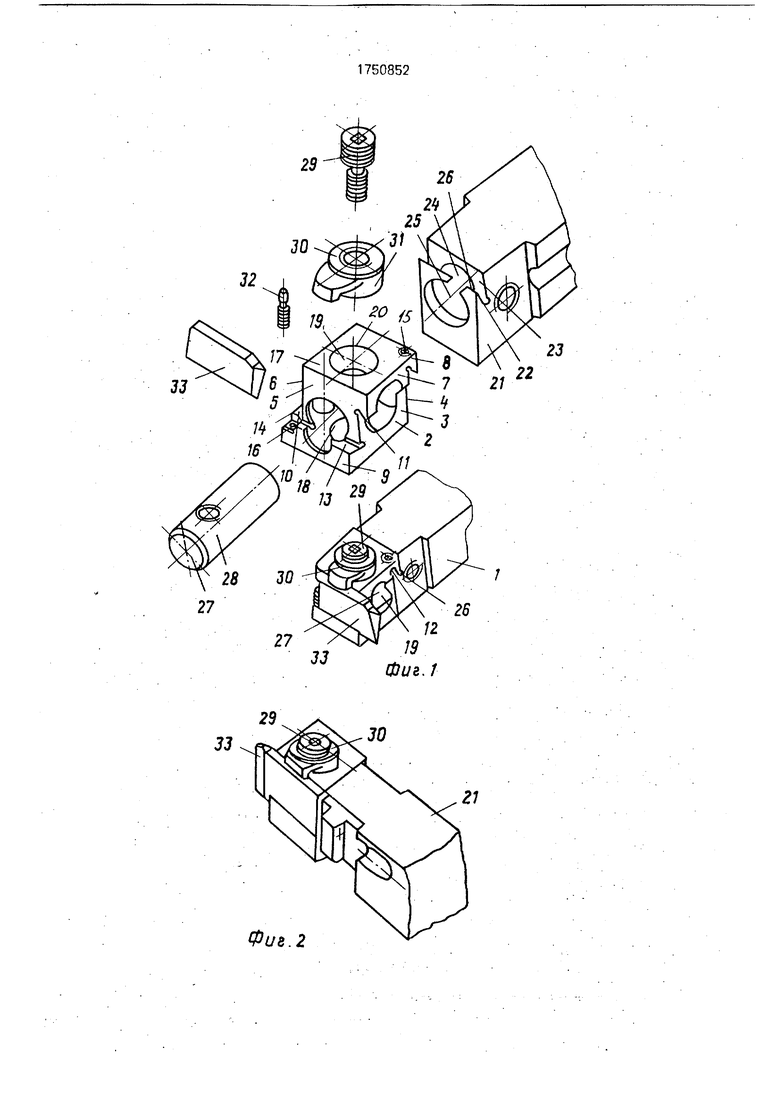
На фиг.1 изображен резец токарный резьбовый, правый, для нарезания внутрен5 ней резьбы, его детали, аксонометрическая проекция; на фиг.2 - то же, для нарезания наружной резьбы аксонометрическая проекция; на фиг.З - резец токарный резьбовый, левый, для нарезания внутреннем резьбы, аксонометрическая проекция на
фиг.4 - то же, для нарезания наружной резьбы, аксонометрическая проекция.
Резец содержит корпус 1, призматическую головку 2 с боковыми гранями 3-6, На гранях выполнены уступы 7-10. Уступы расположены на двух смежных диагонально противоположных гранях; так уступы 7 и 8 расположены на гранях 3 и А соответственно, а уступы 9 и 10 - на гранях 5 и 6. Уступы оснащены угловыми пазами 11-14, остроугольной формы. Угловой паз 11 образован гранью 3 и поверхностью уступа 7, .паз 12 - гранью 4 и поверхностью уступа 8, паз 13 - гранью 5 и поверхностью уступа 9, паз 14 - гранью б и поверхностью уступа 10. В точке 15 пересечения пазов 11 и 12 выполнено отверстие с резьбой, также как и в точке пересечения 16 пазов 13 и 14. Угловые пересекающиеся пазы расположены оппозит- но и попарно. Пазы являются установочными базами головки. Вершины пазоз 11 и 12 расположены в общей плоскости (позиция вершин и плоскости не показана), параллельной верхнему основанию 17. вершины пазов 13 и 14 - параллельно нижнему основанию 18 призматической головки. Основания 17 и 18 параллельны между собой, следовательно, общие плоскости с вершинами пазов 11-14 также параллельны между собой. В призматической головке нормально ее граням 3-6 и основаниям 17 и 18 выполнены отверстия 19 с перпендикулярно пересекающимися между собой осями 20:
Резец содержит стебель 21, который оснащен участком 22 и частью грани 23, На торце стебля нормально ему выполнено отверстие 24 с осью 25. Участок 22 и торец стебля образуют угловой остроугольный выступ 26, эквивалентный формой и размерами угловым пазам 11-14. При периодическом монтаже головки 2 установочной базой - пазом 12 на выступ 26 стебля грань 4 контактирует с торцом стебля, при этом отверстие 19 головки и отверстие 24 стебля устанавливаются соосно своими осями 20 и 25.
В отверстия 19 и 24 установлен цилиндрический стержень 27 таким образом, что ось 28 детали 27 совпадает с осью 20 головки 2. При установке детали 27 разъем головки 2 относительно стебля 21 невозможен.
Перпендикулярно оси 28 ввинчен ступенчатый винт 29 с разнонаправленной резьбой одинакового шага, предназначенный для взаимодействия с резьбовым отверстием цилиндрического стержня.
На противоположную ступень винта 29 предзарительно ввинчен прих&ат 30 так. что
он своей поверхностью 31 входит в отверстие 19.
В точке пересечения 16 по резьбовому отверстию установлена деталь 32, являющз- 5 яся опорой для режущего элемента 33, установленного в паз 13.
На фиг.1 представлен резец для нарезания внутренней резьбы. При нарезке наружной резьбы необходимо произвести
0 переналадку резца.
Пример 1. Наладка левого резца для наружной резьбы. Гранным ключом, например четырехгранным, необходимо повернуть ступенчатый винт 29. Во время
5 поворота прихват 30 своей поверхностью 31 продвинется вверх вдоль стенок отверстия 19 и освободит режущий элемент 33 от соприкосновения и действия приложенной вдоль оси винта 29 силы. Далее необходимо
0 выдвинуть элемент 33 вправо вдоль паза 13. образованного гранью 5 и поверхностью уступа 8, от контакта с пазом. Затем следует подать вниз от точки 16 резьбовую деталь 32 вращением ее через торцовую прорезь при
5 помощи отвертки. Следующим действием необходимо установить элемент 33 в паз 14, образованный гранью 6 и поверхностью уступа 10 и подать его до упора в поверхность стебля 21. Затем необходимо привести в
0 соприкосновение выступающую часть прихвата 30 с верхней частью элемента 33 вращением ступенчатого винта 29 в обратном направлении. Винт 29 подает прихват 30 поверхностью 31 вниз вдоль стенок отвер5 стия 19. И, наконец, необходимо подать вверх деталь 32 до соприкосновения ее с нижней частью элемента 33 для жесткого его закрепления.
Собранная наладка представлена фиг.4
0 и дает возможность без введения дополнительных деталей сократить типаж резцов для нарезки наружной и внутренней резьб. П р и м е р 2. Наладка правого резца для наружной резьбы (предварительно резец
5 был в собранном виде соответствующим фиг.1).
Гранным ключом необходимо вращать ступенчатый винт 29, продвигая прихват 30 вдояь оси 20 отверстия 19 вверх. При выходе
0 поверхности 31 прихвата 30 из отверстия 19 осуществляется разъем ступенчатой резь - бовой части винта 29 с резьбовой частью детали 27 вдоль оси 28, Насколько ранее режущий элемент 33 освобождается от при5 ложения силы через прихват 30. Подав деталь 27 влево, освобождают ее контакт с отверстием 19 призматической головки 2 и отверстием 24 стебля 21, а выдвинув элемент 33 вправо вдоль паза 13, образованного гранью 5 и поверхностью уступа 8.
освобождают его от контакта с пазом. Затем подают вниз от точки 16 резьбовую деталь 32, вращая ее отверткой через торцовую прорезь. Далее головку 2 необходимо подать вверх до выхода паза 12 из остроугольного выступа 26 и повернуть ее на 90° против часовой стрелки таким образом, чтобы при ее опускании грань 3 скользила вдоль торца стебля 21 до тех пор, пока паз 11 не сядет до упора на остроугольный выступ 26. Затем в горизонтально расположенное отверстие 19 необходимо установить цилиндрическую деталь 27, продвигая ее вправо до вхождения в отверстие 24 до тех пор, пока ось 28 не совпадает с осью 20 головки 2, По оси 28 вворачивают винт 29 с прихватом 30 до вхождения поверхности прихвата 31 в отверстие 19 и скольжения его носика вдоль грани 5, Далее в паз 13 устанавливают элемент 33 до упора его торцовой части в поверхность стебля 21. Затем, приведя в соприкосновение носик прихвата 30 с верхней частью элемента 33 вращением винта 29, закрепляют режущий элемент 33. Далее подают вверх деталь 32 по примеру 1. При вращении винта 29 после закрепления элемента 33 несколько вверх (на величину зазора) подается деталь 27, но так как винт 29 имеет разнонаправленную резьбу прихват 30, воздействуя на элемент 3 и головку 2, заставляет ее паз 11 с гарантированным натягом контактировать с остроугольным выступом 26 стебля 21, тем самым выбирая все зазоры и повышая надежность крепления головки к стеблю изме- нением установочной базы головки. Собранная наладка представлена на фиг.2.
Без введения дополнительных деталей и действиями, аналогичными примеру 2, возможно произвести наладку левого резца для нарезки внутренней резьбы (фиг.З).
Применение предлагаемой конструкции токарного резьбового резца позволяет
использовать его в работе независимо от вида подач и выполняемых работ с более качественными показателями обработки Без введения дополнительных элементов
резец позволяет сократить расходы на инструмент и снизить себестоимость резьбонарезных работ.
При изготовлении призматической головки методами порошковой металлургии,
например, из безвольфрамовых марок инструментальной стали возрастает прочность головки, что позволяет эксплуатировать ее при обработке наружных и внутренних канавок прямоугольного или иного сечений,
т.е. использовать резец с новыми возросши ми технологическими возможностями
Формула изобретения
Резьбовой токарный резец, содержа щий стебель с отверстием, в котором установлен цилиндрический стержень, и призматическую головку с отверстием, размещенную на упомянутом цилиндрическом
стержне, а-также режущую пластину, закрепленную на головке прихватом и винтом с разнонаправленной резьбой, отличающийся тем, что, с целью расширения технологических возможностей за счет использования резца при нарезании правых и левых резьб, а также повышения надежности крепления, на торце стебля выполнен остроугольный выступ, а на боковых гранях призматической головки выполнены угловые пазы, расположенные на двух смежных диагонально противоположных гранях указанной головки, при этом стенки каждого упомянутого углового паза предназначены для взаимодействия с остроугольным выступом стебля, а на цилиндрическом стержне выполнено резьбовое отверстие, предназначенное для взаимодействия с резьбой винта,
29
JJ
27
27
33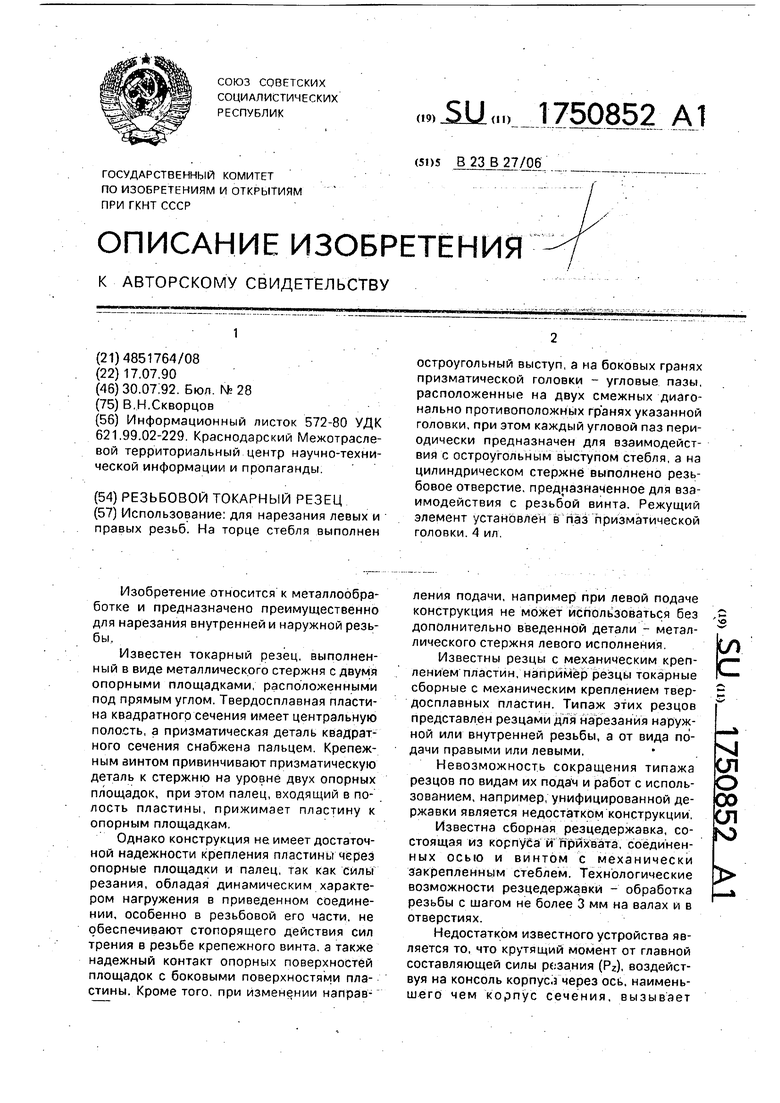



| название | год | авторы | номер документа |
|---|---|---|---|
| Резец резьбовой | 1990 |
|
SU1757774A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Канавочный резец | 1990 |
|
SU1715507A1 |
| Комбинированный резец Соломко | 1990 |
|
SU1726152A1 |
| Резец | 1990 |
|
SU1798044A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| Токарный резец Соломко с режущей пластиной без отверстия | 1990 |
|
SU1808478A1 |
| Резец для тяжелого резания | 1989 |
|
SU1757776A1 |

Использование1 для нарезания левых и правых резьб. На торце стебля выполнен остроугольный выступ, а на боковых гранях призматической головки - угловые пазы, расположенные на двух смежных диагонально противоположных гранях указанной головки, при этом каждый угловой паз периодически предназначен для взаимодействия с остроугольным выступом стебля, а на цилиндрическом стержне выполнено резьбовое отверстие, предназначенное для взаимодействия с резьбой винта. Режущий элемент установлен в паз призматической головки 4 ил
Фа 8.2
21
Фие.З
Фиг Л
27
| Устройство для выпуска сточных вод в реки | 1923 |
|
SU572A1 |
