Изобретение относится к черной металлургии в области литейного производства и может быть использовано при непрерывной разливке стали.
На машинах непрерывного литья заго- товок (МНЛЗ) применяют охлаждение заготовок водовоздушной смесью. Интенсивность такого охлаждения регулируют давлением и расходом воды и воздуха, формируя факел по плотности, дисперсности и скорости движения водяных капель.
Известны способы регулирования водо- воздушного охлаждения путем изменения расхода одного из компонентов или обоих компонентов водовоздушной смеси.
Недостатками этих способов является то, что для них характерен повышенный расход энергии из-за чрезмерного расхода воздуха при его подачи без регулирования по длине зоны охлаждения или переохлаждение поверхности с верхней стороны заготовки, приводящее к образованию сетчатых и поперечных трещин на этой поверхности, что обусловлено принятой в этих способах подачей факелов водовоздушной смеси с верхней и нижней сторон заготовок без учета разницы в кинетической энергии их капель.
Наиболее близким к изобретению лвля- ется способ водовоздушного охлаждения заготовок на криволинейной машине непрерывного литья, включающей снижение расходов воды со стороны малого и большого радиусов кривизны и изменение соотношения расходов воды и воздуха со стороны малого и большого радиусов кривизны заготовки по длине зоны вторичного охлаждения.
Согласно этому способу расход воды и воздуха, подаваемых для формирования их
ч ел кэ
Ј.
ю
-ч
смеси в секциях вторичного охлаждения, снижают по длине зоны вторичного охлаждения ступенчато, по секциям охлаждения путем уменьшения давления компонентов смеси в пределах от 0,6 до 0,1 атм, сохраняя его величину постоянной в каждой секции. Расход воды и воздуха изменяют также пропорционально изменению скорости литья по линейной зависимости, причем с увеличением скорости литья с 0,5 до 1,5 м/мин перепад давлений увеличивают в пределах от 0,1 до 0,6 атм, выдерживая заданный расход охлаждающей воды на 1 кг отливаемой заготовки.
Недостатком известного способа водо- воздушного охлаждения является повышенная склонность к образованию поверхностных трещин со стороны малого радиуса кривизны заготовки, а также повышенные энергозатраты, обусловленные повышенной кинетичной энергией потоков водовоздушной смеси, распыляемых в верхних секциях охлаждения, что не учитывается в других способах.
Целью изобретения является улучшение качества заготовок за счет снижения развития поверхностных дефектов и уменьшение энергозатрат.
Поставленная цель достигается тем, что способ водовоздушного охлаждения заготовок на криволинейной МНЛЗ, включающий снижение расходов воды со стороны малого и большого радиусов кривизны заготовки и изменение соотношения расходов воды и воздуха со стороны малого и большого радиусов кривизны- заготовки по длине зоны вторичного охлаждения применяют при условии, что соотношение расходов воды и воздуха изменяют при поддержании постоянным давления воздуха по длине зоны вторичного охлаждения со стороны боль- шого радиуса кривизны заготовки и снижении давления воздуха по длине зоны охлаждения со стороны малого радиуса. При этом отношение давлений воздуха со стороны малого и большого радиусов кривизны заготовки в начале и конце зоны охлаждения устанавливают равным соответственно 0,93-1,07 и 0,55-0,81.
Охлаждение непрерывнолитой заготовки ниже кристаллизатора на криволинейной МНЛЗ согласно этому способу производят путем подачи водовоздушной смеси на поверхность заготовки со стороны малого и большого радиусов ее кривизны. По мере удаления от кристаллизатора расход воды по зонам вторичного охлаждения уменьшают. При этом давление воздуха со стороны большого радиуса поддерживают постоянным, а со стороны малого радиуса уменьшают по длине участка охлаждения. Изменение давления воздуха производят так, чтобы отношение его давления в подводящей магистрали со стороны малого радиуса к давлению со стороны большого радиуса под кристаллизатором в начале зоны охлаждения поддерживалось в пределах 0,93-1,07, а в конце зоны охлаждения 0,55-0,81.
Интенсивность и равномерность охлаж0 дения заготовки водовоздушной смесью определяется, главным образом, количеством подаваемой воды, дисперсностью капель, скоростью их движения, а также углом раскрытия потока на выходе из форсунки. Дис5 персность, скорость движения капель и угол раскрытия потока в значительной мере зависят от расход/воздуха, проходящего через форсунку поскольку его объемное содержание в смеси в 10-100 раз превышает объем0 ное содержание воды. Расход воздуха через форсунку определяется давлением его в подводящей магистрали и сопротивлением на участке от врезки этой магистрали до форсунки (т.е. на участке смесительная ка5 мера-форсунка). Сопротивление на этом участке при прочих равных условиях, связанных с конструктивным выполнением системы охлаждения, зависит от расхода воды, пропускаемой через форсунку, и рас0 положения его в пространстве. Чем больше количество пропускаемой воды (заполненность трассы), тем больше требуется давление воздуха в подводящей магистрали. С уменьшением воды при том же давлении
5 воздуха подводящей магистрали расход его через форсунку возрастает.
На условия формирования и движения водовоздушного потока оказывает влияние расположение в пространстве участка трас0 сы смесительная камера-форсунка и направление движения потока. Учитывая влияние силы тяжести для обеспечения одинаковой скорости движения частиц воды при соприкосновении с охлаждаемой по5 верхностью давление воздуха в подводящей магистрали со стороны большого радиуса должно быть выше, чем со стороны малого радиуса.
Под кристаллизатором в начале участка
0 вторичного охлаждения расход воды через форсунки максимальный, поэтому и давление воздуха в подводящей магистрали к первым зонам должно быть максимальным. По мере удаления от кристаллизатора на
5 условия формирования водовоздушного потока оказывают влияние два фактора - уменьшение расхода воды и изменение направления движения потока.
Уменьшение расхода воды ведет к увеличению расхода воздуха при постоянном
давлении в подводящей магистрали. Однако со стороны большого радиуса кривизны заготовки по мере удаления от кристаллизатора изменяется также и направление потока с бокового на подачу его снизу вверх. Влияние первого фактора вызывает необходимость снижения давления воздуха в подводящей магистрали, а второго - его увеличения.
Исследования, выполненные в лабора- торных и промышленных условиях, показали, что величины влияния этих факторов сопоставими. Поэтому давление воздуха в подводящей магистрали по длине участка вторичного охлаждения со стороны больше- го радиуса кривизны заготовки необходимо поддерживать постоянным.
Со стороны малого радиуса изменение направления движения водовоздушного потока на подачу сверху вниз не вызывает дополнительного торможения его движению. В этом случае по мере удаления от кристаллизатора уменьшение расхода воды при постоянном давлении воздуха в подводящей магистрали ведет к увеличению его расхода. Поэтому для снижения энергозатрат при охлаждении заготовки целесообразно уменьшать давление воздуха в подводящей магистрали по длине зоны охлаждения его со стороны малого радиуса.
Оптимальным соотношением давления воздуха со стороны малого радиуса кривизны заготовки к давлению его со стороны большого радиуса в начале зоны охлаждения является соотношение, равное 0,93- 1,07, а в конце зоны охлаждения - соотношение, равное 0,55-0,81.
Реализация предлагаемого способа водовоздушного охлаждения позволяет обеспечить теплоотвод с поверхности заготовки без возникновения в ней дополнительных напряжений, что способствует ограничению развития поверхностных дефектов и снижению энергозатрат при разливке стали наМНЛЗ.
Оптимальное соотношение, равное 0,93-1,07, в начале зоны охлаждения выбрано с учетом погрешности в работе контроль- но-измерительных и регулирующих приборов. В лучшем случае это соотноше- ние равно 1.
Уменьшение значения менее 0,93 нецелесообразно, так как ведет к нарушению равномерности охлаждения заготовки. В этом случае имеет место или переохлажде- ние заготовки со стороны большого радиуса, или разогрев ее поверхности со стороны малого радиуса.
Увеличение значения соотношения более 1,07 также нецелесообразно, поскольку
вызывает разогрев поверхности заготовки со стороны большего радиуса или переохлаждения со стороны малого радиуса ее кривизны. Нарушение равномерности охлаждения как в том, так и в другом случае ведет к ухудшению качества заготовки, а в отдельных случаях - к прорыву корочки заготовки и уходу жидкого металла из кристаллизатора.
Соотношение 0,55-0,84 выбрано с учетом стабильности угла раскрытия факела потока и оптимального расхода воздуха.
Уменьшение величины соотношения давления воздуха со стороны малого радиуса к давлению его со стороны большого радиуса в конце зоны охлаждения менее 0,55 ведет к нарушению стабильности угла раскрытия потока, снижению равномерности охлаждения поверхности заготовки со стороны малого радиуса и ухудшению качества металла.
Увеличение значения соотношения давлений в конце зоны охлаждения более 0,81 нецелесообразно, так как связано с дополнительными энергозатратами - повышенным расходом воздуха.
Значения соотношения, близкие к нижнему пределу граничных значений (0,55), целесообразно устанавливать при больших скоростях разливки, когла участок вторичного охлаждения близок к максимальному (например, работают все зоны охлаждения).- Значения соотношения, близкие к верхнему пределу граничных условий (0,81), целесообразно устанавливать при малых скоростях разливки, когда участок вторичного охлаждения близок к минимальному (работает несколько первых зон охлаждения).
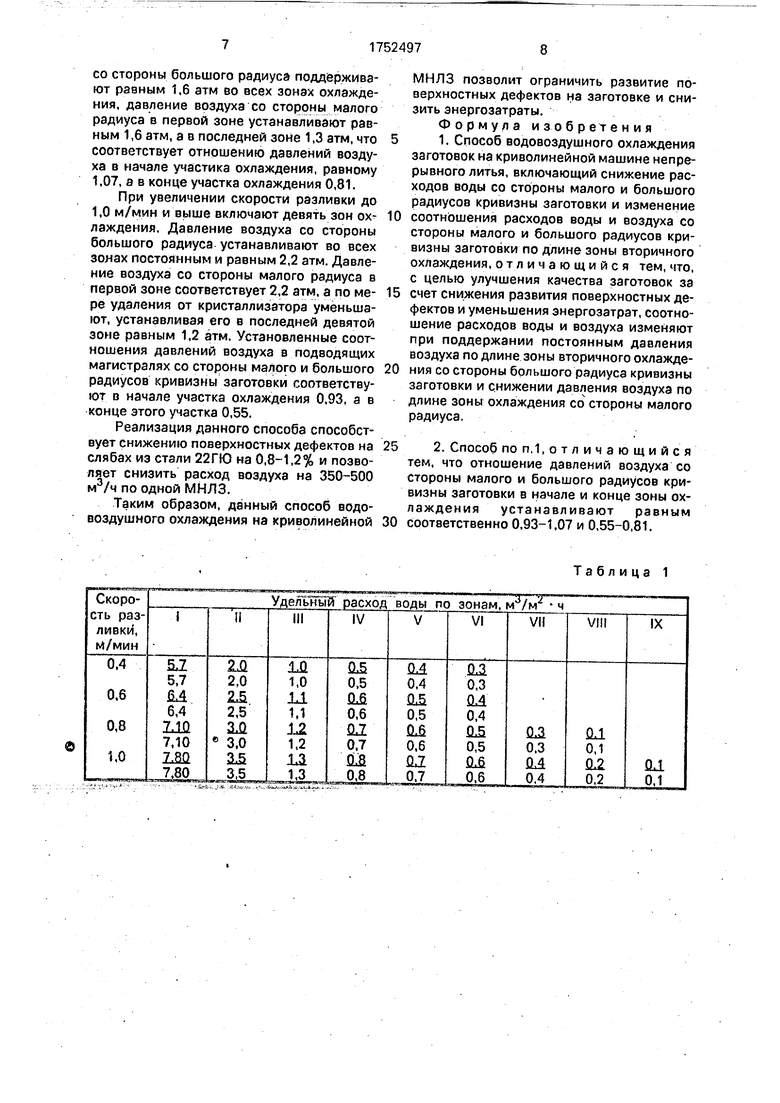
Пример. Криволинейная МНЛЗ предназначена для отливки слябов сечением 250x1600 и оснащена системой вторичного водовоздушного охлаждения. Участок вторичного охлаждения включает девять зон. В зависимости от скорости рэзливки протяженность участка вторичного охлаждения изменяют путем отключения и включения соответствующих зон и изменения расхода воды и давления воздуха.
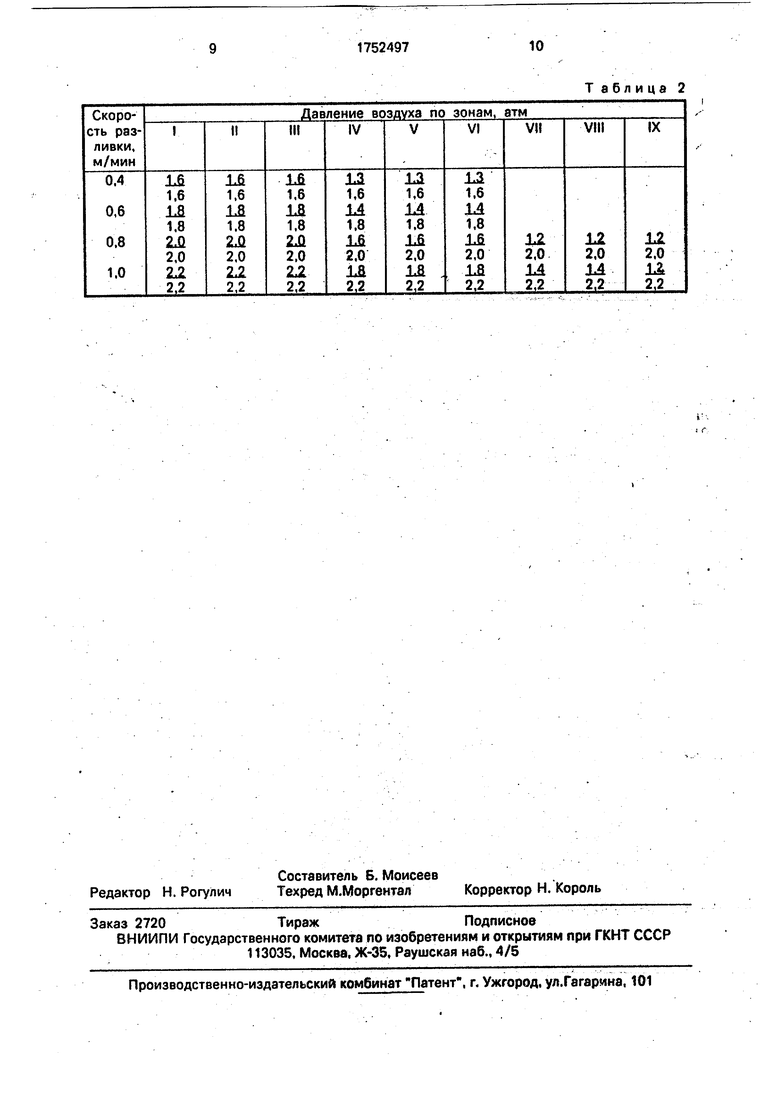
Расход воды и давление воздуха по зонам в зависимости от скорости разливки представлены в табл.1 и 2.
Как видно из табл.2, давление в подводящей магистрали со стороны большого радиуса для каждой скорости разливки поддерживают постоянным во всех зонах участка охлаждения, а со стороны малого радиуса уменьшают по мере удаления от кристаллизатора.
Так при скорости разливки 0,4 м/мин давление воздуха в подводящей магистрали
со стороны большого радиуса поддерживают равным 1.6 атм во всех зонах охлаждения, давление воздуха со стороны малого радиуса в первой зоне устанавливают равным 1,6 атм, а в последней зоне 1,3 атм, что соответствует отношению давлений воздуха в начале участика охлаждения, равному 1,07, а в конце участка охлаждения 0,81.
При увеличении скорости разливки до 1,0 м/мин и выше включают девять зон ох- лаждения. Давление воздуха со стороны большого радиуса устанавливают во всех зояах постоянным и равным 2,2 атм. Давление воздуха со стороны малого радиуса в первой зоне соответствует 2,2 атм, а по ме- ре удаления от кристаллизатора уменьшают, устанавливая его в последней девятой зоне равным 1,2 атм. Установленные соотношения давлений воздуха в подводящих магистралях со стороны малого и большого радиусов кривизны заготовки соответствуют в начале участка охлаждения 0,93, а в конце этого участка 0,55.
Реализация данного способа способствует снижению поверхностных дефектов на слябах из стали 22ГЮ на 0,8-1,2% и позволяет снизить расход воздуха на 350-500 м3/ч по одной МНЛЗ,
Таким образом, данный способ водо- воздушного охлаждения на криволинейной
МНЛЗ позволит ограничить развитие поверхностных дефектов на заготовке и снизить энергозатраты.
Формула изобретения
1.Способ водовоздушного охлаждения заготовок на криволинейной машине непрерывного литья, включающий снижение расходов воды со стороны малого и большого радиусов кривизны заготовки и изменение соотношения расходов воды и воздуха со стороны малого и большого радиусов кривизны заготовки по длине зоны вторичного охлаждения, отличающийся тем, что, с целью улучшения качества заготовок за счет снижения развития поверхностных дефектов и уменьшения энергозатрат, соотношение расходов воды и воздуха изменяют при поддержании постоянным давления воздуха по длине зоны вторичного охлаждения со стороны большого радиуса кривизны заготовки и снижении давления воздуха по длине зоны охлаждения со стороны малого радиуса.
2.Способ поп.1,отличающийся тем, что отношение давлений воздуха со стороны малого и большого радиусов кривизны заготовки в начале и конце зоны охлаждения устанавливают равным соответственно 0,93-1,07 и 0,55-0,81.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система водовоздушного охлаждения машины непрерывного литья сортовых заготовок криволинейного типа | 1987 |
|
SU1447550A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2365462C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2002 |
|
RU2228236C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2007 |
|
RU2357834C2 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 1992 |
|
RU2070473C1 |
Сущность изобретения: способ включает уменьшение расхода воды со стороны малого и большого радиусов кривизны заготовки и изменение соотношения расхода воды и воздуха по длине зоны вторичного охлаждения, при этом изменение соотношения расхода воды и воздуха осуществляют путем поддержания постоянства давления воздуха в подводящей магистрали по длине зоны охлаждения со стороны большого радиуса кривизны заготовки и снижения давления воздуха по длине зоны охлаждения со стороны малого радиуса кривизны. Отношение давлений воздуха в подводящей магистрали со стороны малого радиуса кривизны заготовки к далению его со стороны большого радиуса кривизны в начале зоны охлаждения и конце этой зоны устанавливают равным соответственно 0,93-1,07 и 0,55-0,81. 1 з.п. ф-лы, 2 табл,
Таблица 1
Таблице 2
| Есаулов В.С | |||
| и др | |||
| Исследование гидравлических характеристик системы водовоз- душного охлаждения слябовой МНЛЗ | |||
| - Известия ВуЗов: Черная металлургия, 1987, № 6, с.22-26. |
